
Aluminum CNC Parts: Alloy Selection, DFM, Finishes, and RFQ Guide
Aluminum CNC parts are used when a product requires low weight, controlled dimensions, repeatable mounting interfaces, and features that cannot be produced efficiently by simple cutting or forming.
Selecting aluminum is only the beginning. The result also depends on alloy and temper, part geometry, machining method, tolerance strategy, surface finish, inspection requirements, and production quantity.
For engineers and technical buyers, the key question is whether the design can be manufactured, inspected, finished, and repeated without unnecessary risk.
SunOn supports custom aluminum CNC parts from prototypes through production. Each part should be reviewed as a functional component, not only as machined geometry.
Aluminum CNC Parts at a Glance
| Project Requirement | Typical Direction |
|---|---|
| General housings, brackets, plates, and fixtures | 6061 is often a practical starting alloy |
| Higher-strength lightweight components | Review 7075 or another strength-focused alloy |
| Repetitive cylindrical parts | Consider CNC turning and a machining-oriented alloy |
| Features on several faces | Multi-axis machining may reduce repeated setups |
| Decorative or corrosion-resistant exterior | Define anodizing, blasting, or coating requirements |
| Prototype and low-volume production | CNC machining usually avoids production tooling |
| Stable geometry at high repeat volume | Compare CNC machining with extrusion or die casting |
What Are Aluminum CNC Parts?
Aluminum CNC parts are produced from plate, bar, extrusion, or other stock forms by computer-controlled milling, turning, drilling, boring, tapping, reaming, and deburring.
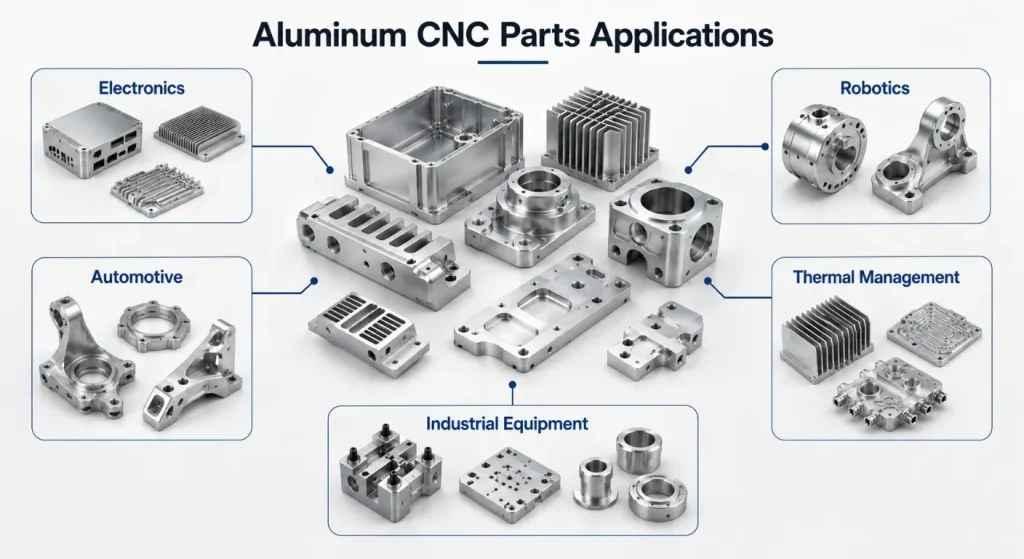
Unlike a standard catalog component, a custom part is normally manufactured from a 3D CAD model and a controlled 2D drawing. Common examples include:
- Electronic housings and covers
- Brackets and support frames
- Heat sinks and thermal plates
- Liquid-cooling manifolds
- Motor and sensor housings
- Mounting plates
- Shafts, spacers, sleeves, and bushings
- Fixtures and functional prototypes
Projects requiring broader process planning can also be reviewed through SunOn’s precision CNC machining services.
Choosing an Aluminum Alloy
The specification should include more than an alloy number. Temper, stock form, finishing, operating environment, joining method, and certification needs may all affect selection.
