
Slot Milling: Comprehensive Guide for CNC Machining
Slot milling is a basic process in the up to date CNC machining. It is the process of cutting thin grooves or slots to metal, plastic, or composite material with rotating materials. The knowledge of the principles, techniques and best practices of CNC slot milling assists manufacturers to make accurate components at an efficient rate whilst ensuring they continue to use the tools. Slot milling finds extensive use in automotive components, aerospace components, mold making and in industrial machinery where precision and surface finish is very important.
What Is Slot Milling?
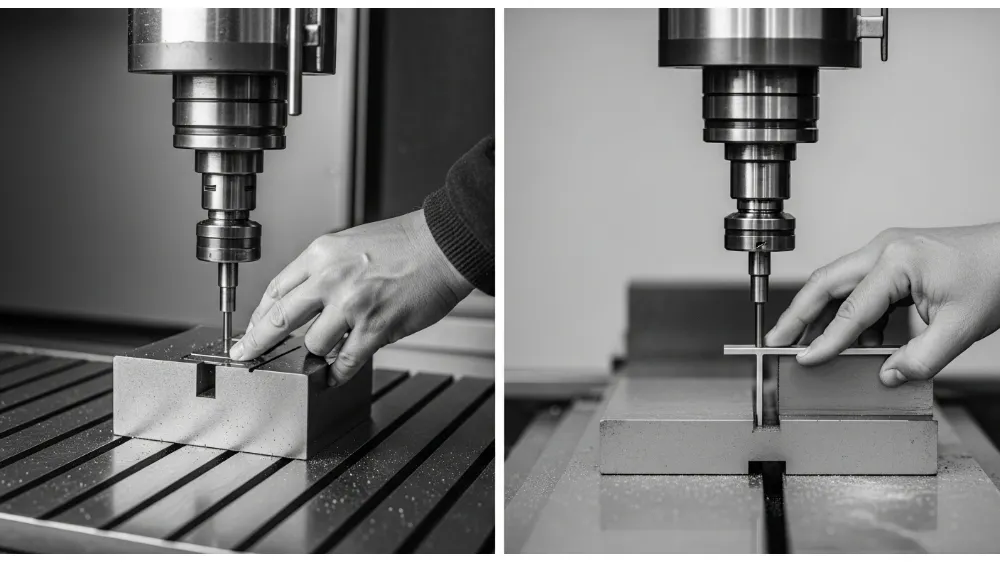
Slot milling A cutting operation in which a rotating milling cutter is used to remove material to form a small channel, groove or pocket. The slot depth, width and shape may be dependent on part requirements and tool geometry. In contrast to face milling, slot milling is oriented at the creation of narrow cavities with high dimensional precision. CNC machines use computer control to automate the movement of the cutter and the work element, and deliver consistency in the movement of multiple parts and reduce the chances of human error.

Principal Elements of Slot Milling
Effective slot milling involves the knowledge of machine parts as well as the tooling. The main components are milling cutter, end mills or slot drills, CNC machine, that controls the spindle speed and feeds, and the workpiece, fastened with fixtures. The coating, the geometry, and the material of the cutter have a direct effect on the quality of the slot and machining efficiency. The workholding solutions provide stability, vibration prevention, and reduce deflection during the cutting. This is because tight tolerances and smooth finishes on surfaces can only be achieved through proper set up.
