
Achieving Tight Tolerances in Plastic Injection Molds
Achieving tight tolerances in plastic injection molds requires a synergy of high-precision tooling, stable polymer selection, and rigorous scientific molding controls. While standard industrial tolerances usually fall within $\pm 0.1$ mm, "tight" or "precision" tolerances range from $\pm 0.02$ mm to $\pm 0.05$ mm, and even lower for specialized applications. Success in this field depends on controlling the physical shrinkage of the plastic as it transitions from a molten state to a solid part inside the mold cavity. Engineers must account for every variable—from tool steel thermal expansion to the specific gate location—to ensure the final component meets the rigorous demands of high-stakes industries like medical and automotive.
What are Precision Injection Molding Tolerances?
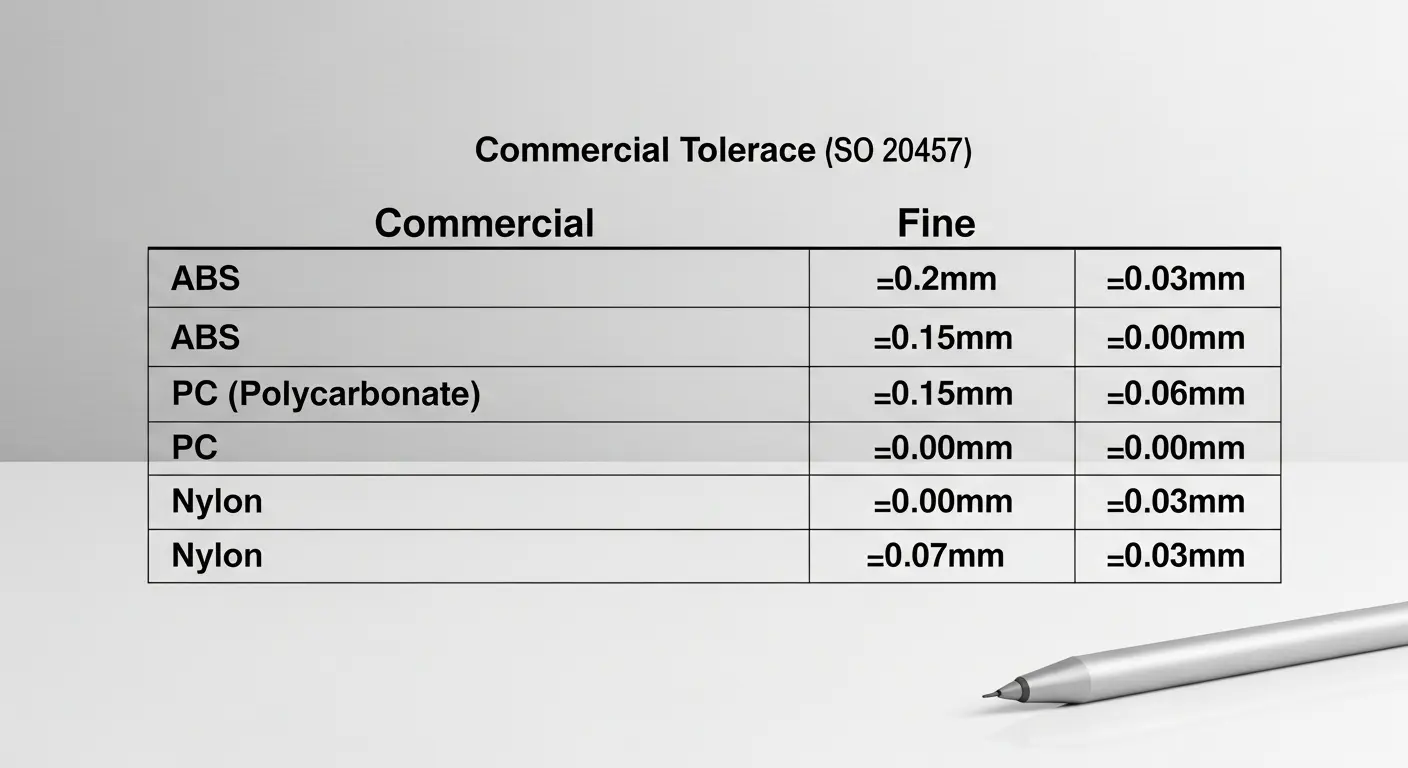
In the world of manufacturing, a tolerance represents the permissible limit of variation in a physical dimension. For plastic parts, achieving precision is significantly more difficult than with CNC-machined metal because plastic is semi-crystalline or amorphous and highly sensitive to heat and pressure. Most global manufacturers follow the ISO 20457 (formerly DIN 16742) standard, which categorizes tolerances into "Commercial" and "Fine" grades.
