
Multi-Cavity vs Single-Cavity Molds: Which is More Cost-Effective?
Choosing the right multi-cavity plastic injection mould strategy is the most significant factor in determining your long-term production profitability. In the high-stakes world of manufacturing, the debate between single and multi-cavity tooling isn't just about the initial price tag; it is about amortizing costs, managing cycle times, and scaling your business efficiently. While a single-cavity mold offers a low barrier to entry for startups, a multi-cavity system is the engine that drives mass-market success. This guide provides a definitive comparison to help you select the tooling path that aligns with your volume requirements and financial goals.
What is a Multi-Cavity Plastic Injection Mould?
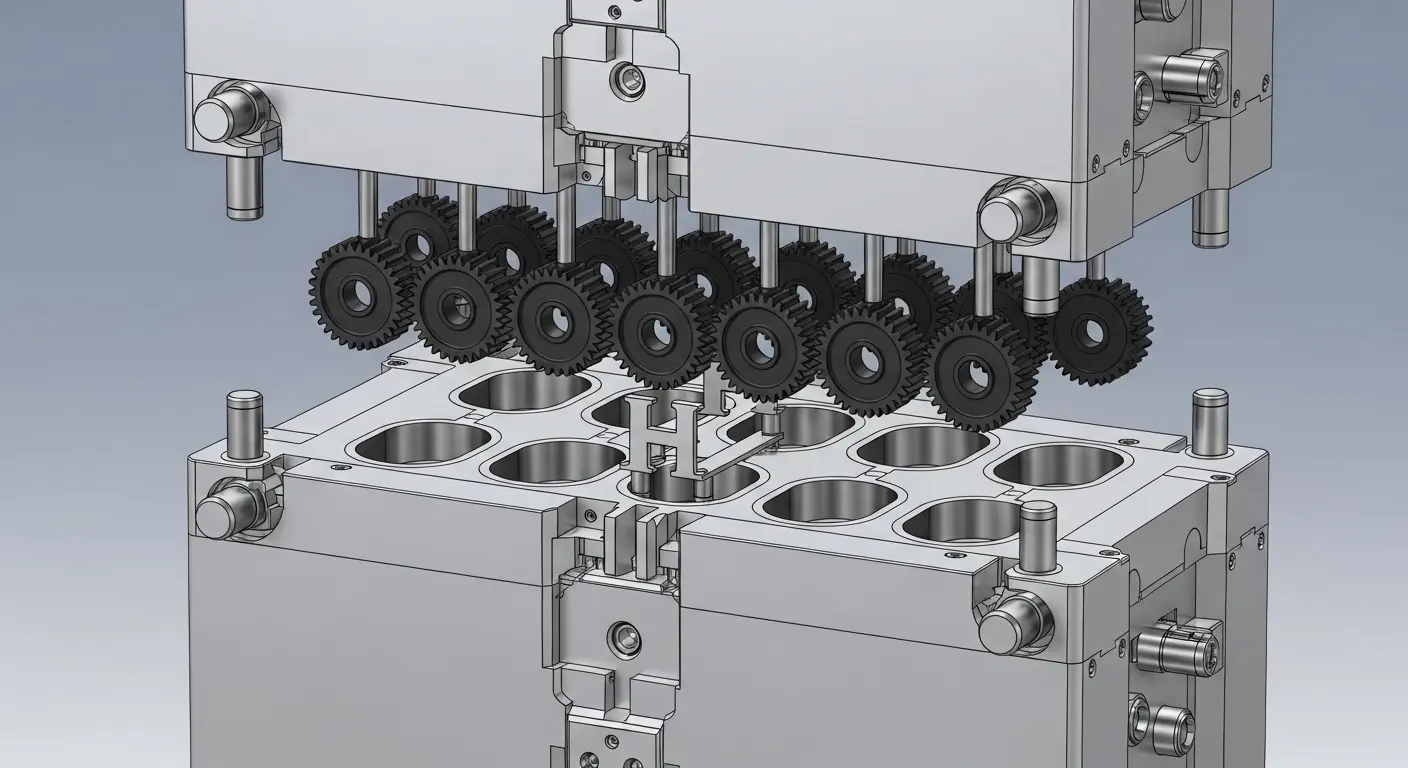
A multi-cavity plastic injection mould is a single tool containing multiple identical cavities, allowing the machine to produce several parts in every single cycle. This configuration drastically reduces the per-part labor and machine time cost, making it the preferred choice for high-volume production where speed and scale are paramount for maintaining a competitive market edge.
I’ve spent years analyzing production floor data, and the math never lies. I once consulted for a consumer tech firm that was using four separate single-cavity molds for a high-demand earbud case. They were paying four different machine setup fees and quadruple the labor. We consolidated their production into one 8-cavity plastic injection molding tool. The initial tool cost was higher, but they saw a ROI in just [data: 14 weeks] due to the massive reduction in machine hourly rates. If you have the volume, a multi-cavity tool is a financial powerhouse.
What is a Single-Cavity Mold?
