
What Is Wire EDM: A Complete Guide for Precision Manufacturing
In precision machining and advanced manufacturing, certain techniques stand out for their ability to produce highly accurate and intricate parts that traditional cutting methods cannot achieve. One such process is Wire EDM, a non‑traditional machining technique that uses electrical discharge to cut complex shapes with exceptional precision.
This article explores what Wire EDM is, how it operates, the advantages it brings to high‑precision fabrication, typical applications, and how it fits within modern manufacturing workflows. Whether you’re an engineer, machinist, or production manager, understanding precision wire EDM can help you select the ideal cutting process for demanding components.
What Is Wire EDM?
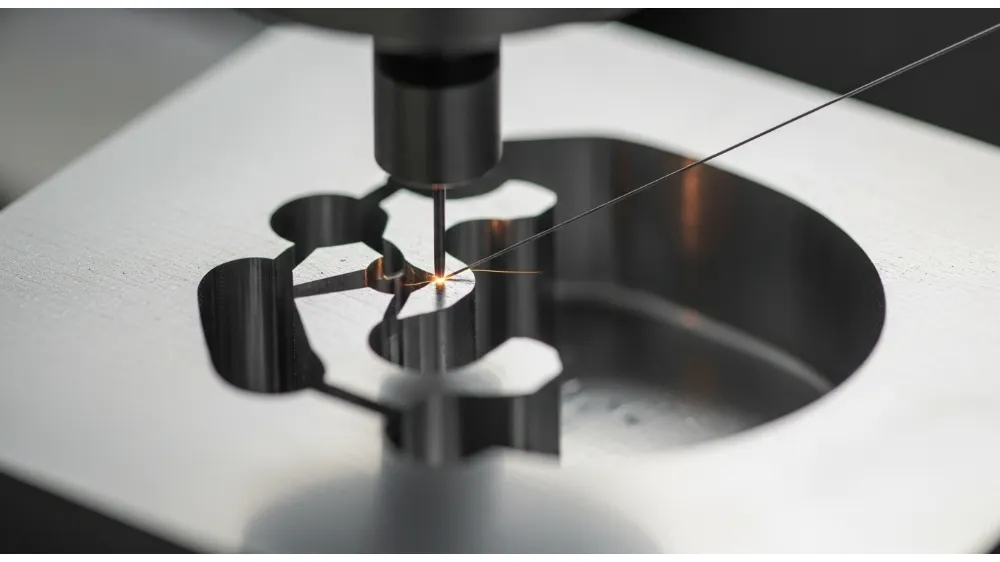
Wire EDM — short for Wire Electrical Discharge Machining — is a cutting method that uses a thin, electrically charged wire to erode material from a workpiece through rapid electrical discharges (sparks). Instead of a mechanical blade physically cutting the material, the process relies on controlled electrical energy to vaporize microscopic bits of metal, creating intricate and burr‑free cuts.
Unlike conventional milling or sawing, Wire EDM does not require physical contact between the tool and the workpiece. This makes it especially suitable for hard, brittle, or heat‑sensitive materials such as hardened steels, superalloys, titanium, and exotic alloys widely used in aerospace, medical, and tool making.
How the Wire EDM Process Works
At the heart of Wire EDM is controlled electrical discharge. Here’s a simplified breakdown of the process:
- A continuously fed thin wire (usually brass, tungsten, or molybdenum) acts as the electrode.
- The wire never touches the workpiece; a controlled spark gap is maintained at all times.
- Workpiece and wire are submerged in a dielectric fluid (commonly de‑ionized water), which helps cool the work zone and flush away eroded particles.
- Electrical pulses jump the gap between the wire and workpiece, causing tiny amounts of metal to melt and vaporize.
- The CNC system precisely guides the wire along programmed paths to produce the desired geometry.
This combination of electrical discharge and precise control enables precision wire EDM to cut features that would be difficult or impossible with mechanical methods.
