
8 Key Engineering Steps of a Cold Chamber Die Casting Mold Service– From Design to Mass Production
There's a reason that a quality die casting mold is a crucial foundation of every metal component made. Precision is essential inside each stage of the cold chamber die casting service for aluminum and zinc alloys, all the way from the first price discussion to the last production run. The following procedures help manufacturers to extend the tool's life and help manage costs.
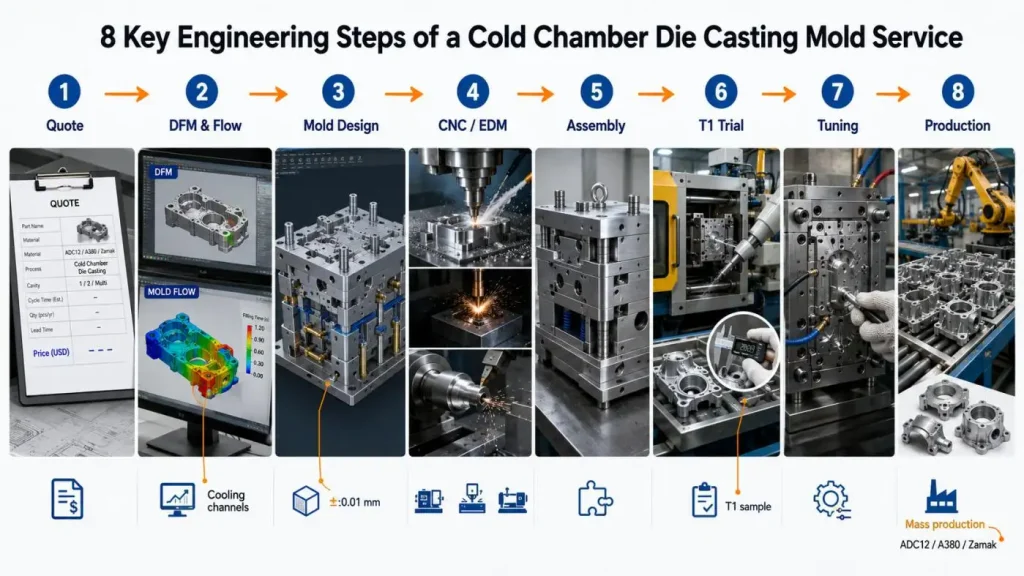
The following discusses the eight crucial engineering procedures that help in the construction of a die-casting mold for Alu & Zinc Alloys. It does this with leading industry examples, and in particular emphasizes how SunOn's superior trade skills.
Step 1: Price Evaluation & Negotiation
A successful mold project is the result of the supplier and customer arriving at a common understanding of the commercial and technical requirements.
•Carefully examine your customer's component drawings: Engineers check the required dimensions along with tolerances, the casting alloy (ADC12 aluminum, A380 aluminum, or Zamak 3/5 zinc), and the expected quantity per year.
•Clarify the requirements early in the project: Questions relating to the required surface finish, post-processing (CNC, plating), and the delivery schedule will be answered prior to any work on the design.
•Provide a quote that explains all costs: The grade of the tooling steel (H13, 8407), the number of cavities, the complexity of the cooling channels, and the expected service life of the mold will all affect the final quote.
•Negotiate the price based on the service's value: It is common that a cold chamber die casting service with a higher quality mold will have a higher initial cost; however, this service will have a significantly lower cost in high volume production runs.
Using the expertise of several decades, the SunOn team provides realistic prices that are highly competitive and contains no hidden costs.

Step 2: Design Analysis (DFM & Mold Flow Analysis)
Engineers conduct Design for Manufacturability (DFM) and mold flow simulation (if necessary) before tooling manufacture.
•Identify design flaws early: Sharp corners, uneven draft wall thickness and angles, etc. are identified and fixed.
•Mold flow simulation: Mold flow simulation shows the filling pattern and air traps and demonstrates cold shuts and the solidification behavior of aluminum and zinc alloys.
•Design of gates and runners: Design is modified to provide symmetrical filling of the injection and runner cross-section.
•Predict cooling: The presence of thermal or cooling spots and additional coolant channels or beryllium copper inserts signifies a need for additional cooling.
SunOn performs mold flow analysis for all Alu & Zinc Alloy Die-casting Mold projects which reduces iterations of physical tests.
