
PET Injection Molding: Drying, Crystallinity, DFM, and RFQ Guide
PET injection molding converts polyethylene terephthalate resin into bottle preforms, electrical components, automotive parts, industrial housings, bobbins, insulators, and other custom plastic products.
However, PET should not be treated as one universal injection-molding material.
A clear bottle-preform grade, a glass-fiber-reinforced engineering PET, a flame-retardant electrical grade, recycled PET, and glycol-modified PET can require different drying, mold-temperature, cooling, gate, appearance, and validation strategies.
For product engineers and technical buyers, the main question is therefore not simply whether PET can be injection molded. It is whether the exact resin grade, part design, drying system, mold, machine, process window, and inspection plan are suitable for the intended product.
SunOn supports custom plastic injection molding projects from material and part review through mold engineering, trial molding, inspection, and repeat production.
PET Injection Molding at a Glance
| Project Requirement | Main Engineering Direction |
|---|---|
| Beverage or container preform | Use a dedicated preform, hot-runner, cooling, and downstream blow-molding strategy |
| Clear injection-molded component | Control drying, degradation, crystallization, surface finish, and cooling |
| Structural engineering component | Review reinforced or modified PET grade |
| Electrical or electronic part | Define dielectric, flame, temperature, and certification requirements |
| rPET content | Validate material source, moisture, contamination, color, viscosity, and process consistency |
| Tight dimensional requirement | Review crystallinity, fiber orientation, shrinkage, and mold-temperature uniformity |
| High-gloss surface | Control material drying, cavity finish, venting, and mold temperature |
| Thin or long-flow feature | Confirm grade flow, gate location, pressure, venting, and machine capacity |
| Food-contact application | Specify the approved resin grade and target-market documentation |
| Formal production approval | Define resin lot control, trial reports, dimensional checks, and process limits |
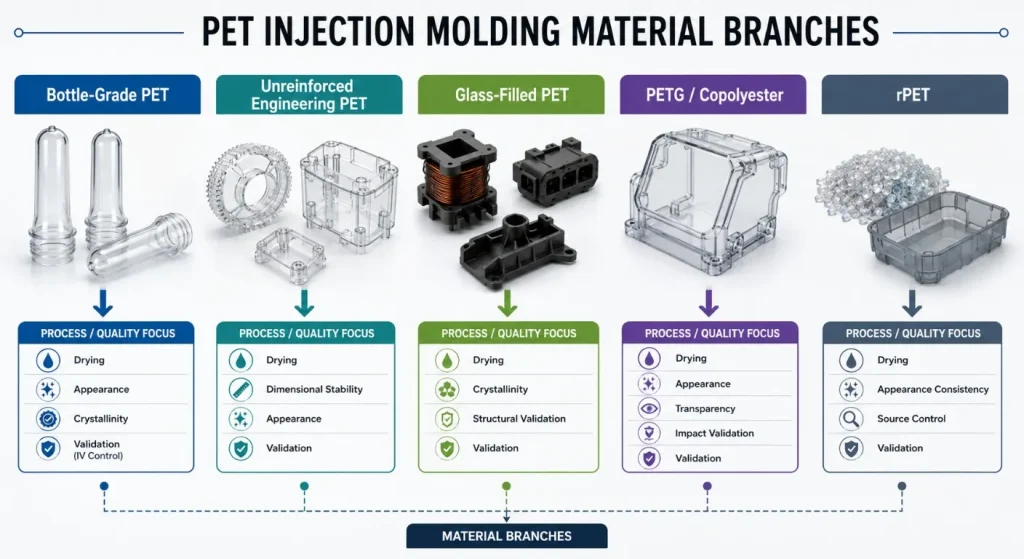
First Identify Which PET Material Is Being Molded
The term PET can refer to several materially different project types.
Bottle-Grade PET
Bottle-grade PET is commonly injection molded into preforms before stretch blow molding forms the final bottle or container.
A preform project requires specialized attention to:
- Neck finish
- Wall distribution
- Gate quality
- Acetaldehyde control
- Clarity
- Cooling
- Hot-runner design
- Cavity balance
- Downstream reheating and blowing
Husky identifies PET preform manufacturing as a specialized injection-molding system involving dedicated machines, tooling, hot runners, controllers, and auxiliary equipment.
A general custom-parts mold should not automatically be quoted as suitable for high-cavity bottle-preform production.