A single-cavity mold contains only one "nest" or cavity, producing exactly one part per injection cycle. It is the most common starting point for new products because of its lower upfront engineering and machining costs. These molds are simpler to design, faster to build, and much easier to troubleshoot during the initial design validation phase.
Single-cavity tools are the "safe" bet. If your design is still evolving or you are unsure about market demand, sinking $50,000 into a complex multi-cavity tool is a massive risk. For 2k injection molding guide prototypes, starting with a single cavity allows you to perfect the shut-off points and material bonding without the complexity of balancing multiple gates.
How Do Tooling Costs Compare Between Single and Multi-Cavity?

Initial tooling costs for a multi-cavity plastic injection mould are significantly higher due to increased machining time, more complex cooling systems, and the need for precision runner balancing. However, for high-volume runs, the "amortized" cost—the tool cost divided by the number of parts produced—is usually much lower than that of a single-cavity mold.
| Tooling Factor | Single-Cavity Mold | Multi-Cavity Mold (4-8 Cavities) |
| Upfront Machining Cost | Lower ($5k - $15k) | Higher ($25k - $80k+) |
| Design Complexity | Simple | High (Runner & Heat Balance) |
| Lead Time | 3 - 5 Weeks | 6 - 10 Weeks |
| Maintenance Cost | Low | High (More moving parts) |
Understanding the Amortization Sweet Spot
If you only need 5,000 parts, a single-cavity mold is the clear winner. If you need 500,000 parts, the single-cavity machine time will cost you a fortune. Most industry experts look for a "break-even" point where the higher upfront cost of the multi-cavity tool is offset by the lower per-part machine rate. This often occurs around the [data: 25,000 to 50,000] unit mark.
The Impact of Complex Features
If your part requires side-actions or lifters for undercuts, a multi-cavity tool becomes exponentially more expensive. Each cavity needs its own set of mechanical slides. When utilizing 2k injection molding methods, this complexity can double the tool price for every additional cavity added.
Why is Cycle Time Optimization Better in Multi-Cavity Molds?
Cycle time optimization is superior in multi-cavity molds because you produce more units in the same amount of "dead time" (clamping, opening, and ejection). While the cooling time might be slightly longer for a larger tool, the "output per hour" is multiplied by the number of cavities, leading to much higher machine efficiency.
- Single Cavity: 30-second cycle = 120 parts per hour.
- 8-Cavity: 35-second cycle = 822 parts per hour.
As you can see, even if the cycle is slightly slower to allow for cooling a larger block of steel, the volume of parts produced makes the multi-cavity tool far more productive. This is essential for 2k injection molding process benefits where machine time is already at a premium due to the dual-injection sequence.
How Does Cavity Balancing Affect Part Consistency?
Cavity balancing is the process of ensuring that molten plastic reaches every cavity in a multi-cavity tool at exactly the same time and pressure. If the tool is not balanced, parts from "inner" cavities may be heavier or denser than parts from "outer" cavities, leading to dimensional variances and high scrap rates.
Tip: Always insist on a "Geometric Runner" or a hot runner system for any tool with more than 4 cavities. This ensures that the flow path length is identical for every part, preventing the "first-in, last-out" pressure drop that plagues poorly designed multi-cavity tools.
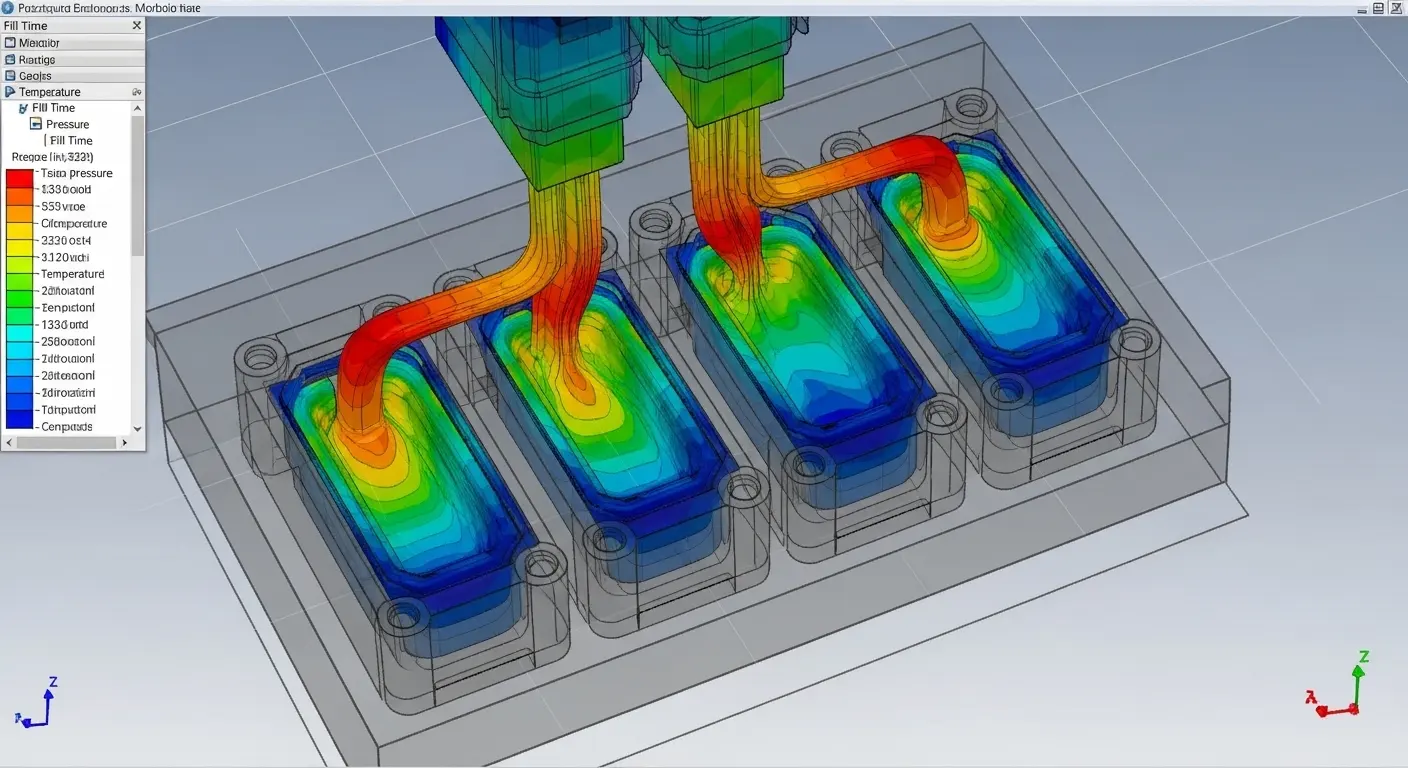
Managing Thermal Uniformity