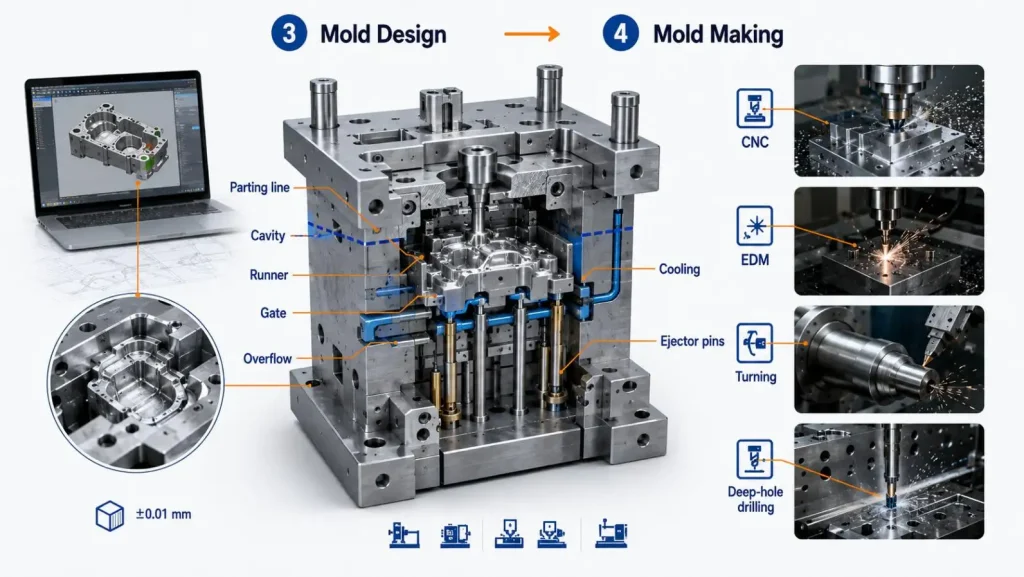
Step 3: Mold Design
Upon receipt of DFM, 3D mold design is commenced. This describes every component which will be machined.
•Design of parting surfaces and cavity: This determines the opening and the ejection of the part from the mold. The number of cavities can be increased if the part is small.
•The combination of alloy viscosity and the injection machine's shot volume determines the dimensions of the sprue, runner, gate and overflow wells.
•Design of cooling channels: Cooling is designed to be as fast as possible in order to minimize the time required for a complete manufacturing cycle.
•Design of ejection system: Ejector pins and sleeves are designed to ensure the part can be ejected with minimal damage to the part.
Step 4 - Mold Making (CNC Machining, EDM, Turning)
At this stage of the manufacture, the design is closely followed by the formation of the blocks and the cavities.
•This is done first by performing rough and then finish CNC (Computer Numerical Control) Milling. All cavity blocks are machined to within a tolerance of ±0.01mm.
•Electric Discharge Machining (EDM) is used for features that are not possible to achieve employing conventional machining, for example, deep holes or ribs with a thin cross-section.
•Turning: A precise lathe is used for any rotational features in the design, i.e. especially sprue bushings and ejector pins.
•Cooling channels are drilled according to the design and are formed using true deep hole drilling.
•Surface texturing: If part features are to be etched, this would be the stage to complete the surface finish.
With fully planned in-house machining, SunOn can avoid the pitfalls of heavy reliance on subcontractors. This ensures timely delivery of fully populated toolings, while guaranteeing an excellent standard of quality control.
Step 5: Mold Assembly
All of the individually machined components come together to create an operational mold base.
•Aligning the cavity and core plates: Guide pins and their bushings are used to aid in making the alignment perfect each cycle.
•Installing the ejector system: Ejector plates and pins are assembled and tested for operational ease.
•Connecting the cooling fittings: The fittings for the cooling hoses or the manifolds are installed to the cooling channels to allow the flow of cooling water or oil.
•Testing the sliding mechanisms: Side cores or sliders (for undercut features) are checked for free movement.
•Verification of all fasteners and sealing elements: O-Rings, dowels, screws, etc. are assembled to avoid leakage and loosening in the operation.
Assembly is done in a manner that ensures the mold will cycle open and closed, ejecting components reliably for tens of thousands of cycles.
Step 6: Mold Trial (T1 Sample Inspection)
Before mass production is initiated, the mold is first actually put to use in a cold chamber die casting machine.
•Load the mold onto a cold chamber machine: The mold is locked in and the shot sleeve is positioned to be inline with the injection piston.
•Control the parameters and inject the molten aluminum or zinc: The first shots are done with pressure, speed, and temperature all quite low.
