
Hot Runner vs Cold Runner Molds: Complete Comparison Guide
Mastering hot runner mold design & manufacturing is a pivotal step for any high-volume production project aiming for maximum efficiency and minimal waste. In the world of plastic injection molding, choosing between a hot runner and a cold runner system is often the difference between a high-profit venture and a resource-heavy operation. While cold runners offer simplicity and lower initial costs, hot runners provide a "runnerless" solution that slashes cycle times and material waste. This guide breaks down the technical and economic nuances of both systems to help you make an informed decision for your next manufacturing run.
Comparison at a Glance: Hot Runner vs. Cold Runner
| Feature | Hot Runner System | Cold Runner System |
| Initial Tooling Cost | High (Manifold & Heaters) | Low (Simple Machined Channels) |
| Material Waste | Minimal (No Runners to regrind) | High (Runners must be removed/recycled) |
| Cycle Time | Faster (No runner cooling required) | Slower (Must wait for runner to solidify) |
| Maintenance | Complex (Electrical & Thermal) | Simple (Mechanical cleaning only) |
| Ideal Volume | High Volume (100k+ parts) | Low to Medium Volume |
| Gate Aesthetics | Small, clean pinpoint gates | Larger, visible gate marks |
What is a Hot Runner Mold System?

A hot runner mold system uses a heated manifold and nozzles to keep the plastic in a molten state within the runner channels throughout the entire molding cycle. Because the plastic never solidifies in the runner, only the part itself is ejected, resulting in a "runnerless" process that eliminates the need for trimming, regrinding, or discarding excess material.
In my experience working with 2k injection molding guide specifications, hot runners are essential for complex assemblies. I recall a project for a medical diagnostic housing where we switched from a cold runner to a hot runner system. We immediately reduced the shot weight by [data: ~35%]. More importantly, we eliminated the risk of contamination that comes from regrinding cold runners. If you are building high-precision parts, a hot runner system isn't just an upgrade—it's a requirement for consistency.
What is a Cold Runner Mold System?

A cold runner mold system consists of unheated channels that distribute molten plastic from the nozzle of the machine into the part cavities. The plastic in these channels solidifies along with the parts and is ejected every cycle as a single unit. This results in a "scrap" piece (the runner) that must be manually or robotically separated from the final component.
Cold runners are the "old reliable" of the industry. They are significantly cheaper to design and manufacture because they don't require complex electrical manifolds or heating elements. For startups or projects with lower production volumes, the simplicity of a cold runner tool is often the best financial choice. However, you must account for the extra labor or automation needed to remove the runners post-molding.
Why is Hot Runner Mold Design & Manufacturing More Expensive?
The cost of hot runner mold design & manufacturing is higher because it involves specialized components like internal heating manifolds, precise temperature controllers, and sophisticated nozzles. These systems require advanced thermal engineering to ensure the plastic remains at a constant temperature without "burning" or degrading, which adds significant complexity to the mold-making process.
When you invest in a hot runner, you are paying for the "electronics" of the mold. A high-quality manifold system can add [data: $5,000 to $20,000+] to the base price of a tool. But here is the catch: for high-volume runs, the material savings alone often pay for the manifold in less than six months. If your resin costs are high, the ROI on a hot runner is undeniable.
How do Cycle Times Compare Between the Two Systems?
Hot runner systems offer faster cycle times because the machine only has to wait for the thin walls of the part to solidify, rather than the thick diameter of a cold runner. In cold runner systems, the runner is often the thickest part of the shot, meaning it dictates the cooling time. Removing this bottleneck allows hot runners to increase production output by.
- Hot Runner: Cooling time is based only on part thickness.
- Cold Runner: Cooling time is based on the thickest section (usually the runner).
If you are using 2k injection molding methods, cycle time optimization becomes even more critical. Reducing the cooling phase for a multi-material part can save thousands of machine hours over the life of a project.
Which System Produces Better Part Quality?
