
Metal Punching vs Stamping: What’s the Difference? Complete Guide
In the world of sheet metal fabrication, two processes dominate feature creation, part shaping, and high‑volume production: metal punching and metal stamping. These terms are sometimes used interchangeably, but they refer to distinct methods with different applications, tooling requirements, and outcomes. Choosing the wrong approach can lead to inefficiencies, higher costs, or quality issues.
Understanding metal punching vs stamping helps engineers, designers, and manufacturing teams make strategic decisions that improve production quality and reduce cost. This guide explains the fundamental differences between these processes, where each excels, and how to apply them effectively in modern manufacturing.
What Is Metal Punching?
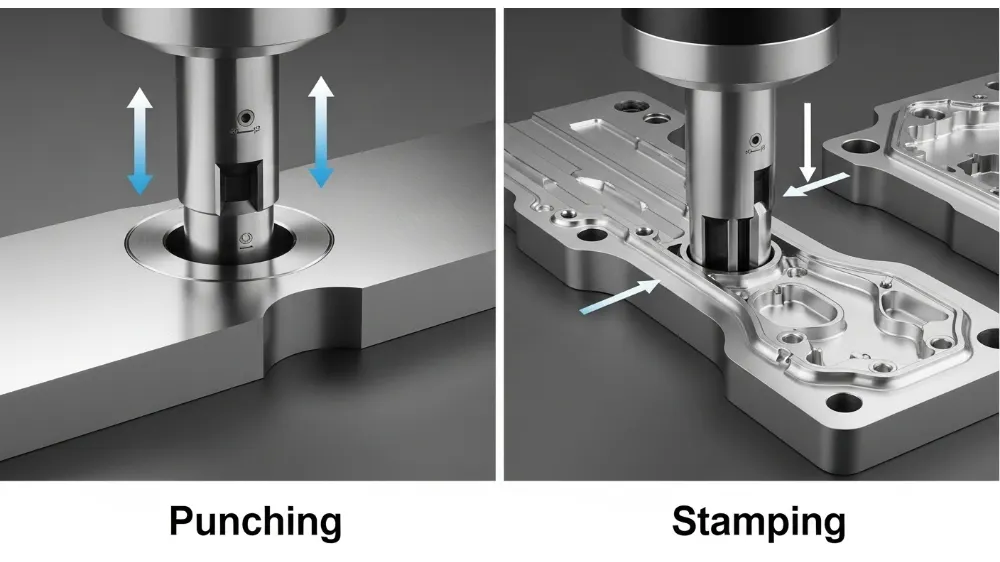
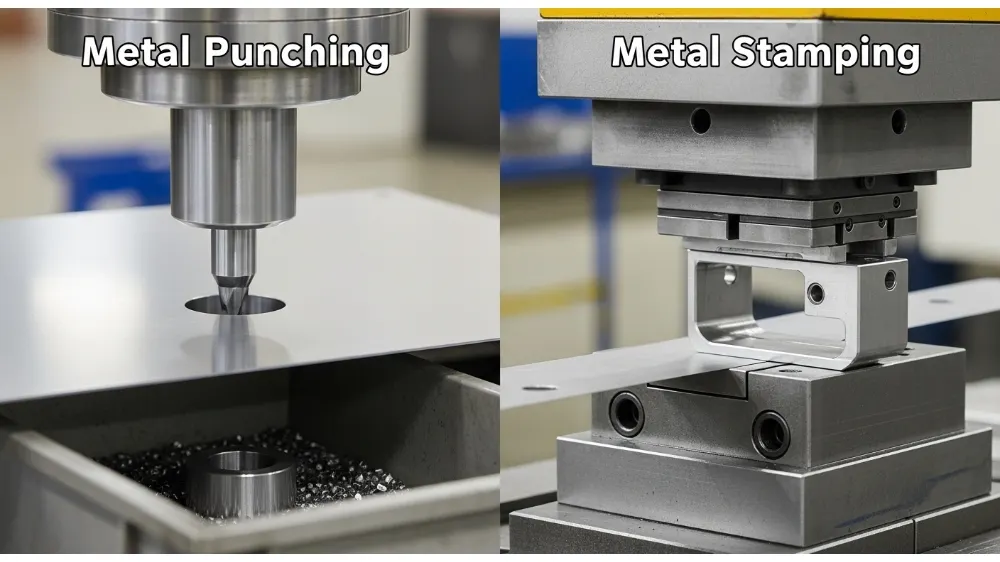
Metal punching is a material removal process in which a punch tool forces a shaped punch through sheet metal to create holes or cutouts. The punch drives the sheet material into a matching die, shearing it cleanly out. Because the process cuts through material rather than deforming it, the result is a distinct hole or shape that is separated from the original sheet.