Slot Milling Tools and Types of Cutter
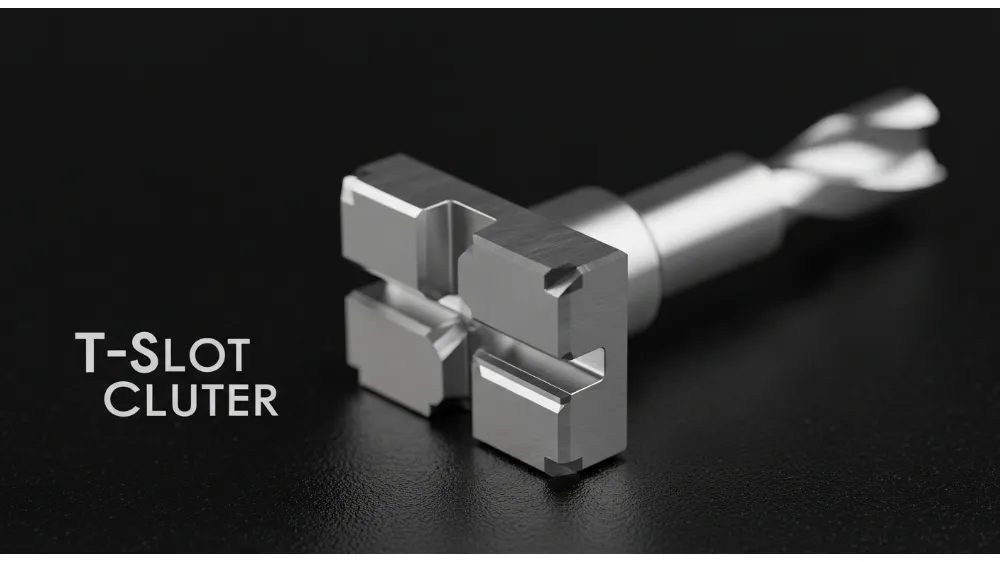
The use of the right tool is very important in CNC slot milling. Widely used ones are flat-end mills, ball-end mills and corner-radius end mills. Flat- end mills are best used in straight slots that have square edges whereas ball-end mills are used in rounded edges fitted to contoured parts. Coatings such as TiN or TiAlN increases the life of the tools and lowers the friction. The tool blades used must be dictated by the material, the count of flutes, and the helix angle that should be used to maximize a cutting action.
Slot Milling Techniques
Different methods are applied based on the size of slots, material, and the ability of the machine. The traditional methods of milling entail the feeding of the cutter in the slot direction at a slow pace. Climb milling In which the cutter turns in the same direction as the feed, smoother surfaces are produced, and the tool wears less. Deep slots are peck milled to control the evacuation of chips and avoid tool breakage. The choice of strategy is essential in the process of keeping accuracy, reducing heating and prolonging the life of the tools used in slot milling.
Slot Milling, Feed Rate and Spindle Speed
Some of the key parameters in slot milling are feed rate and spindle speed which influence the surface finish, tool wear, and productivity. An increase in spindle speed can enhance cutting efficiency but may raise the heat production, necessitating the use of coolant. Feed per tooth affects chip load and forces of cutting, which affect tool life and dimensional accuracy. Both parameters can be well controlled with the use of CNC programming which ensures that results are uniform across complex geometries. Maximizing feed and speed provides an efficient material removal and maintain tool integrity.
Slot Milling Requires Consideration of Material
CNC slot milling needs different methods on different materials. Working with metals such as aluminum enables one to work at higher spindle speeds and faster feeds because of reduced cutting forces whereas stainless steel and titanium require slower rpm to control tool wear and heat. Plastics use moderated feeds to avoid melting and deformation. The choice of tool material, coating and geometry should also match with the workpiece to give maximum results. The behavior of materials is important in ensuring dimensional stability and quality of surfaces.
Slot Depth and Width Optimization
Adequate slot sizes are required to have functional and structural integrity of machined components. Excessively deep slots may enhance deflection and vibration resulting in inaccuracies. Ridiculously slim slots can lead to congestion of chips and breakage of tools. To ensure stability in machining, designers have to balance the depth and width of the slots with the cutter size. The complex CNC machines are able to have many passes to obtain the desired slot geometry with less cutting forces and heat build up.
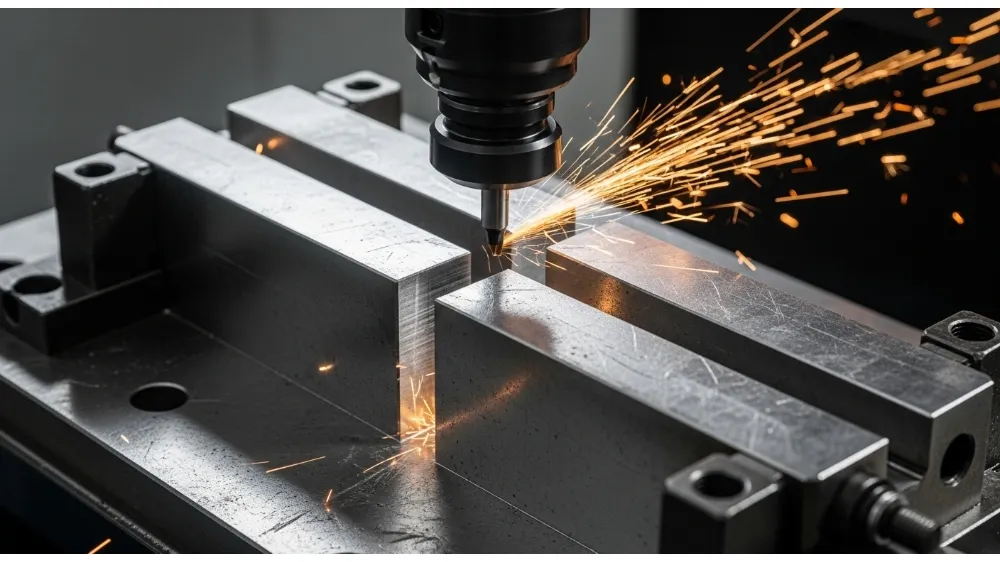
Chip Management and Use of Coolant
Most slot milling processes need efficient chip removal and the coolant application. Pieces of chips caught in small slits may spoil cutter or part. Chips are cleared with the assistance of peck milling or high-pressure coolant systems. Coolants are used to minimize friction, decrease temperatures and to increase the life of the tool. When chip evacuation strategies are properly developed, there is reduced rework, better surface finish and high productivity. The behavior of the chip is of particular importance in deep or complex slots.