6061 Aluminum
6061 is frequently considered for general-purpose aluminum CNC parts such as brackets, housings, plates, and fixtures.
According to Hydro’s 6061 alloy data sheet, 6061 is a versatile heat-treatable alloy used for medium-to-high strength requirements. It also offers useful finishing characteristics and responds well to common anodizing methods.
It is often a practical starting point when a project needs balanced machinability, moderate structural strength, corrosion resistance, availability, and finishing performance. The exact temper should still be stated on the drawing.
7075 Aluminum
7075 may be considered when higher strength is required while maintaining relatively low weight.
Kaiser Aluminum’s 7075 rod and bar data describes it as a high-strength common screw-machine alloy. Its machinability, corrosion behavior, stress-corrosion resistance, and finishing response vary with temper.
Possible applications include high-load brackets, robotic structures, precision fixtures, and aerospace-related parts. Higher strength does not automatically make 7075 the better choice; cost, protection, joining, availability, and stress concentration should also be reviewed.
Machining-Oriented Alloys
For repetitive turned parts, a machining-oriented alloy may improve chip formation and production efficiency.
Hydro’s 6262 alloy data sheet identifies 6262 as an alloy developed specifically for screw-machine and CNC products. It may be considered for connectors, spacers, bushings, fittings, and fasteners. Before substitution, confirm mechanical requirements, environmental exposure, compliance, and availability.

Match the CNC Process to the Geometry
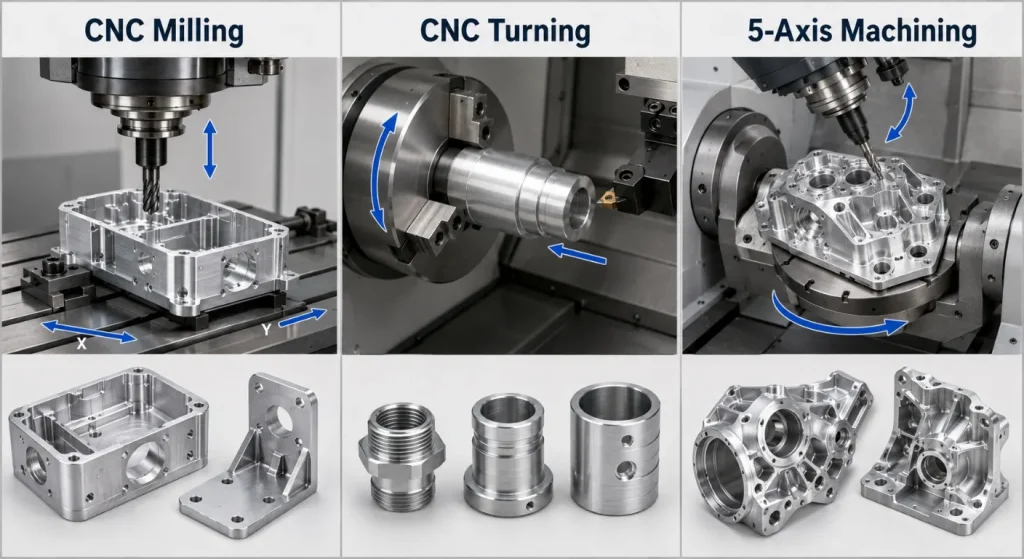
CNC Milling
CNC milling is commonly used for housings, plates, brackets, pockets, slots, sealing surfaces, mounting-hole patterns, heat-sink fins, and manifold bodies. Three-axis machining may be sufficient when most features are accessible from a limited number of directions.
CNC Turning
CNC turning suits rotational aluminum CNC parts such as pins, sleeves, bushings, spacers, nozzles, and threaded connectors. It can help maintain concentric relationships between diameters, bores, shoulders, grooves, and threads.
Multi-Axis CNC Machining
Four-axis or five-axis machining may help with angled holes, multi-face features, complex surfaces, and restricted tool access.
The value of 5-axis CNC machining is not simply the number of axes. Reducing reclamping may improve access and help maintain positional relationships between different faces. It cannot compensate for unclear datums, unstable workholding, or incomplete drawings.