Metal punching is widely used for creating simple holes, slots, notches, and cutouts in flat sheet metal parts. The process is fast, repeatable, and well‑suited for high‑volume production runs.
Key Characteristics of Punching
- Removes material to create holes or cutouts.
- Uses a combination of punch and die.
- Minimal deformation outside the cut area.
- Ideal for simple geometries.
Punching machines typically operate with hydraulic, mechanical, or CNC‑controlled drives. Automated punching centers can process large sheets with high speed and precision for parts like perforated panels, brackets, and mounting plates.
What Is Metal Stamping?
Metal stamping is a broad category of forming and fabrication processes that includes punching as one possible step. Stamping uses custom dies and presses to shape, bend, emboss, form, or cut sheet metal into finished parts. Unlike punching, which only removes material, stamping often alters the geometry of the sheet without necessarily removing any material.
Metal stamping can encompass several sub‑processes, including:
- Blanking – Cutting flat shapes from sheet stock.
- Bending – Forming angles or curves.
- Drawing – Stretching metal to form cups, shells, and complex shapes.
- Coining – Controlled flow of metal for precise details.
- Embossing – Creating raised or recessed designs.
Stamping is widely used in automotive body components, appliance housings, electronics brackets, and other parts that require complex shapes with minimal secondary machining.
Key Characteristics of Stamping
- Involves forming, bending, or shaping metal.
- Often produces complex, final‑usable parts.
- Can include cutting or trimming as one of multiple steps.
- Uses matched tools and dies specific to part design.

Punching vs Stamping: Primary Differences
1. Material Removal vs Material Forming
The main difference between metal punching and stamping lies in how the material is treated:
Punching: Removes material to make holes or cutouts.
Stamping: Reshapes or forms the material, often without removing it, although cutting operations like blanking or trimming are part of stamping.
2. Complexity of Parts
Punching is ideal for simple shapes and repeatable hole patterns, but it is not intended for parts that require complex contours or three‑dimensional forms.
Stamping supports multi‑step and multi‑function die operations that can bend, emboss, stretch, or draw metal into intricate parts in a single press run.
3. Tooling and Die Complexity
Punching tools are relatively simple—usually a punch and die set designed to match the desired hole shape. In contrast, stamping dies can be highly intricate, combining multiple forming actions in a single tool set.
Because of this, stamping tooling is usually more expensive to design and manufacture but delivers finished parts with minimal secondary work.
4. Production Volume and Efficiency
Punching is extremely efficient for high‑volume hole making and perforation with low unit cost and quick cycle times. For parts that only require holes or simple cutouts, punching is typically faster than stamping.
Stamping, while slightly slower per cycle due to additional forming operations, can produce net‑shape components that eliminate secondary steps, saving time in assembly and reducing labor.
5. Application Suitability
Punching is perfect for products like:
- Perforated sheets
- Brackets with repetitive hole patterns
- Mounting plates
- Vent panels
Stamping excels in producing:
- Automotive body panels
- Appliance frames and housings
- Structural components
- Complex metal enclosures
When Punching Makes Sense
Metal punching shines in scenarios where:
- The part requires repeated holes or simple shapes.
- Minimal forming is needed.
- High throughput and cost efficiency are priorities.
- Sheet metal thickness is uniform and within punch capacity.
A key advantage of punching is its precision and repeatability, especially when controlled with CNC systems. Modern CNC punching machines can automatically locate, punch, and sequence operations to maximize sheet coverage and minimize waste.
When Stamping Is the Better Choice
Stamping is preferable when:
- The part demands complex geometry or multi‑axis features.
- Parts must be delivered close to their final usable shape.
- Secondary machining, bending, or welding must be minimized.
- Consistency and high strength are required for high‑load applications.
Because stamping can integrate multiple operations—such as embossing, bending, or trimming—into one die, manufacturers save on cycle time and overall production cost for complex designs.