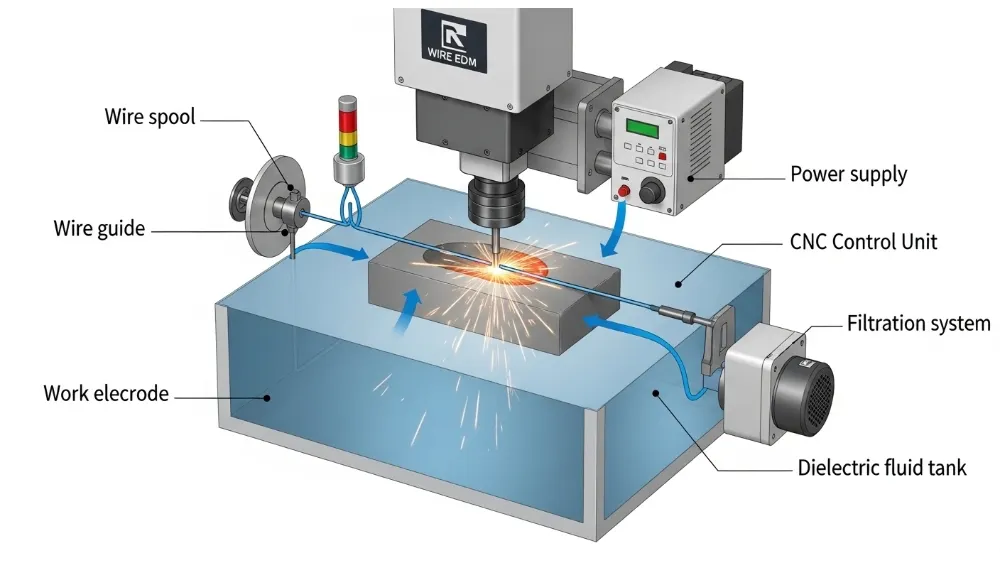
Key Components of Wire EDM Systems
A typical Wire EDM machine includes:
- Power supply: Delivers precise electrical pulses that control spark intensity.
- Servo control system: Maintains constant spark gap and wire tension.
- Wire feeder: Continuously supplies fresh wire to avoid wear‑related inaccuracies.
- Dielectric flushing system: Keeps the cutting area clean and cool.
- CNC controller: Translates part geometry into precise motion paths.
Precision in Wire EDM arises from the synchronization of these systems, allowing parts to be machined with tolerances often measured in micrometers.
Materials Suited for Wire EDM
One of the biggest advantages of Wire EDM is its ability to work with materials that are difficult to machine by traditional means:
- Hardened tool steels (often above 40 HRC)
- Tungsten carbide
- Titanium alloys
- Inconel and nickel‑based superalloys
- Copper and aluminum alloys
- Graphite and other conductive materials
The only requirement is that the workpiece must be electrically conductive. Materials like ceramics, plastics, and composites generally cannot be cut with Wire EDM unless coated or made conductive.
Advantages of Precision Wire EDM
Extremely High Accuracy
Wire EDM can achieve tolerances within ±0.001 mm and surface finishes that minimize the need for secondary operations. This level of precision is critical for parts like dies, molds, medical implants, and aerospace components.
Complex Geometry Capability
Because it uses a thin wire and electrical discharges, Wire EDM can cut intricate internal features, sharp corners, and thin walls that are challenging for milling or turning.
Minimal Mechanical Stress
Since there is no direct tool contact, precision wire EDM does not exert cutting forces on the part. This means no distortion or stress is introduced, preserving dimensional integrity, especially for thin or delicate components.
Works on Hard Materials
Wire EDM excels at machining hardened steels and superalloys without the need to soften or anneal the material prior to cutting.
Excellent Surface Quality
The controlled nature of spark erosion produces fine surface finishes, reducing the need for polishing or grinding in many applications.
Limitations and Trade‑Offs
While Wire EDM offers compelling advantages, it’s not perfect for every scenario:
- Slow Material Removal: Electrical erosion is slower than mechanical cutting, making Wire EDM less efficient for large or bulk material removal.
- Only Conductive Materials: Non‑conductive workpieces must be made conductive before machining.
- Wire Cost and Consumables: Wire and dielectric fluid consumables add to operating costs.
