
How Tight Tolerance Machined Parts Achieve Precision from ±0.1mm to ±0.002mm
The line between a reliable part and one that breaks quickly is as thin as a few hundredths of a millimeter. Industries such as aerospace and automotive rely on Tight Tolerance Machined Parts. CNC machines can transform materials into parts with a tolerance of ±(0.002 mm). This is about 1/50th as thick as a human hair.

This article discusses how CNC machines achieve tolerances of ±(0.1 mm) as well as the extremely tight tolerances of ±(0.002 mm).
What Are Tight Tolerance Machined Parts?
The term "tight tolerance" refers to the limit of how much a dimension can deviate. As an example, the standard tolerance of CNC machining is ±(0.1 mm). Tight tolerance machining is ±(0.01 mm) and ultra tolerance machining is ±(0.002 mm). The latter is the tolerance used for aerospace applications.
The definition of tight tolerance machining can be demonstrated in the following examples.
•±(0.1 mm) (100 μm): Standard mechanical parts.
•±(0.01 mm) (10 μm): Automotive engine components.
•±(0.002 mm) (2 μm): Fiber optic connectors and surgical instruments.
The more precise a dimension has to be, the more important all of the conditions for machining that component are.
Key Factors That Enable Tight Tolerance Machining
Having ultra tight tolerances does not come from one technology alone. It is a combination of several things, such as the machines, the tools, and the skills of the operator. It also requires the environment to be kept under strict control.
1 Machine Rigidity and Vibration Damping
•Cast Iron Bases: A high-precision CNC machine will have either a cast iron or, more recently, polymer concrete base, which absorb vibrations.
•Ball Screws: Pre-loaded ball screws mean that backlash is eliminated, and thus, each axis will move precisely as commanded.
•Air Floating Platforms: For ultra-precision machines, air-floating platforms are often used to isolate vibrations that are transferred from the floor.
2 Thermal Stability
•Sources of Heat: Spindle rotation, friction from cutting, and even the room's lighting, can cause thermal expansion of the metal.
•Prevention: Machines can be designed to better maintain a temperature to prevent thermal drift. A better machine design can be more thermally symmetric. The best machines have temperature controlled shop floors that are maintained to 20°C ±0.5°C.
•Effects: Shops with these designs see fewer issues with "thermal drift" and also see less dimensional "creep" during prolonged manufacturing runs.

3. Cutting Tools and Tool Holding
•Cutting Tools: Cutting tools that are made from carbide, CBN, or PCD have better wear resistance.
•Runout: High precision collets and hydraulic chucks can keep tool runout less than 0.003 mm.
•Tool wear: Cutting tools can be replaced proactively with automation that senses cutting force and triggers an optic inspection of the tool for wear.
4. Advanced CNC Programming and Compensation
•Tool Path: Better CAM software has also been able to greatly reduce the number of acceleration spikes in a tool path by generating more smooth arcs and less sharp angles.
•Diameter Compensation: A tool path can be compensated on the fly by a CNC machine to account for wear and the actual diameter of the cutting tool.
•In-process Probing: Probes can measure job piece dimensions and suggest adjustments for subsequent cutting operations.
5. Workholding and Fixturing
•Zero Point Clamping: This technology enables fixture positions to be consistent to within 5 microns.
•Custom Fixtures: To minimize bending of the work piece due to fixture stresses, custom fixtures are designed to manage and optimize the distribution of the clamping stresses. This is very critical for workpieces that are constructed from thin sectioned walls or are constructed from plastic materials like PEEK and nylon.
6. Environmental Control
•Cleanliness: Dust particles larger than 1 micron can affect the finish and even the measurements on gauges.
•Humidity: Changes in humidity can cause issues with moldings, e.g., with castings there is a risk of corrosion.
•Lighting and airflow: LED lighting and laminar airflow help control the temperature.
How SunOn Achieves Tight Tolerances Across Materials and Geometries
SunOn Industrial Group combines advanced technology and engineering along with an enhanced quality assurance system to create precision machined parts in plastic and metal.
1.Wide Material Capability
• Metals: Aluminum, stainless steel, titanium, brass.
• Plastics: PEEK, nylon, and other high performance engineering plastics. Due to the unique cooling systems, special hardware needs to be brought in to reduce the stress cracks to warping in the plastics.
2.3-Axis vs. 5-Axis CNC
• A 5-axis machine can create complex features that require an undercut. Only one machining setup is required.
• Medical and aerospace components need the kind of accuracy that a 5-axis machine can provide. Prevents errors that may occur from multiple setups.