Slot Milling Applications
Application Slot milling is used in various industries as well as part types. In automotive industry, it produces engine parts, brackets as well as structural supports. Aerospace components, including turbine blades and fuselage elements, are dependent on precision slots in order to assemble or pass fluids. Slot milling is used to cut holes and channels in mold and die manufacturing. Accurate slot machining is used in industrial machinery parts such as conveyor pieces and mounting brackets. Slot milling is versatile and thus cannot be done away with in precision manufacturing.
Problems in Slot Milling
There are a number of difficulties encountered during slot milling, they are tool deflection, large vibration, thermal expansion, and congestion of chips. Mispositioning of workpieces or the wrong choice of the tool may lead to dimensional errors. Chatter may occur during high-speed operations, and this will decrease the quality of surface finish. These problems must be solved by means of adequate tool setups, tight fixturing, feeds and speeds regulating, and real-time monitoring. Skilled operators and controlled systems assist in reducing risks and enhancing the level of machining.
Slot Milling and Quality Control
Quality assurance can also guarantee the design specifications of slots. Dimensions and tolerances are checked using measurement instruments like calipers, micrometers and coordinate measuring machines (CMM). Surface finish inspection is done to provide smoothness and burr-free conditions. Regular supervision of processes and compliance to machining instructions eliminate deviation and increase repeatability. The environment in which high volume production is carried out must be well documented and inspected.
Use of Advanced Slot Milling Techniques
In contemporary slot milling, automation, adaptive control, and simulation are used. CNC packages are capable of producing tool paths that are efficient in chip loading, heat dissipation and limited tool wear. Robotization can be used to achieve uniform position placement and feed to ease human error. The simulation tools decide the forces that will cut and the behavior of the material which will result in avoiding a tool break and enhancing efficiency. These technologies enhance productivity, quality of parts as well as cost efficiency in the production process.
Frequently Asked Questions (FAQ)
Q1: What is the distinction between slot milling and other types of milling?
A: Slot milling is geared towards forming narrow grooves or channels whereas other milling activities can be used to trim surface material or profile forms.
Q2: What are the Application tools used most in slot milling?
A: Flat-end mills, ball-end mills, and corner-radius end mills are typical, which are chosen depending on the slot dimensions and material.
Q3: What is the effect of the feed rate and spindle speed in slot milling?
A: They dictate cutting forces, heat formation, surface finish, and tool wear, which have effects on overall productivity and precision.
Q4: Are all materials slot millable?
A: Yes, but parameters like speed, feed and type of tool will have to be altered to metals, plastics or composite.
Q5: What are typical issues in slot milling?
A: Tool deflection, vibration, chip build up and thermal expansion are some of the common pitfalls that must be carefully controlled.
Q6: What is the control of quality in slot milling?
A: Surface checking, process checking, and compliance with machining parameters with the help of measurement tools.
Q7: Which industries make the most frequent use of slot milling?
A: Slot milling is common in automotive, aerospace, mold and die production as well as industrial machinery production.
Conclusion
CNC slot milling is a versatile and critical operation in the contemporary manufacturing. Learning cnc slot milling skills, tools, feed, and speeds as well as chip control also guarantees efficient and quality production that is accurate and at the right level. Engineers and manufacturers can develop complex components with relative consistency and reduce tool wear and maximize productivity by knowing how to behave with materials, slot sizes and enhanced milling strategies.