
Precision Electronics Zinc Alloy Parts for Connectors
As global demand for 5G-Advanced and IoT connectivity scales, Sunon-mould provides the high-precision zinc alloy die casting necessary for next-generation electronic connectors. Our manufacturing facility specializes in ultra-thin wall sections and tight tolerances, ensuring that your signal-dense housings meet the rigorous electrical and mechanical standards required for 2026 electronics.
Why Zinc Alloy is the Standard for Electronic Connector Parts

Zinc alloys like Zamak 3 and Zamak 5 are the preferred choice for electronic connectors because of their exceptional fluidity, enabling thin-wall sections as low as 0.5mm. These alloys provide superior EMI/RFI shielding, excellent dimensional stability, and a lower melting point that extends tool life to over 1 million cycles, significantly lowering per-unit costs.
In our production experience, choosing zinc over aluminum or plastic provides a distinct mechanical advantage. While plastics require secondary conductive coatings for interference protection, zinc is inherently conductive. At our facility, we utilize hot-chamber die casting to achieve complex geometries that would be impossible or cost-prohibitive with CNC machining alone. This process is particularly effective for multi-pin connector housings where structural integrity and shielding are non-negotiable.
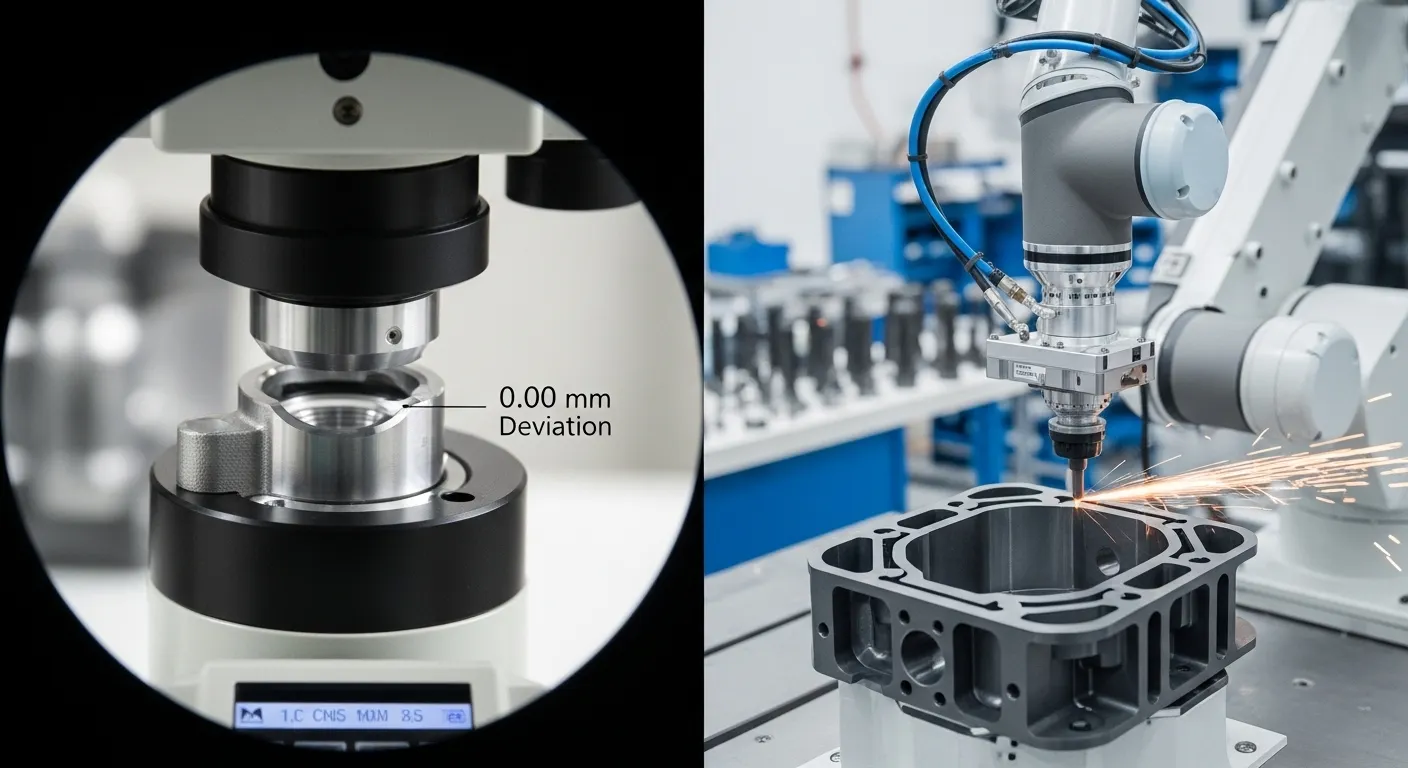
Engineered Thin-Wall Casting: Breaking the 0.5mm Barrier
Precision zinc die casting in 2026 achieves linear tolerances of ±0.02mm (±0.0008 inches) for critical connector features. By utilizing advanced hot-chamber machinery and CMM verification, Sunon-mould maintains the high-density pin alignment and strict flatness requirements essential for reliable mating in high-speed data applications and micro-miniature electronic assemblies.