3.Surface Finish and Post-Processing
• As-machined finish: Ra 0.8 μm (comparable to fine sandpaper) achievable directly from the cutting process.
• Optional finishes: Anodizing (adds wear resistance for aluminum), painting/plating (corrosion protection and aesthetics). Each coating adds a predictable thickness that SunOn compensates for in the machining stage.
4.No Mold Cost, Custom Designs
• Low-volume advantage: CNC machining does not require pricey tooling like custom molds or dies for prototypes or a production run of 1 to 100 parts.
• Rapid iteration: Design changes can be made in software with no need to alter any hardware.
The Six-Step Quality Assurance Process at SunOn
To achieve repeatability of tight tolerances on the 1st and 1000th pieces, SunOn applies an end-to-end controlled process:
1.3D Design & DFM Review: An engineer reviews the 3D part and the DFM analysis for any manufacturability or tolerance issues prior to the start of any machining.
2.Material Choice:Based on customer’s requirement, give necessary suggestion
3.Programming & Setup: Tool offsets are verified and adjusted, and CNC code is written.
4.Machining Operations: Fully automatic tool changes allow for the completion of all milling, turning, drilling, tapping, and 5-axis contour operations.
5.Surface Treatment: Anodizing, plating, and polishing are done and critical dimension are re-measured since a coating will change the final part size.
6.Quality Control & Delivery: CMMs, 2D projectors, and electronic calipers are some of the advanced tools used to verify each and every dimension prior to packaging.

Why Various Industries Value Tight Tolerance Machined Parts
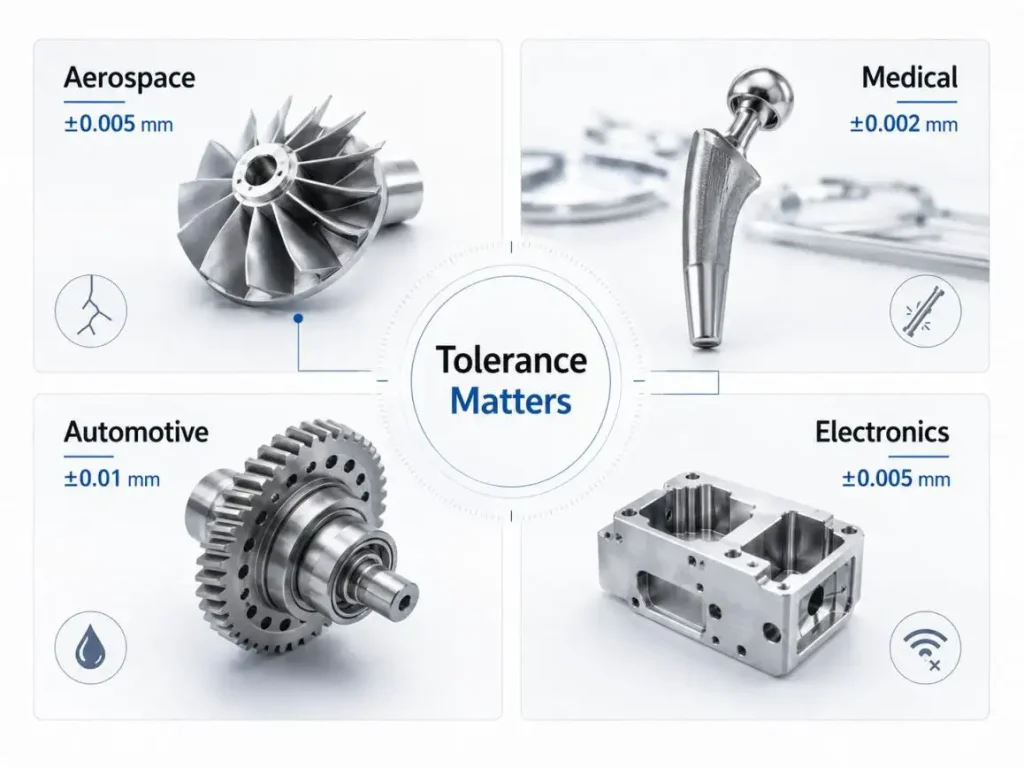
| Industry | Typical Tolerance | Consequence of Failure |
| Aerospace | ±0.005 mm | Engine surge, structural fatigue |
| Medical | ±0.002 mm | Implant loosening, instrument binding |
| Automotive | ±0.01 mm | Oil leakage, bearing seizure |
| Electronics | ±0.005 mm | Signal loss in connectors |
Summary: From ±0.1mm to ±0.002mm — A Systematic Capability
Obtaining tightly tolerance machined components does not require the latest technology. Rather, it requires a mastery of all the parameters: the stability of the cutting tool, the wear of the tool, stiffness of the fixture, the environment, and the verification process. At SunOn Industrial Group, all of that has been integrated to create a reproducible process to support a wide range of materials from PEEK to titanium, simple geometries to five axis impellers, and anything from single units to full production lots.
Are you looking for tightly tolerance machined components and quick lead times? SunOn provides a 72-hour lead time for rapid prototypes, no tooling costs, and certified quality to ISO 9001/IATF 16949. [GET A QUOTE]
FAQs
Q1: What is the complexity of holding tolerances on PEEK or nylon?
A: Tolerances can be maintained, but more jigs, fixtures and supports are required.
Q2: Does a surface finish impact tolerances?
A: Yes, some surface finish treatments post machining build up layers which need to be considered in the tolerances.
Q3: Which industries work with the most demanding tolerances?
A: The fiber optics and most medical devices and the aerospace sector require tolerances of ±0.002mm.
Q4: What is required to inspect a feature that is ±0.002mm?
A: A CMM and a precision optical comparator with micrometer.
Q5: Can 5-axis CNC be relied upon to maintain tighter tolerances than 3-axis CNC?
A: Yes, because it removes the misalignment error from several setups.