
Welding and Powder Coating: Best Practices for Durability
Welding and powder coating represent the gold standard for creating industrial components that withstand the test of time and environmental stress. When these two processes are executed with precision, they create a synergistic bond that offers unparalleled corrosion resistance and aesthetic appeal. However, achieving this level of durability requires more than just a strong bead and a spray gun. It demands a deep understanding of metallurgy, surface chemistry, and the physical interactions between heat-affected zones and polymer resins. This guide explores the sophisticated techniques required to master the transition from the welding bench to the coating oven.
Why is the relationship between welding and powder coating critical for durability?
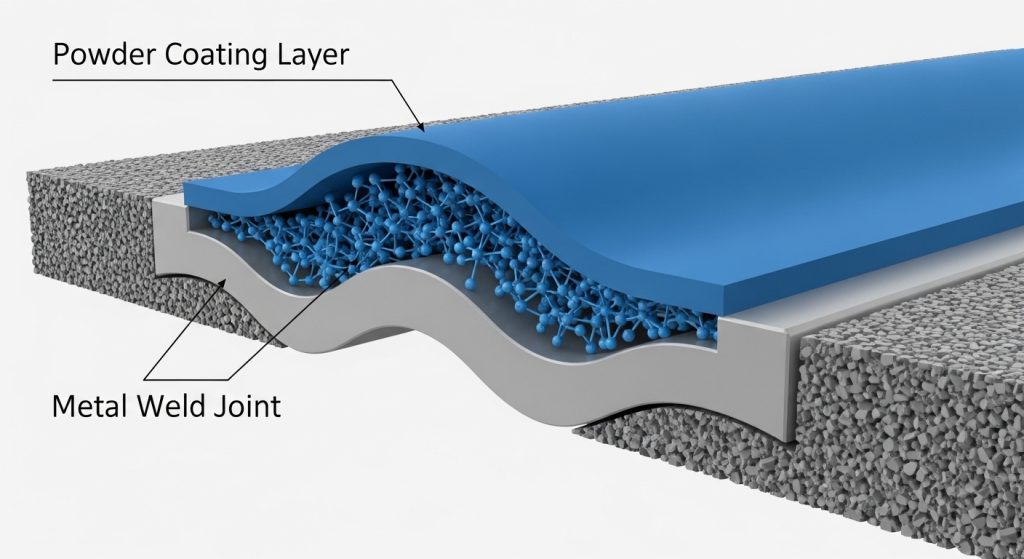
The relationship between welding and powder coating is critical because the quality of the weld directly dictates the success of the coating’s adhesion and longevity. Improperly finished welds harbor contaminants, slag, and porosity that cause premature coating failure. A seamless transition ensures the protective layer remains intact under mechanical and environmental stress.
In professional manufacturing, the weld is not a standalone feature; it is the foundation for the final finish. If a weld is porous or contains trapped gases, the heat from the powder coating oven—typically ranging from 375°F to 400°F—will cause those gases to expand. This leads to "outgassing," which creates unsightly bubbles or pinholes in the finish. For high-precision projects, such as those involving aluminum die casting parts, ensuring a dense, non-porous weld is the first step in preventing systemic failure.
Furthermore, the geometry of a welded joint affects the "Faraday Cage" effect during the electrostatic spray process. Tight corners or deep recesses created by complex weldments can repel powder, leaving the metal vulnerable to rust. Understanding these physics-based interactions is what separates a standard part from an industrial-grade component designed for decades of service.
What are the best welding techniques for parts intended for powder coating?

The best welding techniques for powder coating involve using Gas Tungsten Arc Welding (TIG) for precision and minimal cleanup or Gas Metal Arc Welding (MIG) with specific shielding gases to reduce spatter. Prioritizing clean, continuous beads over intermittent "tack" welds prevents moisture traps and ensures a uniform surface for resin bonding.
Choosing the right process often depends on the material and the required production speed. Here is a breakdown of how different techniques impact the final finish:
TIG Welding (GTAW) for Superior Aesthetics
TIG welding is often preferred for high-end metalwork because it produces incredibly clean, slag-free joints. Since there is no flux involved, the risk of chemical contamination is significantly lower. For components requiring CNC machining service post-welding, TIG provides the accuracy needed to maintain tight tolerances without excessive grinding.