•Dimensional analysis of the T1 samples: The cast samples were measured by the CMM and compared with the original drawing.
•Visually check for defects: Cold shut, flow mark, porosity, and incomplete fill defects were noted.
•Evaluate ejection quality: The casted samples must not show evidence of restrained ejection; they must also be in a condition of non-bent equilibrium.
SunOn's engineers collect data from each trial and then create a detailed inspection report for the customer to document the trial for operational transparency.
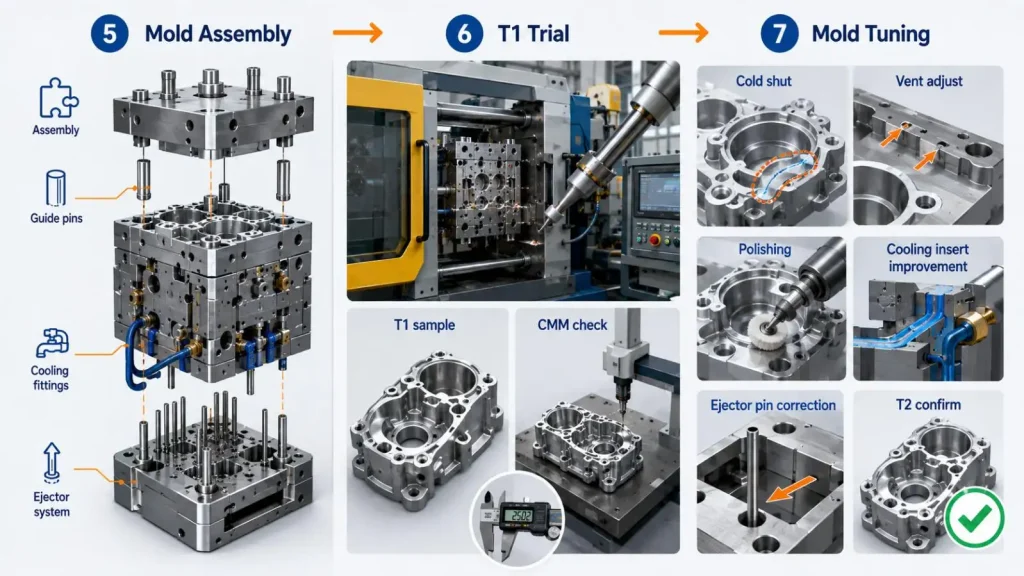
Step 7: Mold Tuning & Optimization
Prior T1 results were used to set the mold to minimize defects and maximize cycle time.
•Gate / Vent Changes: Gate shape and vent size changes can be accomplished through minor grinding or EDM work, and maximize fill.
•Cooling Inserts / Channels: Extra inserts or channels can be made to help alleviate hot spots.
•Cavity Polishing: cavities that undergo cavity polishing allow for smoother metal flow.
•Ejector Pins: Ejector pins can be changed in length and position to aid in the drawing of the part and to no longer cause distortion.
•Testing Improvements: A second trial (T2) is conducted to confirm the issues are resolved prior to production.
Enhancement of a "working" mold to a high-performance mold is achieved by a critical iterative process called tuning.
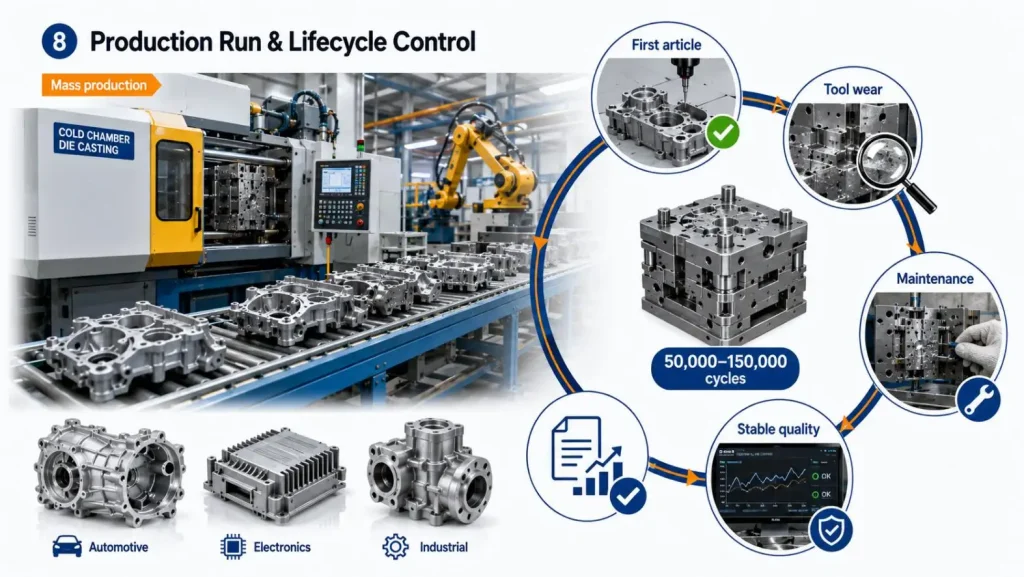
Step 8: Production Run
Once tuning has been done successfully, the mold moves to mass production via the cold chamber die casting service line.