Commercial tolerances are the standard for consumer products where a slight deviation does not compromise the product's function. However, fine tolerances are necessary for components that require a press-fit, intricate gear interactions, or assembly within tight housings. When you request a plastic injection molding process audit, the first step is determining if your design truly requires precision tolerances. Tightening a tolerance from $\pm 0.1$ mm to $\pm 0.02$ mm often increases tooling costs by 20% to 50% because it demands more expensive steel, more precise EDM (Electrical Discharge Machining), and longer cycle times to maintain thermal stability.
Precision injection molding tolerances require an engineering mindset that looks beyond the 3D CAD model. A design might look perfect on a screen, but the physical reality of polymer flow involves molecular orientation and cooling-induced stress. Manufacturers who specialize in plastic injection mold for medical devices often spend weeks in the DFM phase simply to ensure that the chosen tolerance is repeatable across a run of one million parts. Repeatability is the true hallmark of precision.
4 Critical Factors Affecting Mold Tolerances
Multiple variables interact to pull a part out of tolerance. Identifying these factors early in the design stage allows engineers to compensate for them through tool design rather than through trial and error on the factory floor.
1. Part Geometry and Design Complexity
The shape of your part is the primary driver of dimensional stability. Large, flat surfaces are prone to warpage, while thick cross-sections create "sink marks" as the internal plastic cools slower than the outer skin. Maintaining uniform wall thickness is the golden rule of tight tolerance mold design. If a part has non-uniform walls, the different cooling rates will pull the material in different directions, making it nearly impossible to hold a $\pm 0.02$ mm tolerance.
Additionally, the location of the gate—where the plastic enters the cavity—affects how the mold fills and packs. Incorrect gate placement can lead to uneven pressure distribution, resulting in dimensions that vary from one end of the part to the other. High-precision projects always utilize Moldflow analysis to predict these behaviors before steel is cut.
2. Material Selection and Shrinkage Rates
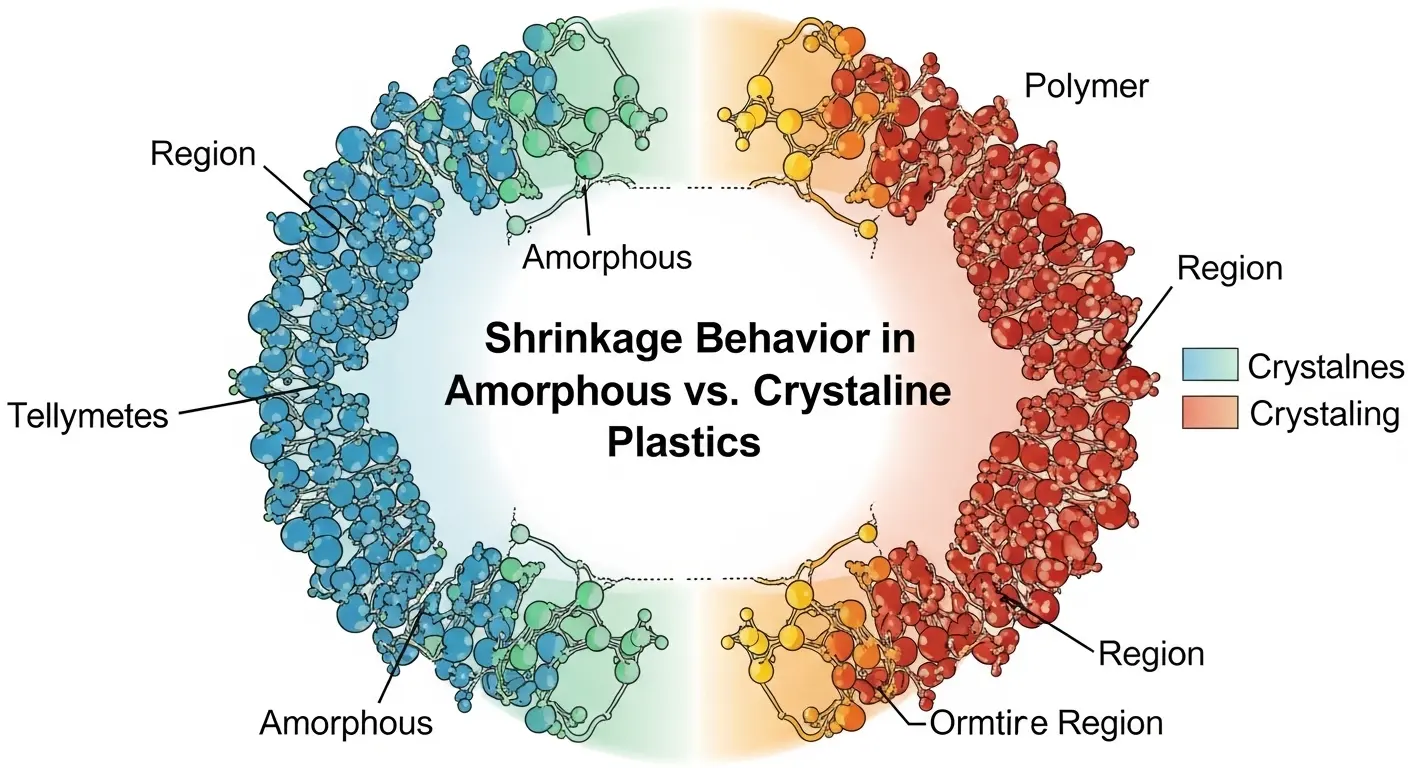