Unreinforced Engineering PET
Unreinforced PET may be considered where a project requires a combination of stiffness, surface quality, chemical resistance, or dimensional performance.
The specific grade may include impact modifiers, nucleating agents, mold release, UV packages, or other additives.
Glass-Fiber-Reinforced PET
Engineering PET is available with glass-fiber reinforcement and other modifications for automotive, electrical, electronics, industrial, and metal-replacement applications.
Celanese describes Rynite PET as a family of thermoplastic polyester resins developed for demanding physical, thermal, chemical, electrical, and structural requirements.
Reinforcement can improve stiffness and dimensional performance in selected directions, but it also affects:
- Flow
- Surface appearance
- Mold wear
- Weld lines
- Fiber orientation
- Anisotropic shrinkage
- Warpage
PETG and Other Copolyesters
PETG should not be used as a generic synonym for conventional PET.
Eastman describes one PETG-type copolyester as glycol-modified PET that does not crystallize, giving it a different processing window from conventional crystallizable PET.
Projects requiring transparency, toughness, chemical resistance, or easier processing may consider PETG or another copolyester, but the exact trade name and grade must be stated.
Recycled PET
rPET may be suitable for selected packaging and durable applications, but recycled content introduces additional questions involving:
- Source consistency
- Intrinsic viscosity
- Contamination
- Color
- Moisture
- Previous heat history
- Additives
- Regulatory documentation
Virgin and recycled materials should not be mixed at an undefined ratio without qualification.
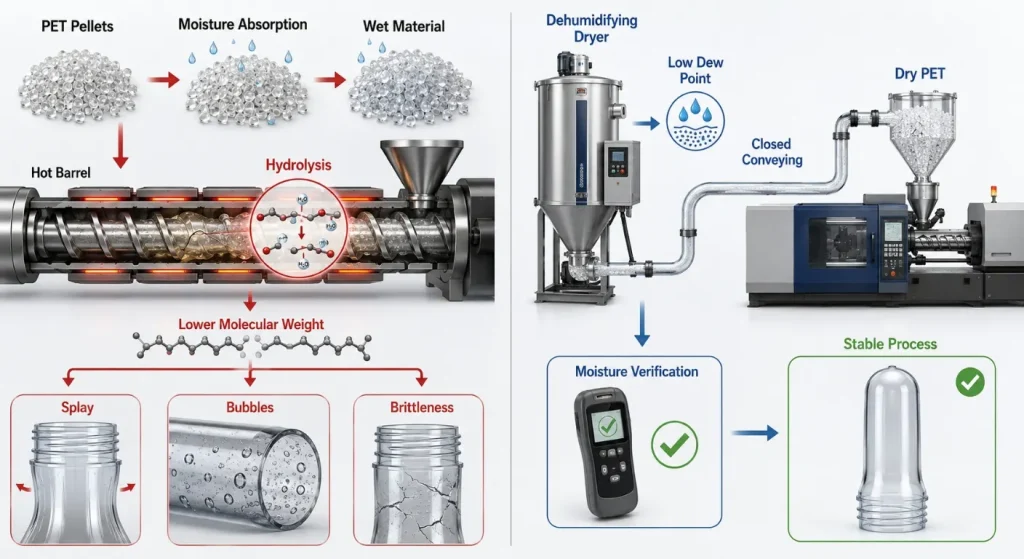
Why Drying Is Critical in PET Injection Molding
PET absorbs moisture from the surrounding environment. When wet PET is exposed to molding temperatures, hydrolysis can reduce molecular weight and damage part performance.
A grade-specific Rynite processing guide states that excessive moisture can reduce impact resistance, strength, and toughness. The same guide recommends moisture below 0.02 wt% for the covered grades, but that value should not be applied automatically to every bottle, PETG, rPET, or engineering PET formulation.
The correct drying specification should come from the resin supplier and may define:
- Drying temperature
- Drying time
- Dryer dew point
- Airflow
- Maximum initial moisture
- Maximum moisture at the machine
- Hopper residence time
- Acceptable material exposure after drying
Use a Dehumidifying Dryer
Hot air alone may not provide stable drying when ambient humidity is high.
A controlled PET molding system may require:
- Desiccant or dehumidifying dryer
- Verified dew point
- Correct airflow
- Insulated hopper
- Closed material conveying
- Moisture measurement
- Limited exposure to shop air
Eastman’s injection-molding guidance also emphasizes predrying copolyesters to reduce polymer degradation, bubbles, and splay.