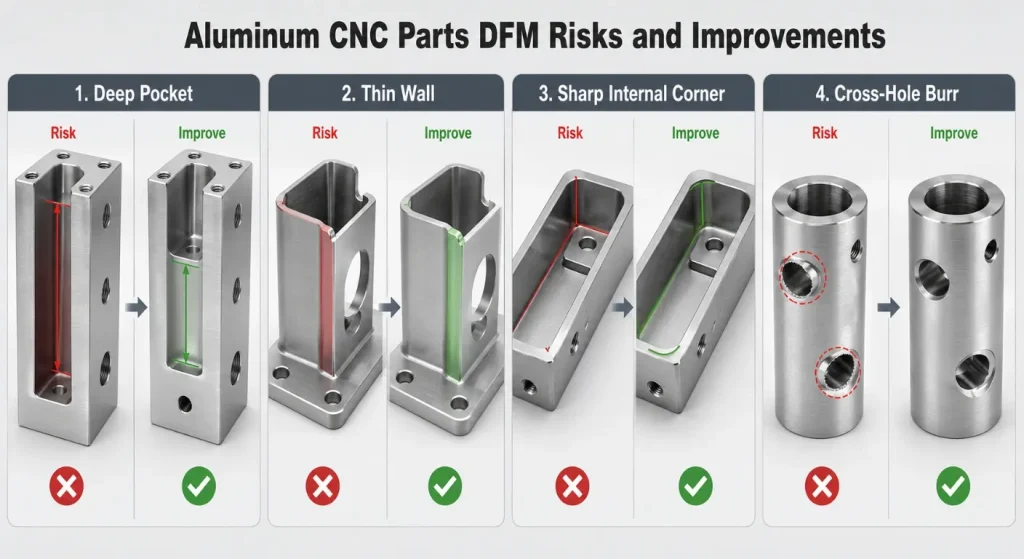
Key DFM Risks in Aluminum CNC Parts
A part may be machinable but still contain features that increase cost, deformation, or inspection difficulty.
- Deep pockets: Long tools can increase deflection, vibration, and machining time. Reducing depth or increasing corner radii may help.
- Thin walls: Cutting forces, clamping, heat, and residual stress can move unsupported sections.
- Sharp internal corners: Milling tools naturally leave a radius; perfectly sharp corners may require a special process.
- Cross-hole burrs: Intersecting passages can leave inaccessible burrs, especially in manifolds and pneumatic blocks.
- Excessive tolerance coverage: Tight tolerances should focus on fit, sealing, motion, alignment, and interchangeability.
Tolerances Should Follow Function
There is no universal tolerance for all aluminum CNC parts. Results depend on feature size, geometry, tool access, alloy, wall thickness, workholding, process sequence, temperature, and measurement method.
A drawing should identify functional datums, critical mating dimensions, fits, sealing surfaces, hole positions, flatness, perpendicularity, threads, cosmetic surfaces, and reporting requirements.
General dimensions can often use a title-block tolerance, while functional features receive specific limits or GD&T. This helps separate performance-critical requirements from dimensions that only define the general shape.