MIG Welding (GMAW) for Efficiency and Strength
MIG welding is the workhorse of industrial assembly. However, it creates more "spatter"—small balls of molten metal that stick to the surrounding surface. If these are not removed, they create "pimples" under the powder coat. To optimize MIG for coating:
- Use a high-argon shielding gas mix to reduce spatter.
- Avoid silicon-based anti-spatter sprays; these are "poison" to powder coating adhesion.
- Ensure the wire feed is consistent to avoid "cold laps" where the powder cannot penetrate.
| Feature | TIG Welding | MIG Welding |
| Cleanliness | Excellent (No Slag) | Moderate (Spatter) |
| Speed | Slower | Faster |
| Cleanup Time | Minimal | Significant |
| Coating Result | Smooth, Architectural | Industrial, Robust |
How should you prepare welded joints before applying powder coating?
Preparing welded joints requires a three-step process: mechanical grinding to remove burrs and spatter, thorough degreasing to eliminate oils, and chemical pretreatment to create a conversion coating. This rigorous cleaning ensures the powder bonds chemically and mechanically to the metal, preventing the "creep" of corrosion under the finish.
Surface preparation is 90% of the work in any coating project. For welded assemblies, the "Heat Affected Zone" (HAZ) undergoes molecular changes that can affect how oxides form.
Mechanical Preparation
Every weld bead should be inspected for sharp edges. Powder coating naturally pulls away from sharp corners during the curing process (a phenomenon called "edge pull"), leaving the metal thin and exposed.
- Grinding: Use a 60-80 grit flap disc to smooth the weld profile.
- Radius Edges: Ensure all sharp corners are rounded to at least a 2mm radius.
- Spatter Removal: Use a chisel or wire wheel to ensure the base metal is perfectly flat.
Chemical Pretreatment
After mechanical cleaning, the parts—especially those from metal stamping parts production lines—must undergo a multi-stage wash. This usually includes an alkaline cleaner to remove shop oils and an iron or zinc phosphate bath. This chemical layer acts as an anchor for the powder and provides a secondary line of defense if the coating is ever scratched.
Tip: If you are working with aluminum welds, always use a deoxidizer. Aluminum forms a "smut" or oxide layer almost instantly after welding that can prevent the powder from sticking.
What common welding defects cause powder coating failure?
Common welding defects that cause failure include porosity, which leads to outgassing bubbles, and trapped slag, which prevents the coating from bonding to the metal. Residual welding flux or silicone-based anti-spatter agents also cause "fish-eyes" or cratering in the finish, as they are chemically incompatible with powder resins.
Understanding these failures is essential for maintaining a high-quality production line.
The Problem of Outgassing
Outgassing is the "silent killer" of powder coating. When a weld is porous—meaning it has tiny internal air pockets—those pockets contain air and moisture. When the part enters the 400°F curing oven, the air expands and forces its way out through the molten powder.
- The Fix: Use an "OOG" (Outgassing Forgiving) powder primer. These primers stay "open" longer in the oven, allowing gases to escape before the final surface seals.
- Pre-heating: Place the welded part in the oven for 30 minutes before coating to "cook out" the gases.
Slag and Flux Contamination
If you are using Stick (SMAW) or Flux-Cored (FCAW) welding, the flux leaves a glass-like coating on the weld. If even a microscopic amount remains, the powder will bond to the slag instead of the metal. When the part vibrates or experiences thermal expansion, the slag pops off, taking the coating with it. This is why alu-zinc alloy die casting mold components usually avoid flux-heavy welding processes.
How do different metal types affect the welding and coating process?
Different metal types, such as carbon steel, aluminum, and stainless steel, require unique welding fillers and pretreatment chemistries to ensure durability. Carbon steel is prone to rapid oxidation (rust), while aluminum requires specific AC welding frequencies and chromate-free conversions to prevent the powder from peeling in humid environments.
Carbon Steel
This is the most common material for welded assemblies. It is easy to weld but requires the most aggressive corrosion protection. A zinc-rich powder primer is often recommended over the weld joints before the final color coat.
Aluminum and Die-Cast Alloys
Welding die casting mould components or aluminum extrusions requires high heat conductivity management. Aluminum is also more prone to outgassing because cast metals are naturally more porous than rolled steel.
- Expert Insight: When welding aluminum for coating, use 4043 filler rod instead of 5356 if the part will be subjected to high-temperature powder curing, as 5356 can occasionally become sensitized to stress corrosion.