- Edge Rounding: Spark gap leads to slight corner radii, which must be accounted for in design.
Despite these limitations, precision wire EDM is often the only viable method for high‑accuracy and complex parts.
Comparison with Other Machining Methods
Wire EDM vs CNC Milling
CNC milling uses tool bits to physically remove material. It’s faster for general material removal and larger components, but it faces challenges when cutting extremely hard alloys or intricate internal features. Wire EDM fills this gap with superior precision and the ability to cut complex profiles with little mechanical stress.
Wire EDM vs Die Sinking EDM
Both are EDM processes, but:
- Wire EDM: Uses a continuous wire and is ideal for cutting through parts.
- Die sinking EDM: Uses shaped electrodes to erode cavities and molds.
Wire EDM is preferred for through‑cut applications and parts requiring tight tolerances on profiles.
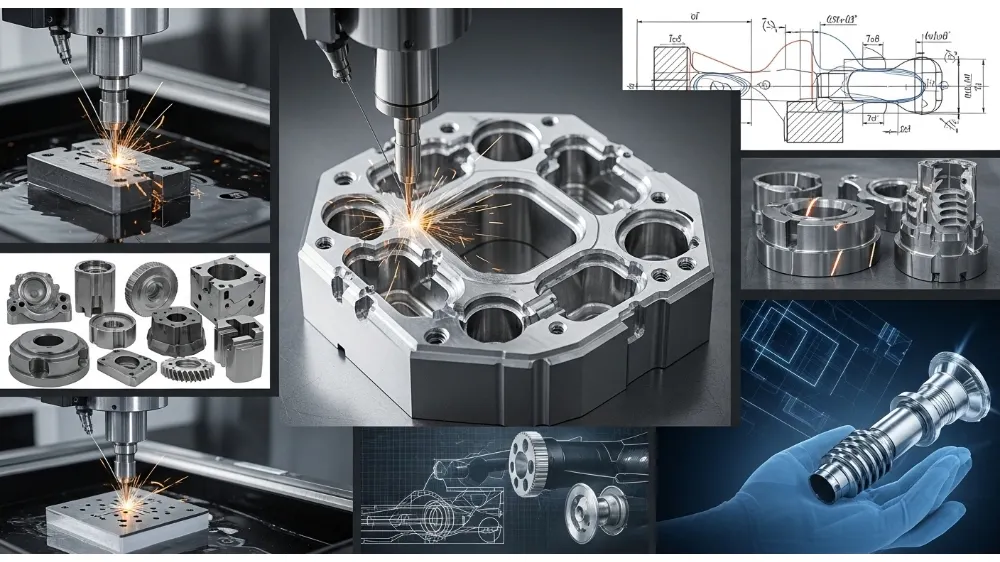
Applications of Wire EDM in Modern Manufacturing
Wire EDM is used extensively across industries that demand precision and reliability.
Aerospace Industry
Aerospace parts often require complex geometries in hard superalloys that are difficult to machine conventionally. Fuel injector components, turbine parts, and precision brackets benefit from Wire EDM.
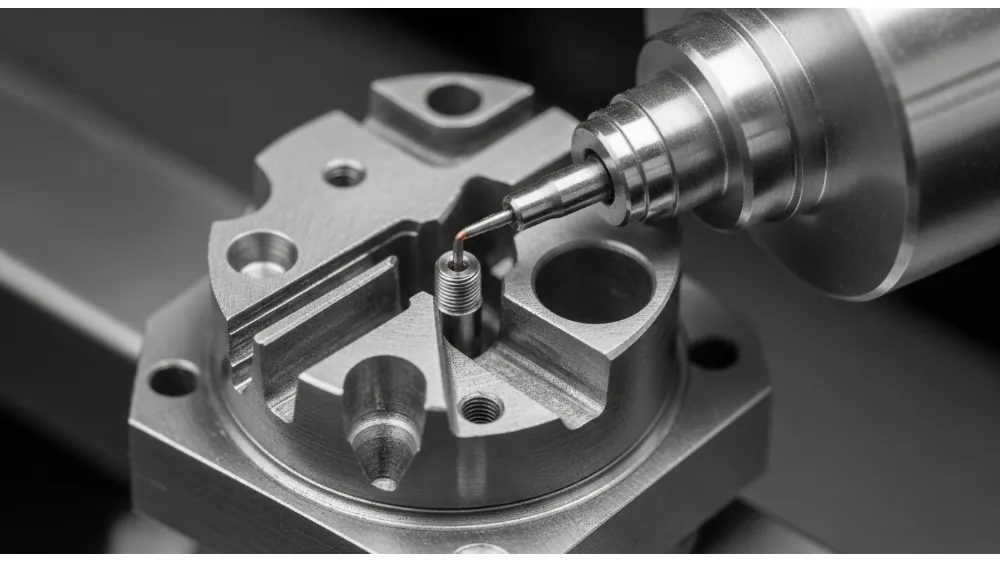
Tool and Die Making
Molds, punches, dies, and intricate tooling inserts are frequently cut using Wire EDM due to its high accuracy and repeatability.