Avoid Excessive Drying
Drying is necessary, but higher temperature and longer time are not automatically better.
Excessive drying or extended material residence may contribute to:
- Discoloration
- Material degradation
- Additive loss
- Dust generation
- Increased energy use
The dryer should be set according to the exact material datasheet rather than a generic PET chart found online.
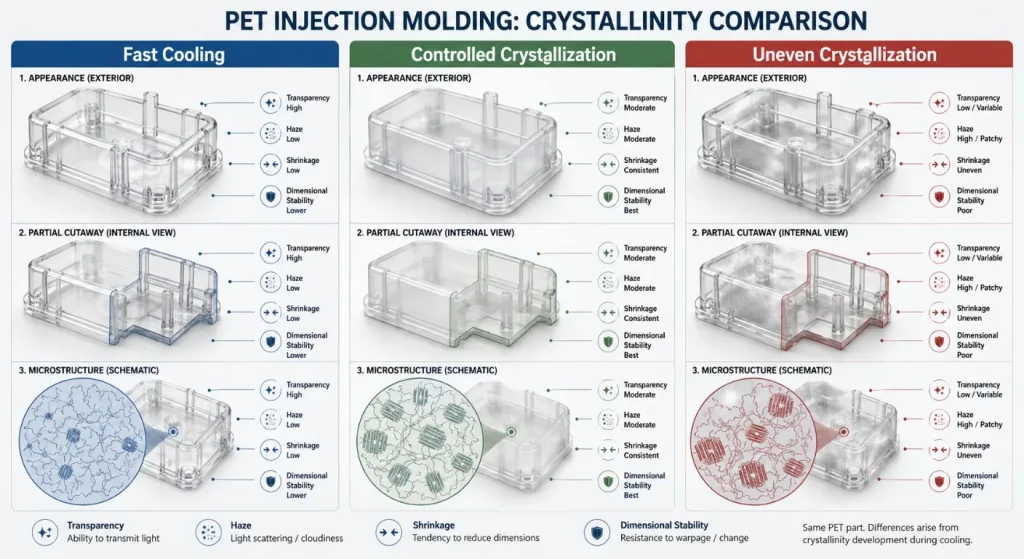
Crystallinity Changes PET Part Behavior
PET is a semi-crystalline polyester. Its cooling history and material formulation influence how much crystallization develops during molding.
Crystallinity can affect:
- Transparency
- Shrinkage
- Dimensional stability
- Surface appearance
- Heat resistance
- Stiffness
- Post-mold dimensional change
Clear PET Parts
Clear PET applications generally require control of crystallization so that visible haze or whitening does not develop unintentionally.
The mold, wall thickness, cooling system, injection conditions, and resin grade must be developed around the required optical result.
Engineering PET Parts
Some reinforced engineering PET grades are molded using hotter tools to develop the required crystallinity and dimensional stability.
The Rynite processing guide identifies a typical mold-temperature range of approximately 90–140°C for the grades it covers, with the correct setting depending on formulation and wall thickness. It also notes that mold temperature influences surface appearance, flow, molded-in stress, crystallization, and post-mold dimensional stability.
This range is not a universal recommendation for bottle preforms, PETG, transparent copolyesters, or every PET compound.
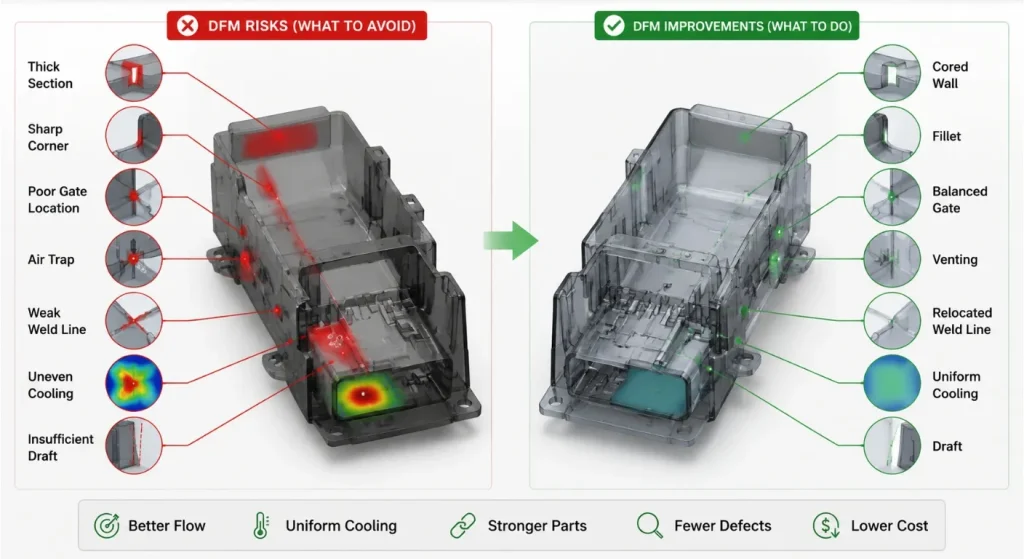
PET Part Design and DFM
Maintain Controlled Wall Thickness
Abrupt wall changes can produce different cooling and crystallization rates within the same part.