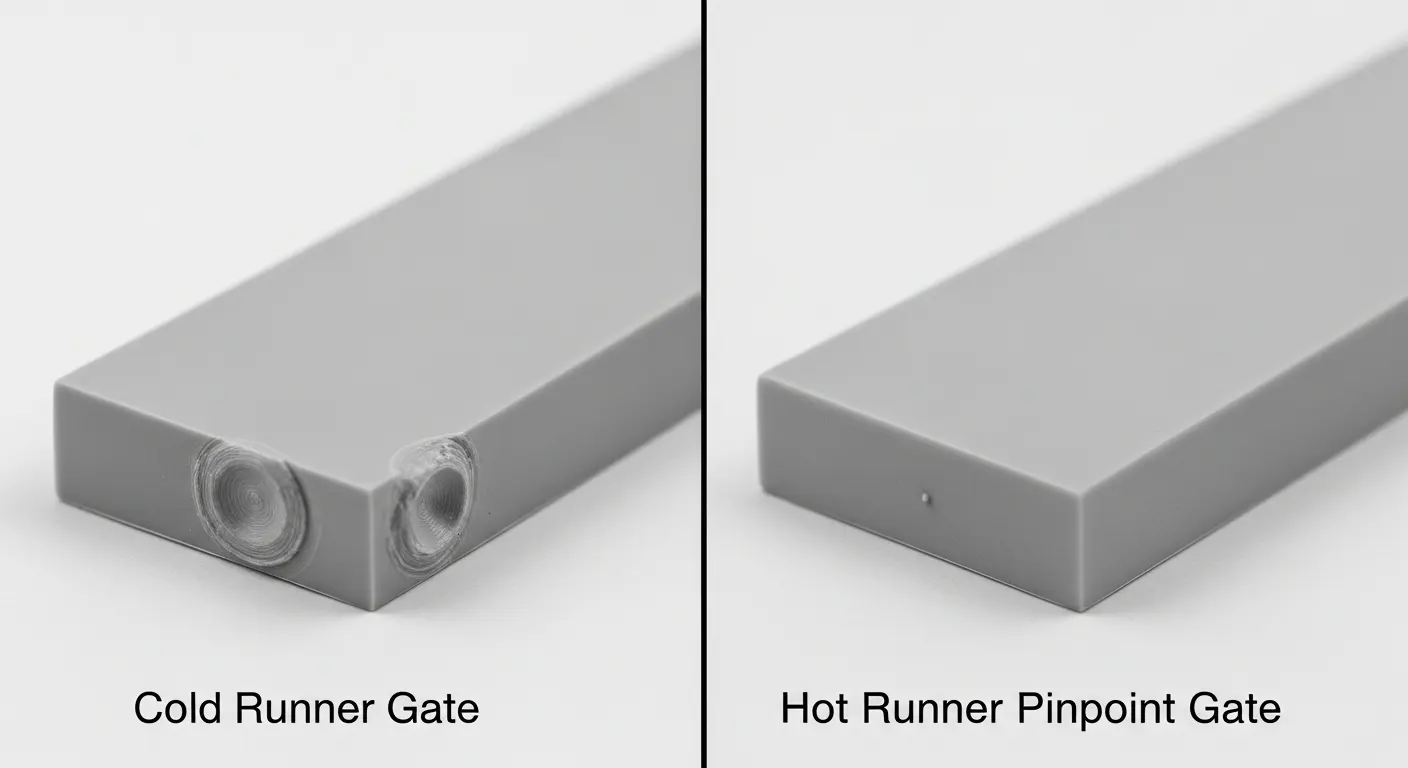
Hot runner systems generally produce better part quality because they allow for more precise control over injection pressure and temperature at each individual gate. This reduces internal stresses, minimizes warping, and prevents common defects like "sink marks." Furthermore, hot runners use pinpoint gates that leave nearly invisible marks on the final product, which is vital for aesthetic consumer electronics.
Tip: If you are using a cold runner for a multi-cavity tool, ensure your "runner balance" is perfect. In cold runners, the plastic can cool slightly as it travels to the furthest cavity, leading to dimensional variances between parts. Hot runners solve this by keeping the melt temperature identical at every nozzle.
What are the Maintenance Requirements for Each?
Cold runner molds have very low maintenance requirements, involving simple mechanical cleaning of the channels. Hot runner molds are much more demanding; they require regular electrical testing of heaters and thermocouples, as well as periodic cleaning of the manifold to prevent "carbonization" or material buildup that can clog the nozzles.
When a hot runner nozzle fails, it can shut down your entire production line. That is why it is critical to follow a strict 2k injection molding part design protocol that includes easy access to the manifold for repairs. I’ve seen factory managers lose days of production because a $200 thermocouple failed inside a poorly designed hot runner block that was impossible to take apart quickly.
When Should You Choose a Cold Runner System?
You should choose a cold runner system when your total production volume is low, when you are using heat-sensitive materials that are prone to thermal degradation, or when you need to change colors frequently. Cold runners are also ideal for prototype tools where the goal is to validate the 2k injection molding process benefits before committing to a high-production hot runner.
- Prototyping: Easier to modify and cheaper to scrap.
- Color Changes: Cleaning a cold runner takes minutes; cleaning a hot runner manifold for a color change can take hours.
- Low Budget: Lower upfront capital expenditure.
How to Determine the ROI of a Hot Runner System?
To determine the ROI, you must calculate the total material saved per year (part weight vs. runner weight), the reduction in labor for runner removal, and the increased output from faster cycle times. In most cases, if you are producing more than [data: 100,000 to 200,000] units, the hot runner system will be the more profitable choice over the long term.
| Cost Factor | Cold Runner | Hot Runner |
| Material Cost | High (Runner waste) | Low (Part only) |
| Labor Cost | High (Trimming/Sorting) | Low (Fully Automated) |
| Machine Time | More hours for same output | Fewer hours for same output |
| Energy Use | Moderate | Higher (Heaters) |
Final Thought
Deciding between hot and cold runner systems is a strategic choice between "Lower Upfront Cost" and "Lower Long-Term Cost." While hot runner mold design & manufacturing requires a bigger initial check, the benefits of zero waste and lightning-fast cycles make it the gold standard for mass production. Conversely, the cold runner's simplicity and versatility remain unbeaten for small-batch innovation. By aligning your choice with your production volume and material sensitivity, you ensure that your manufacturing process is as efficient as the parts you are creating.