
P20 vs NAK80 vs H13 vs S136: Which Steel is Best for Plastic Molds?
Choosing the right plastic molds materials: P20, NAK80, H13, S136 steels is the most critical decision in the tooling phase. This choice dictates the mold's lifespan, surface finish, and production speed. Selecting the wrong steel can lead to premature mold failure or expensive surface defects. In high-stakes manufacturing, the steel you choose is the foundation of your part's quality. This guide breaks down the four most common mold steels to help you choose the best one for your specific application.
What are the most common plastic molds materials: P20, NAK80, H13, S136 steels?
The most common plastic molds materials: P20, NAK80, H13, S136 steels represent different grades of tool steel designed for specific production needs. P20 is for general-purpose use; NAK80 offers superior polish and precision; H13 excels in high-heat and high-volume environments; and S136 is the go-to for corrosion resistance and high-gloss optical clarity.
In my years on the shop floor, I have seen many projects fail because of a "cheaper" steel choice. I remember a client who insisted on P20 for a clear medical housing to save on upfront costs. Within 50,000 cycles, the corrosive nature of the resin pitted the surface. We had to rebuild the tool in S136. The "savings" ended up costing them double. Understanding the mechanical properties of these steels is not just engineering—it is financial insurance.
Why is P20 the industry standard for general injection molding?
P20 steel is the industry standard for plastic injection molding because it is pre-hardened, cost-effective, and offers excellent machinability. It is ideal for large molds and medium-volume production runs where extreme heat or corrosive resins are not a factor. P20 provides a balanced performance of toughness and wear resistance for most consumer goods.
P20 is typically pre-hardened to 28-32 HRC (Rockwell Hardness). This means no further heat treatment is required after CNC machining. It saves time and prevents the risk of dimensional warping that can happen during the quenching process. For basic enclosures or hidden mechanical parts, P20 is almost always the correct economic choice.
- Hardness: 28-32 HRC (Pre-hardened)
- Best for: Large parts, bumper molds, consumer electronics housings
- Advantage: Low cost, no heat treatment risk
When should you choose NAK80 for high-precision molds?
You should choose NAK80 for high-precision molds when you require a superior surface finish, high dimensional stability, and excellent EDM (Electrical Discharge Machining) properties. NAK80 is a pre-hardened steel (37-43 HRC) that is "aged" during manufacturing, ensuring it is incredibly uniform. It is the gold standard for high-detail parts and molds requiring intricate textures.
NAK80 is unique because of its consistency. When you are working on a 2k injection molding part design, the tight tolerances required at the shut-off points make NAK80 a lifesaver. It doesn't have the "hard spots" often found in P20, meaning your CNC cutters will leave a much smoother finish. If you need a "mirror" finish without the risk of corrosion, NAK80 is your best friend.
- Hardness: 37-43 HRC (Pre-hardened)
- Best for: Intricate electronics, transparent parts, high-gloss finishes
- Advantage: Excellent polishability, uniform hardness throughout the block
Is H13 steel the best choice for high-volume and heat-resistant molds?
H13 steel is the best choice for high-volume and heat-resistant molds because it is an air-hardened tool steel with exceptional toughness and resistance to thermal fatigue. It can be hardened to 48-52 HRC, allowing it to withstand millions of cycles and the abrasive nature of glass-filled resins that would quickly wear down softer steels.
H13 is often used when the 2k injection molding process benefits require the tool to handle different melt temperatures simultaneously. Because H13 is supplied in an annealed state, it must be heat-treated after machining. This adds cost and time, but the resulting "workhorse" tool is nearly indestructible. If you are planning to run 1 million parts, H13 is non-negotiable.
- Hardness: 48-52 HRC (After Heat Treatment)
- Best for: Glass-filled plastics, high-volume production, high-temp resins
- Advantage: Extreme wear resistance, resists "heat checking"
Why is S136 steel essential for medical and corrosive plastic molding?

S136 steel is essential for medical and corrosive plastic molding because it is a high-chromium stainless tool steel that offers maximum corrosion resistance. It is the only choice for molding PVC or resins that release corrosive gases. Furthermore, it achieves the highest "optical grade" mirror polish required for lenses and medical-grade components.
When you follow a 2k injection molding guide for medical devices, cleanliness is paramount. S136 prevents the mold from rusting due to humidity or cooling water condensation. This keeps the parts pristine. It also prevents the "clouding" that can occur on clear parts if the mold surface begins to oxidize.