•Optimized process parameter implementation: Metal temperature, cycle time, pressure, and injection speed are established and set.
•First article inspection implementation: Dimensional and visual checks are done on the first parts for each production lot.
•Controlled tool wear evaluation: Tool steels used for the cores and gates (e.g., mold steels) are studied after a set number of cycles (e.g., 5,000 cycles).
•Scheduled maintenance implementation: Mold life is extended through the cleaning and lubrication of the molds and the periodic replacement of worn ejector pins.
•Continuous improvement record keeping: All processes are supported through recording part quality, cycle count, and downtime.
SunOn's Alu & Zinc Alloy Die-casting Mold supports high-volume production for automotive, electronics, and industrial components with 50,000 to over 150,000 cycle runs, all with exceptional repeatable accuracy.
Why Choose SunOn's Cold Chamber Die Casting Service
SunOn Industrial Group Limited has over 25 years in the business with mold engineering and end-to-end services, plus ISO 9001, IATF 16949, and ISO 14001 certifications.
•Everything done in-house: Control the entire process from DFM and selecting 8407/H13 steel to CNC operations, assembly, trial runs, tool modifications, and mass production.
•Defect Prevention: Before beginning machining, mold flow with embedded thermal component analysis helps to highlight problem areas, and necessary adjustments can be made.
•Flexibility with Alloys: The design can easily accommodate alloys. The changes in design necessary to add aluminum (ADC12, A380) and zinc (Zamak 3, 5, 8) alloys are trivial.
•Global Presence: 27 Cities with on-site engineers providing technical support, assistance and maintenance.
•Full Finishing Solutions: SunOn offers complete trimming, deburring, CNC machining, and surface treatments (powder coating, anodizing, and plating) post cast.
Today, with extremely accurate, long lasting tools for Alu & Zinc Alloy Die-casting Molds, SunOn enhances overall efficiency and reduces costs for large scale production.
Final Summary Table
| Step | Activity | Key Goal |
| 1 | Price Evaluation & Negotiation | Specs and budget alignment |
| 2 | Design Analysis (DFM & Flow) | Defects prediction and prevention |
| 3 | Mold Design | Parting, gating and cooling optimization |
| 4 | Mold Making (CNC/EDM) | Precision of ±0.01mm |
| 5 | Mold Assembly | Functional tool |
| 6 | Mold Trial (T1) | Casting simulation |
| 7 | Mold Tuning | Remove defects, Increase efficiency |
| 8 | Production Run | Consistency of large scale production |
With the need of die casting for light weight aluminum automotive components or complex zinc alloy consumer device, SunOn delivers the in-depth engineering and advanced manufacturing at every step.
Do you want to initiate a die casting mold project? For die casting feasibility evaluation and other inquiries, contact SunOn for a quote.
FAQs
Q1. What is DFM analysis in designing cold chamber die casting molds?
DFM is part manufacturing. DFM sees Casting difficulties. DFM also refines the part and mold design before the steel cut.
Q2. Why is mold flow analysis so important in aluminum and zinc alloy systems?
Mold flow analysis solves problems such as metal flow in cavities, gas entrapment, cold shuts, hot spots, and helps design gates and cooling channels.
Q3. What is the best steel for cold chamber die casting?
H13 is considered for its thermal fatigue resistance. Steel 8407 is considered and tested for its thermal conductivity and polishability. Beryllium copper is evaluated for its heat dissipation properties.
Q4. What is the tolerance for cold chamber die casting?
The tolerance level for cold chamber die casting is ± 0.01 mm for die cores and die cavities through EDM and CNC processes.
Q5. What is a T1 Mold trial?
The T1 mold trial is the initial try of a new mold on a cold chamber machine and produces parts that will undergo a dimensional and visual evaluation.