Possible consequences include:
- Sink marks
- internal stress
- Differential shrinkage
- Warpage
- Surface variation
- Long cooling time
Use gradual transitions and core out unnecessary heavy areas.
Use Ribs Carefully
Ribs can improve stiffness without increasing the complete wall thickness.
The design should consider:
- Rib thickness
- Height
- Draft
- Fillet radius
- Gate direction
- Fiber orientation
- Sink on the opposite surface
For glass-filled PET, ribs may align fibers and change local shrinkage or warpage.
Add Suitable Draft
PET parts should include draft according to:
- Surface depth
- Texture
- Reinforcement
- Shrinkage
- Ejection method
- Cosmetic requirement
Glass-filled grades and textured surfaces may require different release planning from smooth unfilled parts.
Avoid Sharp Corners
Fillets support resin flow and reduce stress concentration.
Sharp internal corners can also create fragile mold features and local hesitation.
Plan Weld Lines
PET parts containing holes, windows, multiple gates, inserts, or divided flow paths may develop weld lines.
For electrical or structural components, weld-line location may affect:
- Mechanical strength
- Appearance
- Leak resistance
- Electrical tracking path
- Insert retention
Mold-flow analysis can help identify likely weld-line and air-trap locations before steel is cut.
Mold Design for PET
Gate Selection
Possible gate styles include:
- Pin gate
- Tunnel gate
- Edge gate
- Fan gate
- Hot-tip gate
- Valve gate
The correct choice depends on:
- Part size
- Wall thickness
- Appearance
- Flow length
- Material grade
- Reinforcement
- Gate-removal requirement
- Production quantity
A gate that freezes too early can limit packing. A gate that is excessively large can increase vestige, cycle time, or removal difficulty.
Venting
PET molds require effective venting at:
- End-of-fill locations
- Weld lines
- Deep ribs
- Bosses
- Flow interruptions
- Ejector or insert areas
Poor venting may contribute to burns, short shots, deposits, weak weld lines, or unstable filling.
Cooling and Mold-Temperature Uniformity
Cooling circuits should support the intended crystallinity and dimensional result.
Important areas include:
- Thick bosses
- Core regions
- Deep ribs
- Gate zones
- Long cores
- Multi-cavity balance
For semi-crystalline and reinforced PET, uneven mold temperature can contribute to inconsistent shrinkage and warpage. The Rynite guide specifically identifies poor mold-temperature uniformity, wall-thickness changes, and fiber orientation as distortion risks.
Mold Steel and Wear
Glass-filled PET is more abrasive than an unfilled resin.
The mold review may include:
- Wear-resistant steel or inserts
- Hardened gates
- Protected runners
- Replaceable core pins
- Surface treatment
- Vent maintenance
- Screw and barrel wear
The required solution depends on filler type, percentage, production volume, and surface requirements.
Machine and Process Control
PET molding should use a machine and plasticizing system suitable for the selected grade and shot size.
Review:
- Screw design
- Check-ring condition
- Barrel capacity
- Shot utilization
- Melt-temperature control
- Residence time
- Back pressure
- Screw speed
- Injection speed
- Holding pressure
- Decompression
- Nozzle design
Control Melt Temperature and Residence Time
PET requires enough heat for stable filling but can degrade if exposed to excessive heat or extended residence.
The operating window depends on:
- Resin formulation
- Reinforcement
- Machine size
- Shot size
- Cycle
- Screw design
- Hot runner
- Material interruptions
Avoid using one fixed barrel-temperature profile for every PET project.
Reduce Unnecessary Shear
Excessive screw speed, back pressure, restrictive gates, or high injection velocity can increase shear heating.