Material Thickness and Process Limitations
Both punching and stamping can handle a range of sheet thicknesses, but each has limitations:
Punching is generally limited by the strength of the punch tool and the shear force required to cut through metal. Very thick or extremely hard alloys may require slower punch speeds or specialized tooling.
Stamping can handle thicker materials as long as the die and press are designed for the load. However, deep drawing or heavy bending may require progressive or compound dies to distribute forming forces effectively and avoid material failure.

Tooling Costs and Lifecycle
Punching tooling costs are typically lower because of simpler design and fabrication. Punches and dies can be replaced as wear occurs, and maintenance is straightforward.
Stamping tooling may involve:
- Progressive dies
- Compound dies
- Multi‑station tooling
- Specialized forming features
These tooling sets are more expensive upfront and require careful design and maintenance, but the long‑term savings come from the ability to produce net‑shape, high‑precision parts at very high volumes.
Customization and Flexibility
Metal punching systems—especially CNC‑based—offer high flexibility for custom hole layouts or configuration changes. Redesigning a punch program is faster than retooling a stamping die.
Stamping dies, once manufactured, are less flexible to design changes. Any major modification often requires re‑engineering the die, which increases cost and time.
Quality and Precision Considerations
Both processes can achieve high precision, but quality control differs:
Punching produces clean cut edges with minimal burrs when correctly configured. However, edge quality depends on tooling sharpness, material properties, and punch clearance.
Stamping delivers accurate part geometry and form integrity, but controlling springback and distortion requires careful die design and lubrication.
Cost Comparison: Punching vs Stamping
Punching usually has:
- Lower tooling cost
- Faster cycle for simple geometries
- Lower per‑unit cost for hole‑only parts
Stamping has:
- Higher initial tooling investment
- Higher complexity and functionality per part
- Lower overall manufacturing cost for complex, finished components
Ultimately, the best choice depends on part design, production volume, material, and tolerances.
Integration with Other Processes
Both punching and stamping intersect with other manufacturing workflows. For example, progressive stamping presses may integrate punching, blanking, bending, and embossing in multiple stations. This reduces part handling and improves repeatability.
Environmental and Waste Considerations
Punching typically generates metal scrap from the material removed—this can be collected and recycled. Stamping can minimize waste by utilizing blanking and nesting strategies to maximize sheet utilization.
Latest Trends in Punching and Stamping
Modern fabrication increasingly uses:
- CNC control and automation
- Robotic material handling
- Real‑time quality monitoring
- Servo press technology
These technologies improve accuracy, reduce cycle times, and bring flexibility to both punching and stamping operations.
Choosing Between Punching and Stamping
To decide between the two:
- Evaluate part complexity
- Assess production volume
- Consider material properties and thickness
- Analyze total cost of production
- Review required tolerances
Advanced simulations and CAD/CAM integration can model stresses and material flow, helping engineers optimize the choice before tooling is built.
FAQ – Common Questions About Metal Punching vs Stamping
Q1: Are punching and stamping the same process?
A: No. Punching specifically cuts holes or cutouts by removing material, while stamping includes forming and shaping operations that may or may not involve material removal.
Q2: Which method is better for simple holes?
A: Punching is usually more efficient and cost‑effective for creating simple, repetitive holes.
Q3: Can stamping include punching operations?
A: Yes. Stamping dies often incorporate punching, blanking, or trimming steps as part of a larger forming sequence.
Q4: Does stamping cost more than punching?
A: Typically yes, because stamping tooling is more complex and expensive upfront, but it can reduce total manufacturing cost for complex parts.
Q5: Is CNC punching more flexible than stamping?
A: CNC punching offers greater flexibility to change hole layouts or configurations without modifying the physical tooling.
Q6: How do material thickness and hardness affect the choice?
A: Very thick or hard materials may limit punching efficiency and tool life, making stamping or progressive forming more suitable.
Q7: Which process produces less waste?
A: Stamping can produce less waste when nested layouts and blanking are optimized; punching generates cutouts that must be recycled.
Conclusion
Understanding the differences between metal punching vs stamping empowers manufacturers to choose the most appropriate fabrication method for their parts. Punching delivers fast, efficient material removal and simple hole patterns, while stamping delivers fully formed, complex parts with minimal machining.
Your choice will influence tooling costs, production speed, part accuracy, and overall manufacturing efficiency. By combining knowledge of part design requirements with capabilities of modern fabrication technologies, you can make decisions that enhance productivity and product quality.