- Hardness: 48-54 HRC (After Heat Treatment)
- Best for: Medical devices, optical lenses, PVC molding
- Advantage: Rust-proof, highest possible mirror finish
Comparison Table: P20 vs NAK80 vs H13 vs S136
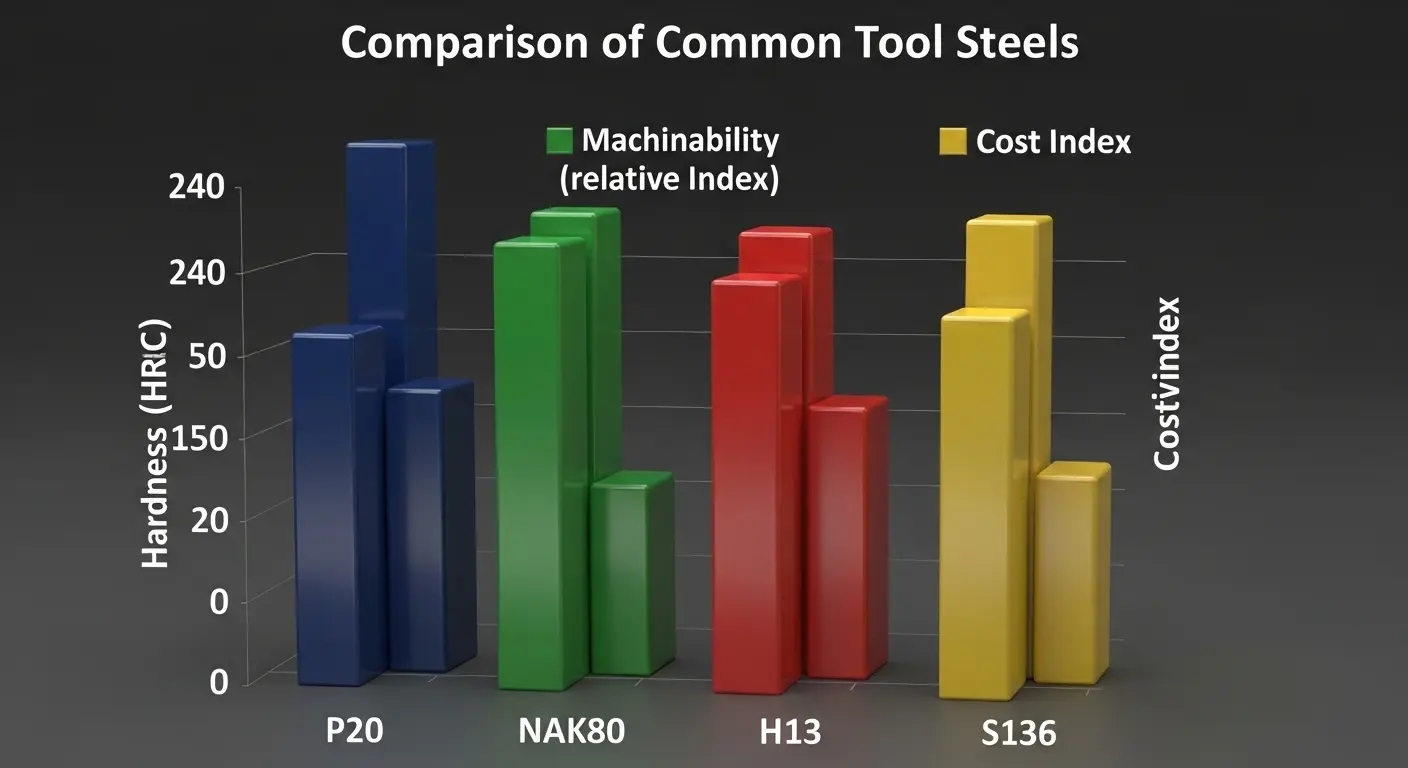
This table helps you compare the primary plastic molds materials: P20, NAK80, H13, S136 steels at a glance to determine which fits your production volume and part requirements.
| Steel Grade | Hardness (HRC) | Corrosion Resistance | Polish Level | Production Volume |
| P20 | 28 - 32 | Low | Good | 50k - 300k |
| NAK80 | 37 - 43 | Moderate | Excellent | 100k - 500k |
| H13 | 48 - 52 | Low | Moderate | 500k - 1M+ |
| S136 | 48 - 54 | High | Superior | 500k - 1M+ |
Which steel should you use for complex 2K molding?
For complex 2k injection molding methods, you often need a combination of steels or a high-grade steel like NAK80 or S136. Since 2K molding involves two different injections within the same tool, the mold faces are under constant stress. Using a more stable, harder steel prevents the "flashing" that occurs when softer steels wear down at the secondary injection gates.
Tip: If you are overmolding a soft TPU onto a rigid PC, use S136 for the core. The chemical vapors from some soft-touch materials can be surprisingly aggressive toward standard P20 steel over a long production run.
Final Thought
Selecting from the range of plastic molds materials: P20, NAK80, H13, S136 steels is about balancing your budget with your production reality. If you are doing a short run of 20,000 parts, P20 is your best economical bet. But if you are moving into the medical or high-precision electronics space, the investment in NAK80 or S136 pays for itself in reduced maintenance and flawless surface quality. Always consult with your manufacturer early in the design phase to ensure your steel choice matches your material's chemistry and your production goals.