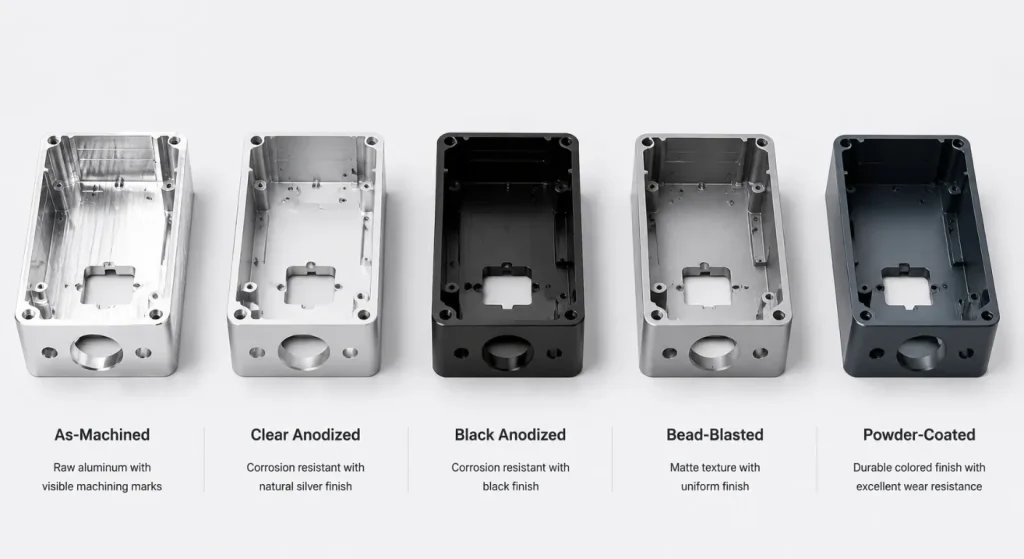
Surface Finishes for Aluminum CNC Parts
Surface treatment may be selected for appearance, corrosion protection, wear behavior, electrical performance, cleaning, or identification.
An as-machined finish may be appropriate for internal parts, fixtures, prototypes, and non-cosmetic components. Tool paths may remain visible unless a separate surface requirement is defined.
The Aluminum Anodizers Council defines anodizing as an electrochemical process that converts the metal surface into a durable, corrosion-resistant anodic oxide finish.
For anodized aluminum CNC parts, the RFQ should define color, gloss or texture, coating thickness, masking, electrical contact areas, threads, precision bores, cosmetic criteria, and whether dimensions apply before or after finishing.
Other options include bead blasting, conversion coating, powder coating, painting, polishing, brushing, and laser marking. Functional interfaces such as sealing faces, bearing seats, threads, and grounding areas should be identified separately from cosmetic surfaces.
CNC Machining vs. Alternative Processes
CNC machining is useful when designs may change, tooling is not justified, precision features are needed, or quantities are low to moderate.
For early development, rapid CNC prototyping can support fit checks, assembly evaluation, functional testing, and design revision.
Alternative routes include:
- Extrusion: Suitable when the main body has a constant cross-section and machining adds holes, pockets, cut lengths, or interfaces.
- Die casting: Worth evaluating when geometry is stable, repeat volume is high, and tooling investment is justified. Critical holes, sealing faces, and threads may still need secondary machining. See SunOn’s aluminum die casting parts for related process context.
- Sheet metal fabrication: May suit thin covers, panels, bent brackets, and enclosures.
The decision should compare tooling, material, finishing, inspection, design changes, and lifetime quantity rather than unit price alone.
From Drawing Review to Delivery
A controlled aluminum CNC parts project commonly follows seven stages:
- RFQ review: Confirm drawings, CAD data, material, quantity, finish, and delivery.
- DFM review: Identify tool-access, workholding, distortion, tolerance, deburring, and inspection risks.
- Process planning: Define operations, fixtures, tools, and machining sequence.
- First-part production: Manufacture and inspect initial components.
- Surface finishing: Complete anodizing, blasting, coating, polishing, or marking.
- Final inspection: Verify agreed dimensions, threads, appearance, and documents.
- Packaging: Protect cosmetic surfaces, sealing faces, threads, and edges.

Quality Control and RFQ Preparation
Inspection should be planned according to part function rather than treated as a generic final step. Depending on the drawing, methods may include micrometers, bore gauges, thread gauges, height gauges, CMM inspection, optical measurement, roughness measurement, flatness checks, and visual inspection.
The inspection plan should state which features are critical, whether sampling or full inspection is required, which measurement method applies, and whether first-article, material, or finishing records are needed.