Possible effects include:
- Discoloration
- black specks
- material degradation
- unstable viscosity
- gate stress
The process should use the lowest practical thermal and mechanical load that consistently fills and packs the part.
Common PET Injection Molding Defects
| Defect | Possible Causes to Review |
|---|---|
| Splay or silver streaks | Moisture, contamination, trapped air, excessive shear |
| Bubbles or voids | Moisture, poor packing, thick sections, gas entrapment |
| Brittleness | Hydrolysis, degradation, unsuitable grade, weld-line weakness |
| Yellowing | Excessive melt temperature, long residence, contamination, excessive drying |
| Black specks | Degraded material, dead spots, contamination, hot-runner residence |
| Haze or whitening | Crystallization, moisture, surface condition, cooling history |
| Short shot | Low flow, premature freezing, poor venting, undersized gate |
| Flash | Excess pressure, mold damage, poor clamp support, low viscosity |
| Sink marks | Thick sections, insufficient packing, early gate freeze |
| Warpage | Uneven cooling, fiber orientation, wall variation, nonuniform crystallinity |
| Sticking | Insufficient draft, poor polish, excessive packing, high shrinkage on cores |
| Gate stringing | Nozzle or hot-runner temperature, decompression, gate design |
Defects should be diagnosed from actual material data, machine records, part weight, pressure curves, short-shot studies, and mold condition. A visible symptom rarely proves one cause by itself.

PET Injection Molding vs. PETG and PBT
| Material Direction | Main Reason to Consider It | Main Risk to Review |
|---|---|---|
| Conventional PET | Strength, stiffness, chemical resistance, packaging or engineering use | Drying and crystallization control |
| Reinforced PET | Structural, electrical, automotive, and metal-replacement parts | Fiber orientation, wear, weld lines, warpage |
| PETG or copolyester | Clarity, toughness, and wider noncrystallizing processing window for selected grades | Different heat, chemical, and regulatory performance |
| PBT | Alternative polyester for electrical and engineering parts | Different shrinkage, hydrolysis, heat, and mechanical behavior |
| rPET | Recycled-content targets | Source consistency, contamination, viscosity, color, and approval |
Material substitution should be based on a complete application review. PETG, PBT, reinforced PET, and rPET are not interchangeable simply because their names are related.
Quality Control for PET Parts
A PET injection-molding quality plan may include:
- Resin grade and lot verification
- Material certificate
- Moisture measurement
- Dryer dew-point records
- Process-parameter records
- Part-weight monitoring
- Dimensional inspection
- Cavity identification
- Visual inspection
- Color or haze evaluation
- Mechanical testing
- Electrical testing
- Heat-aging or environmental testing
- Assembly verification
- Packaging inspection
For reinforced parts, dimensional inspection should consider flow direction and cavity location.
For transparent parts, visual acceptance should define:
- Haze
- black specks
- bubbles
- flow lines
- gate appearance
- scratches
- color
- contamination
Food, medical, electrical, or automotive projects may require additional resin and product documentation based on the target market and customer specification.
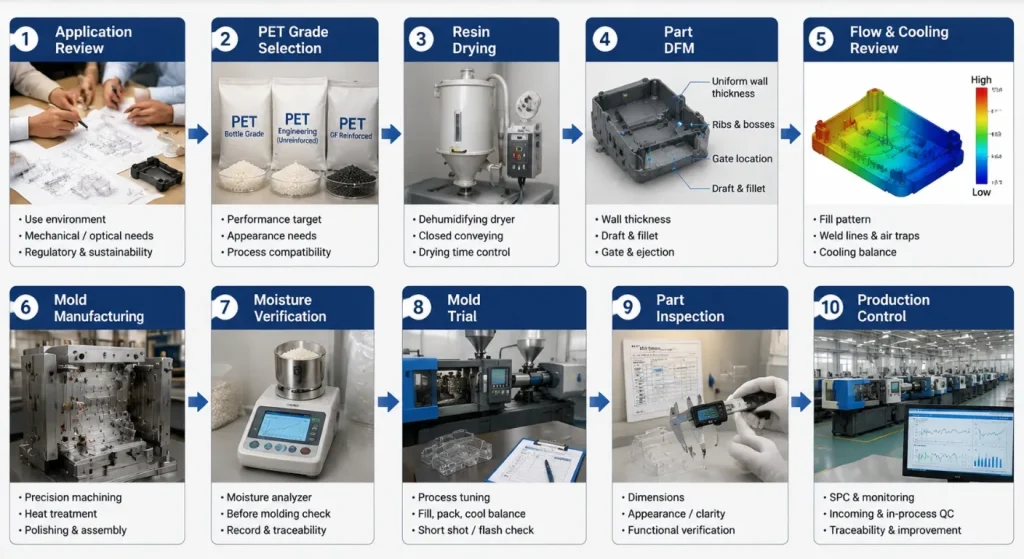
From Material Review to Production
A controlled PET injection-molding project commonly follows:
- Application Review: Confirm function, environment, appearance, quantity, and regulations.