Medical Devices
Medical implants and instruments — such as customized prosthetics, surgical tools, and precision components — demand both accuracy and surface quality that Wire EDM provides.
Automotive Manufacturing
Wire EDM is used to cut precision transmission parts, sensors, connectors, and prototype components, especially when hardness and small features are required.
Programming and Control: How CNC Guides Wire EDM
Wire EDM relies on advanced CNC programming to follow precise cutting paths. CAD/CAM software converts 3D designs into motion instructions, adjusting parameters like:
- Wire feed rate
- Pulse on/off durations
- Servo gap control
- Feed increments for finishing passes
Operators optimize these settings based on material type, part geometry, and desired surface finish.
Dielectric Fluids and Wire Selection
Dielectric fluid (often de‑ionized water) serves multiple roles: it cools the cutting zone, flushes eroded particles, and stabilizes electrical discharge behavior. The wire itself influences cut quality; common wire types include coated brass wire for fine finishes or thicker wires for faster cutting.
Tips for Successful Wire EDM Operations
- Always program lead‑in and lead‑out paths to prevent wire breakage.
- Use multiple passes (roughing and finishing) for best surface quality.
- Monitor dielectric cleanliness to avoid short circuits and cutting instability.
- Maintain consistent wire tension for precise cutting profiles.
- Choose wire diameter based on feature size and finish requirements.
Costs and Considerations for Manufacturers
Wire EDM machines have higher per‑part costs due to consumables and slower cutting rates compared to conventional machining. However, for high‑precision components, the reduction in secondary operations and improved part quality often offsets the added expense.
Frequently Asked Questions (FAQ)
Q1: What materials can Wire EDM cut?
A: Wire EDM can cut any electrically conductive material, including hardened steels, titanium, superalloys, copper alloys, and graphite.
Q2: Is Wire EDM suitable for mass production?
A: Yes, when precision outweighs cycle time, and when repeatability and accuracy are critical. Automation helps scale production.
Q3: What thickness can Wire EDM handle?
A: Practical cutting thicknesses range from thin foils to parts several hundred millimeters thick, depending on machine capacity.
Q4: How precise is Wire EDM?
A: Typical tolerances are within micrometers, and surface finishes are often superior to mechanical cutting methods.
Q5: Does Wire EDM create heat‑affected zones?
A: Minimal heat is localized, and the dielectric fluid quickly cools the area, resulting in negligible thermal distortion.
Q6: What industries use Wire EDM most?
A: Aerospace, medical device manufacturing, automotive precision parts, and tool/die making commonly use Wire EDM for high‑accuracy components.
Conclusion
Precision Wire EDM is a powerful and indispensable technology in modern manufacturing, offering unparalleled levels of accuracy, the ability to cut complex geometries, and compatibility with hard or heat‑sensitive materials. While slower and more costly than some traditional methods, its advantages in precision, surface quality, and stress‑free cutting make it an essential tool for aerospace, medical, and high‑precision engineering sectors.
By understanding what precision wire EDM is, how it works, and where it’s most effective, engineers and manufacturers can make better decisions about machining strategies that maximize quality, minimize waste, and reduce production risk.