Every polymer has a specific shrinkage rate, usually expressed as a percentage. Amorphous plastics like ABS or Polycarbonate (PC) have low shrinkage rates (around 0.5%), making them relatively easy to hold to tight tolerances. In contrast, crystalline plastics like Polypropylene (PP) or PEEK have higher and more volatile shrinkage rates (1.5% to 3.0%).
Material choice also involves the use of fillers. Adding glass fibers or carbon fillers can reduce shrinkage and increase dimensional stability. However, fillers also introduce anisotropy, meaning the part shrinks differently in the direction of the flow than it does across the flow. If your engineering team does not account for this directional shrinkage, the part will warp or fall out of tolerance immediately after ejection.
3. Tooling Precision and Steel Selection
The mold itself must be built to a higher precision than the part it produces. For tight tolerances in plastic injection molds, the toolmaker often works to $\pm 0.005$ mm. This level of accuracy requires high-grade steels like S136 or H13, which offer excellent hardness and thermal conductivity.
Thermal management within the tool is equally vital. Precision molds utilize conformal cooling—cooling channels that follow the shape of the part—to ensure uniform heat removal. If one side of the mold is even 5°C hotter than the other, the resulting thermal imbalance will cause the part to shrink unevenly. SunOn’s toolroom utilizes high-speed CNC and Sodick EDM machines to achieve the sub-micron accuracy needed for these high-performance molds.
4. Processing Controls and Scientific Molding
Even a perfect mold can produce out-of-tolerance parts if the molding process is unstable. Factors such as injection pressure, melt temperature, and "hold time" determine how much plastic is packed into the cavity. If the pressure fluctuates by even 1%, the part weight and dimensions will change.
This is where scientific molding for tight tolerances becomes essential. Rather than relying on operator intuition, scientific molding uses sensors inside the mold to monitor cavity pressure and temperature in real-time. By establishing a robust "process window," manufacturers ensure that every part produced is identical to the first.
How Design for Manufacturability Ensures Accuracy
Design for Manufacturability (DFM) is the bridge between a theoretical design and a functional part. When a sourcing lead or product engineer submits a CAD file, our team performs an exhaustive review to identify "tolerance killers." We look for sharp corners that create stress concentrators and deep ribs that might stick in the mold.