- Grade Selection: Identify bottle PET, engineering PET, reinforced PET, PETG, or rPET.
- Drying Review: Define moisture, dryer, conveying, and handling requirements.
- Part DFM: Review walls, ribs, draft, weld lines, gates, and ejection.
- Flow and Cooling Review: Evaluate filling, venting, crystallinity, shrinkage, and warpage.
- Mold Manufacturing: Complete cavity, core, runner, cooling, venting, and wear components.
- Material Preparation: Dry and convey the resin under controlled conditions.
- Mold Trial: Establish melt, mold, injection, packing, cooling, and ejection conditions.
- Part Validation: Inspect dimensions, appearance, performance, and assembly.
- Production Control: Maintain material, dryer, process, cavity, and inspection records.
For early programs or uncertain demand, low-volume injection molding can support design and material validation before higher-cavity production tooling is finalized.
What to Include in a PET Injection Molding RFQ
Provide:
- Controlled 2D engineering drawing
- 3D CAD model
- Part function and application
- Exact PET resin manufacturer and grade
- Virgin, regrind, or recycled-content requirements
- Color and appearance standard
- Annual and lifetime quantity
- Critical dimensions and GD&T
- Transparency or haze requirements
- Wall and rib requirements
- Gate restrictions
- Electrical, thermal, or mechanical requirements
- Food-contact or other regulatory needs
- Insert or assembly requirements
- Inspection and testing
- Resin and process documentation
- Packaging and contamination controls
- Production and delivery location
SunOn’s custom plastic injection mold page provides the commercial route for submitting tooling and molded-part projects.

Conclusion
Reliable PET injection molding begins by identifying the exact PET material and final product route.
Bottle-preform PET, transparent molded PET, glass-filled engineering PET, PETG, and rPET should not share one generic processing specification.
Drying, moisture measurement, crystallinity, mold temperature, residence time, gate design, venting, cooling, fiber orientation, and inspection should be planned as one controlled system.
The most important process rule is not to use the highest temperature, longest drying time, or fastest injection speed. It is to establish the correct material-specific window and maintain it from resin storage through finished-part inspection.
To request a PET molding review, contact SunOn with the resin datasheet, part files, quantity, appearance, performance, regulatory, inspection, and packaging requirements.
Frequently Asked Questions About PET Injection Molding
1. Does PET Always Need to Be Dried Before Injection Molding?
Most PET and copolyester grades require controlled predrying because absorbed moisture can cause hydrolysis, bubbles, splay, or property loss. The correct temperature, time, dew point, and moisture target must come from the exact resin supplier.
2. Is PET the Same as PETG?
No. PETG is a glycol-modified copolyester with different crystallization and processing behavior. The materials may also differ in heat resistance, chemical performance, toughness, appearance, and regulatory status.
3. Why Do PET Parts Become Brittle After Molding?
Possible causes include moisture-related hydrolysis, excessive melt temperature, long residence time, contamination, weak weld lines, or use of an unsuitable grade. Material moisture and process history should be checked before changing packing pressure or cooling.
4. Can Recycled PET Be Injection Molded?
Yes, rPET can be used in selected applications, but source consistency, contamination, viscosity, color, moisture, additives, and regulatory requirements must be qualified. The allowable recycled percentage should be defined through testing rather than assumed.
5. Which Mold Temperature Should Be Used for PET?
There is no universal PET mold temperature. Clear preforms, transparent parts, PETG, unfilled PET, and reinforced engineering PET require different crystallization, cooling, surface, and dimensional strategies.
6. What Information Is Needed for a PET Injection Molding Quote?
Provide the exact resin grade, 2D and 3D files, quantity, appearance, transparency, recycled content, critical dimensions, performance, regulations, testing, and packaging requirements. Do not specify only “PET plastic.”