In a multi-cavity plastic injection mould, keeping the temperature consistent across the entire plate is a major challenge. If one side of the mold is 5 degrees hotter, those parts will shrink more, causing fitment issues. Expert designers use sophisticated 2k injection molding part design software to simulate cooling and ensure thermal equilibrium.
What are the Maintenance Risks of Multi-Cavity Tooling?
The primary maintenance risk of multi-cavity tooling is that a failure in one cavity can sometimes shut down the entire production run. If a pin breaks in cavity #3 of an 8-cavity tool, you must either stop production to fix it or "block off" that cavity, which reduces your efficiency and throws the thermal balance of the mold out of alignment.
Maintenance on a large tool is also more physically demanding. Cleaning 16 cavities and 16 gates takes much longer than cleaning one. However, the risk is often mitigated by using modular inserts. If a cavity is damaged, you can simply swap out that specific insert without needing to re-machine the entire mold base.
When Should You Choose a Family Mold Instead?
A family mold is a specific type of multi-cavity tool where the cavities are different parts of the same assembly (e.g., a top cover and a bottom base). You should choose a family mold when you want to ensure the color and material of all parts match perfectly and when you need exactly one of each part for every assembly.
- Pro: One tool produces a complete kit of parts.
- Con: If you need 2,000 tops but only 1,000 bottoms, you are forced to waste material or over-produce.
- Constraint: Parts must be of similar volume and wall thickness to ensure even cooling.
How to Calculate the ROI on Multi-Cavity Tooling?
To calculate the ROI, subtract the per-unit machine cost of the multi-cavity setup from the per-unit cost of the single-cavity setup, then divide the total tooling price difference by that savings. If the number of units required for your project exceeds this "payback volume," the multi-cavity tool is the more cost-effective choice.
| Cost Variable | Single-Cavity (Baseline) | Multi-Cavity (Advantage) |
| Material Cost | $0.20 | $0.20 |
| Machine Rate (per part) | $0.50 | $0.08 (8-cavity) |
| Labor (per part) | $0.10 | $0.02 |
| Total Per Part | $0.80 | $0.30 |
In this scenario, you save $0.50 on every part. If the multi-cavity tool costs $20,000 more than the single-cavity tool, your ROI is achieved at 40,000 units.
Strategic Scaling: The "Bridge Tool" Approach
For many of my clients, I recommend a "staged" approach. We start with a high-quality single-cavity "bridge tool" made of aluminum or P20 steel. This allows for market testing and minor design tweaks. Once the product takes off and orders hit the tens of thousands, we invest the profits into a hardened steel multi-cavity plastic injection mould for long-term mass production.
This strategy minimizes risk while still providing a clear path to high-volume efficiency. It allows you to move from R&D into full-scale manufacturing without betting the entire company on a single, expensive tool too early.
Final Thought
Deciding between multi-cavity and single-cavity molds is a fundamental business decision that balances risk against reward. A multi-cavity plastic injection mould is an investment in speed, scale, and long-term margin. Conversely, the single-cavity mold is an investment in agility and low-risk innovation. By accurately forecasting your production volume and understanding the mechanical complexities of your design, you can choose the tooling strategy that doesn't just make parts, but makes your business more profitable. The right tool for the job is always the one that delivers the best quality at the lowest amortized cost.