The physics of zinc's low viscosity allows us to push the boundaries of "net-shape" manufacturing. We can cast features that are nearly ready for assembly straight from the mold, reducing the need for expensive secondary machining.
| Connector Feature | Standard Die Casting | Sunon-mould Precision |
| Min Wall Thickness | 1.0 mm | 0.4 mm |
| Linear Tolerance | ±0.1 mm | ±0.02 mm |
| Draft Angle | 1.5° - 2° | 0.5° (Low-draft) |
| Surface Finish | 3.2 Ra | 0.8 Ra |
Solving Critical Reliability Issues in Connector Design
To prevent pin misalignment and signal interference, we implement a "First-Shot Success" protocol that combines vacuum-assisted casting with real-time thermal monitoring. This approach eliminates internal porosity in signal-sensitive housings, ensuring that every electronics precision zinc alloy part we produce maintains 100% structural and electrical continuity throughout its lifecycle.
Our engineering team focuses on three primary failure points:
- Porosity Management: We use vacuum systems to extract air from the mold cavity, preventing "voids" that can weaken thin walls.
- Thermal Management: Zinc’s high thermal conductivity (~113 W/m·K) is leveraged to dissipate heat in high-power connectors.
- Dimensional Creep: We select specific ZA alloys for components exposed to high-stress environments to ensure they never lose their "click-fit" precision.
For hardware requiring even higher durability, such as automotive zinc die casting parts for vehicle components, we apply similar precision standards to ensure vibration resistance.
Post-Processing and Surface Integrity for 2026 Standards
The performance of precision zinc alloy parts depends heavily on surface finishing to ensure high mating cycles and corrosion resistance. Our facility provides integrated finishing services, including nickel, tin, and gold plating, designed to withstand over 1,000 mating cycles while maintaining RoHS 3.0 and REACH environmental compliance for global markets.
In high-stakes environments, such as medical device zinc die casting high precision, surface purity is critical. We utilize automated 5-axis CNC stations for gate trimming and secondary drilling, ensuring that every edge is burr-free. This level of finish is vital for connectors used in sensitive signal transmission where even a microscopic shard of metal could cause a short circuit.
Frequently Asked Questions
At Sunon-mould, we typically deliver initial T1 samples within 15 to 25 days depending on the complexity of the mold design. Our in-house tooling shop allows us to accelerate the design-to-prototype phase for urgent electronics projects.
Unlike plastic, which requires conductive paints or vacuum metallization to block interference, zinc alloy is a natural Faraday cage. It provides inherent shielding attenuation exceeding 60-80 dB, making it significantly more reliable for 5G and 6G high-frequency applications.
Zinc alloys have a melting point around 380°C-390°C. While they are excellent for most consumer and industrial electronics, we recommend specific high-purity alloys for components that will be subjected to continuous operating temperatures above 150°C to prevent dimensional aging.