What are the industry standards for testing coated welded joints?
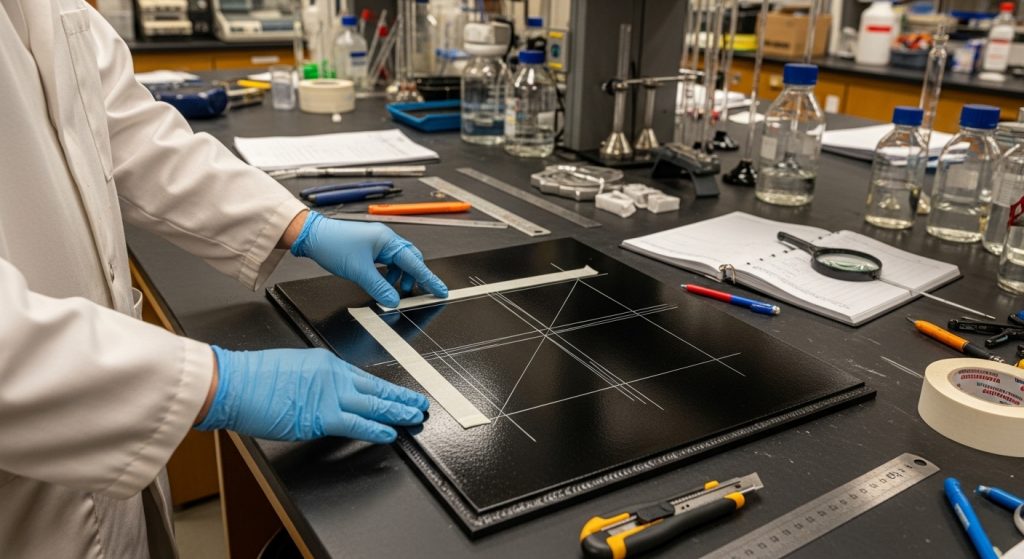
Industry standards for testing include the Cross-Hatch Adhesion Test (ASTM D3359), the Salt Spray Test (ASTM B117), and Impact Resistance testing. These protocols ensure that the bond between the weld, the heat-affected zone, and the powder coating can withstand mechanical deformation and corrosive atmospheres without delaminating.
To ensure your parts meet global quality benchmarks, implement these tests regularly:
- Cross-Hatch Test: Cutting a grid into the coating and applying specialized tape to see if any "squares" of coating lift off. This is the ultimate test for surface preparation.
- Mandrel Bend Test: Bending a coated welded sample over a specific radius to see if the coating cracks. This tests the flexibility of the resin.
- Salt Spray Testing: Placing parts in a chamber filled with salt fog for 500 to 2,000 hours. If rust appears at the weld joint before the specified time, the pretreatment or welding technique is flawed.
| Test Name | ASTM Standard | What it Measures |
| Cross-Hatch | D3359 | Adhesion Strength |
| Salt Spray | B117 | Corrosion Resistance |
| MEK Rub | D4752 | Degree of Cure |
| Impact Test | D2794 | Coating Toughness |
How to achieve a "Show-Quality" finish on industrial welds?
Achieving a show-quality finish requires "bodywork" for metal. This involves grinding the welds flush, using high-temperature metal fillers to fill any pits, and applying a multi-stage powder process including a primer, base coat, and clear coat. This approach hides the "industrial" nature of the weld while maintaining structural integrity.
Most people assume powder coating hides defects. In reality, the electrostatic process often highlights them. If you want a perfectly smooth transition between two welded tubes:
- Sand to 180 Grit: Don't stop at a rough grind. Sanding the weld area to 180 grit ensures the scratch patterns don't show through the gloss.
- Conductive Fillers: Use specialized, heat-stable epoxy fillers that can conduct electricity. Traditional "Bondo" will act as an insulator, and the powder will not stick to it.
- The "Double Bake": Apply a primer, partially cure it (green cure), then apply the topcoat and do a full cure. This provides a thicker "build" that levels out surface irregularities.
By following these best practices, manufacturers can ensure that their welding and powder coating workflows produce parts that are not only visually stunning but virtually indestructible in the field. Whether you are working on massive structural frames or intricate metal stamping parts, the fusion of expert welding and professional coating is the ultimate mark of quality.