One of the most effective DFM strategies for precision is the use of "Steel-Safe" design. This means engineers design the mold so that critical dimensions start "small" for holes or "large" for shafts. After the first trial (T1), we measure the parts. If a dimension is out of tolerance, we can easily remove a few microns of steel from the mold to bring the part into spec. It is much easier and cheaper to remove metal than to add it (which requires welding or re-cutting the entire cavity).
Our DFM process also integrates insights from our 2k injection molding guide. When molding two different materials together, the bond interface requires exceptional tolerance control to prevent leaking or structural failure. By coordinating the shrinkage of two different polymers simultaneously, we help hardware founders avoid the assembly issues that plague multi-component devices.
The Role of Scientific Molding in Tight Tolerances
Scientific molding is a data-driven approach that treats the injection molding machine as a scientific instrument rather than a simple press. To achieve tight tolerances, we follow a four-stage process that decouples the filling, packing, and holding phases. This allows us to control exactly how much material enters the cavity and how it solidifies.
- Viscosity Study: We determine the optimal injection speed where the plastic's viscosity is most stable.
- Cavity Balance Study: We ensure that in a multi-cavity mold, every cavity fills at the exact same rate.
- Pressure Drop Study: We verify that the machine has enough pressure to fill the mold without "bottoming out."
- Gate Freeze Study: We determine exactly when the plastic in the gate solidifies, ensuring that no material "backflows" out of the cavity, which would cause a dimensional drop.
By mastering these variables, we can hold precision injection molding tolerances across millions of cycles. This is particularly important for the 2k injection molding process and benefits where the second shot relies on the first shot's dimensional accuracy to form a perfect seal.
Verification: Measuring Precision with CMM and Optical Tools
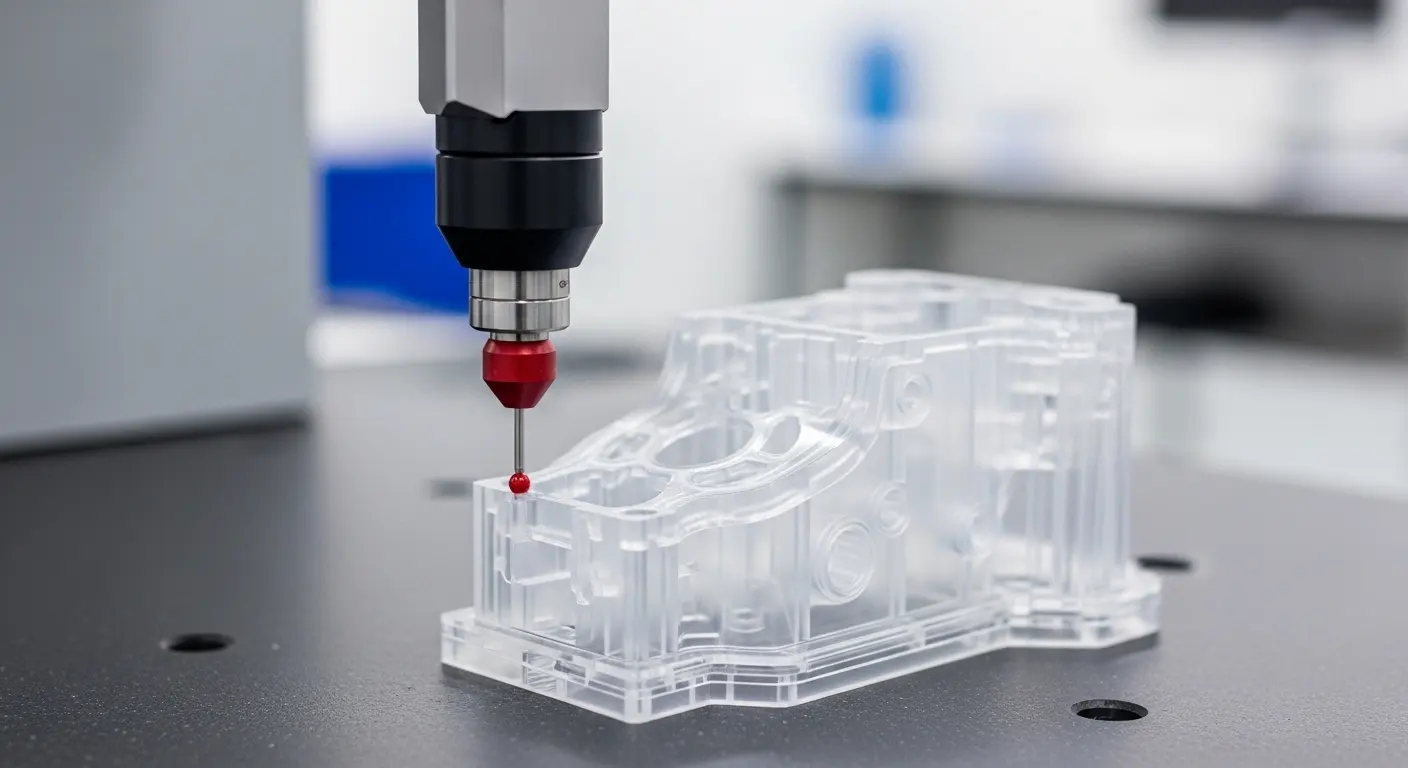
You cannot achieve what you cannot measure. In high-precision manufacturing, the Quality Assurance (QA) lab is just as important as the production floor. To verify tight tolerances in plastic injection molds, we utilize Coordinate Measuring Machines (CMM) and Vision Systems (Optical Measuring Machines).
A CMM uses a sensitive probe to map the X, Y, and Z coordinates of a part, comparing them to the original CAD model. For parts with tiny features or soft materials that might deform under a probe, we use non-contact optical systems. These tools provide a "Heat Map" of the part, showing exactly where it deviates from the nominal design. This data is fed back to the tooling team for final mold tuning, ensuring that the "Golden Sample" is truly perfect.