For a clearer quotation, provide:
- 3D CAD model and controlled 2D drawing
- Aluminum alloy and temper
- Prototype and production quantities
- Critical dimensions, datums, fits, and GD&T
- Surface roughness, threads, and inserts
- Finish, masking, and cosmetic requirements
- Inspection and reporting requirements
- Packaging, destination, and target date
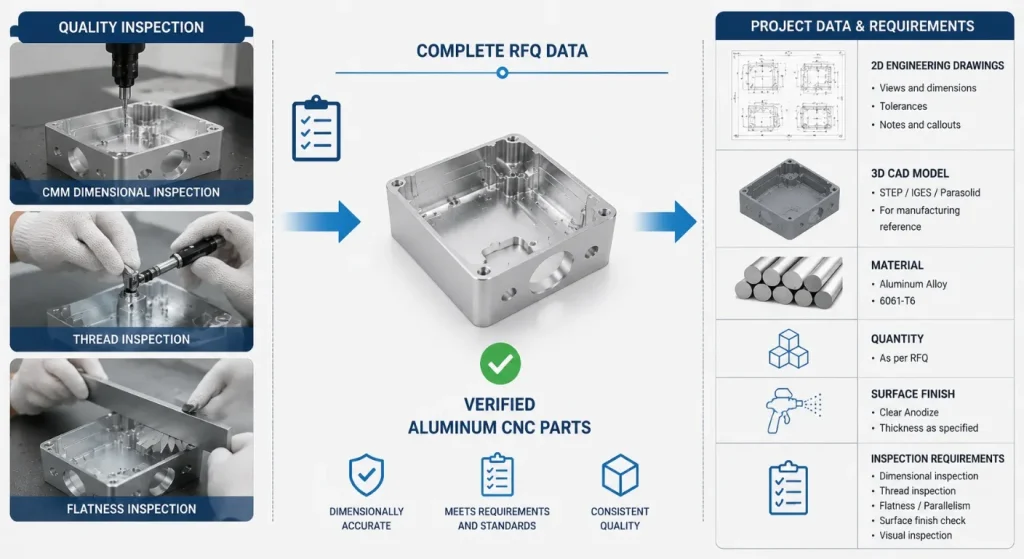
The 3D model communicates nominal geometry, while the 2D drawing defines manufacturing and acceptance requirements.
Conclusion
Reliable aluminum CNC parts begin with a clear definition of function. Material, geometry, tolerances, tool access, finish, inspection, and quantity should be evaluated together.
6061 may suit many general housings, brackets, plates, and fixtures, while 7075 or machining-oriented alloys may fit more specific requirements. Milling, turning, and multi-axis machining each serve different geometries. Advanced equipment cannot compensate for unclear datums, inaccessible burrs, or unspecified finishes.
To request a manufacturability review, contact SunOn with your 2D drawing, 3D CAD model, alloy and temper, quantities, critical tolerances, surface finish, and inspection requirements.
Frequently Asked Questions
1. Which Aluminum Alloy Is Best for CNC Machined Parts?
6061 is a practical choice for many housings, brackets, plates, and fixtures. Higher-strength parts may require 7075, while repetitive turned components may benefit from a machining-oriented alloy such as 6262.
2. What Tolerances Can Aluminum CNC Parts Achieve?
Tolerance capability depends on part size, geometry, wall thickness, alloy, workholding, and inspection method. Critical tolerances should be identified on the 2D drawing rather than applying unnecessarily tight limits to every dimension.
3. Is CNC Machining Suitable for High-Volume Aluminum Parts?
CNC machining is well suited to prototypes, low-volume production, bridge production, and parts requiring frequent design changes. For stable high-volume projects, aluminum die casting or extrusion may offer lower lifetime cost.
4. Which Surface Finish Should Be Used for Aluminum CNC Parts?
As-machined surfaces may suit internal or non-cosmetic parts, while anodizing, bead blasting, or powder coating can improve appearance and surface protection. Masking areas, color, texture, and whether dimensions apply before or after finishing should be defined in the RFQ.
5. How Can Warping Be Reduced in Thin-Wall Aluminum Parts?
Warping can be reduced through balanced material removal, suitable workholding, sufficient wall thickness, controlled machining sequences, and intermediate inspection. Residual stress in the selected stock material should also be considered.
6. What Information Is Required to Quote Aluminum CNC Parts?
Provide a 3D CAD model, controlled 2D drawing, alloy and temper, quantities, critical tolerances, finish, and inspection requirements. Packaging, certification, and delivery requirements should also be included when relevant.