Frequently Asked Questions
What is the tightest tolerance possible in injection molding?
The tightest tolerance for precision injection molding is typically $\pm 0.025$ mm for small, stable parts. While $\pm 0.01$ mm is achievable in highly specialized cleanroom environments with high-end resins like PEEK, it requires extreme control over the environment and process, significantly increasing the cost per part.
How does material choice affect part tolerance?
Amorphous materials (like PC or ABS) have much lower and more predictable shrinkage than crystalline materials (like Nylon or PP). Consequently, it is much easier to hold tight tolerances with amorphous plastics. If your part requires precision, engineers often recommend a glass-filled amorphous resin to maximize dimensional stability.
What is "Steel-Safe" mold design?
Steel-safe design is a strategy where the mold is deliberately machined to leave a small amount of metal in areas that might need adjustment. After the T1 trial, if a part is too large or too small, the toolmaker can "fine-tune" the mold by removing small increments of steel. This is a standard practice for achieving precision tolerances without the risk of scrapping a mold.
Why are tight tolerances more expensive?
Tight tolerances require higher-grade tool steel, more precise machining (like slow-wire EDM), and more rigorous quality control. Furthermore, precision molding often requires slower cycle times to ensure the part cools perfectly evenly, which increases the labor and machine time allocated to each part.
Does part size impact the ability to hold tight tolerances?
Yes, tolerances are generally proportional to the size of the part. A $\pm 0.02$ mm tolerance is much easier to achieve on a component the size of a coin than on one the size of a car bumper. Most international standards, like ISO 20457, provide a sliding scale for tolerances based on the nominal dimension.
Can 2K molding achieve tight tolerances?
Yes, 2K (two-shot) molding can achieve very tight tolerances, but it requires a specialized 2k injection molding guide approach. The first part must be held to high precision because it acts as the "mold" for the second material. Any error in the first shot will be magnified in the second.
Do you have a high-precision project that requires expert tolerance control? At SunOn, we specialize in DFM-led engineering for the most demanding applications. Contact us today for a professional DFM review or to request a quote for your tight-tolerance molding project. Our engineering team in Dongguan is ready to help you move from prototype to precision mass production.