
Zinc Die Cast Parts: Alloys, DFM, Finishes, and RFQ Guide
Zinc die cast parts are used when a product requires complex metal geometry, repeatable dimensions, fine surface detail, integrated features, and efficient repeat production.
However, specifying only “zinc alloy” is not enough for a reliable quotation. Alloy grade, wall design, draft, parting line, cosmetic surfaces, plating requirements, machining allowances, inspection, and expected lifetime quantity can all change the tooling and production strategy.
For product engineers and technical buyers, the main question is not simply whether a component can be die cast. It is whether the selected alloy and design can be filled, ejected, finished, inspected, and repeated without unnecessary flash, porosity, distortion, plating defects, or secondary machining.
SunOn supports custom zinc alloy die casting from part review and mold engineering through trial casting, finishing, inspection, and repeat production.
Zinc Die Cast Parts at a Glance
| Project Requirement | Typical Direction |
|---|---|
| General decorative or functional parts | Review Zamak 3 |
| Greater strength and hardness | Compare Zamak 5 or another suitable alloy |
| Improved filling of delicate features | Review Zamak 7 or a high-fluidity grade |
| Higher mechanical or creep requirements | Consider ZA-8 where the process is suitable |
| Fine texture, lettering, or cosmetic detail | Control cavity finish and filling conditions |
| Plated exterior component | Define polishing, plating stack, and cosmetic zones |
| Threads or critical bores | Compare cast-in features with secondary CNC machining |
| High repeat quantity | Review production tooling and cavity strategy |
| Early design validation | Consider prototype or bridge tooling |
| Formal quality approval | Define samples, inspection, coating, and test requirements |
What Are Zinc Die Cast Parts?
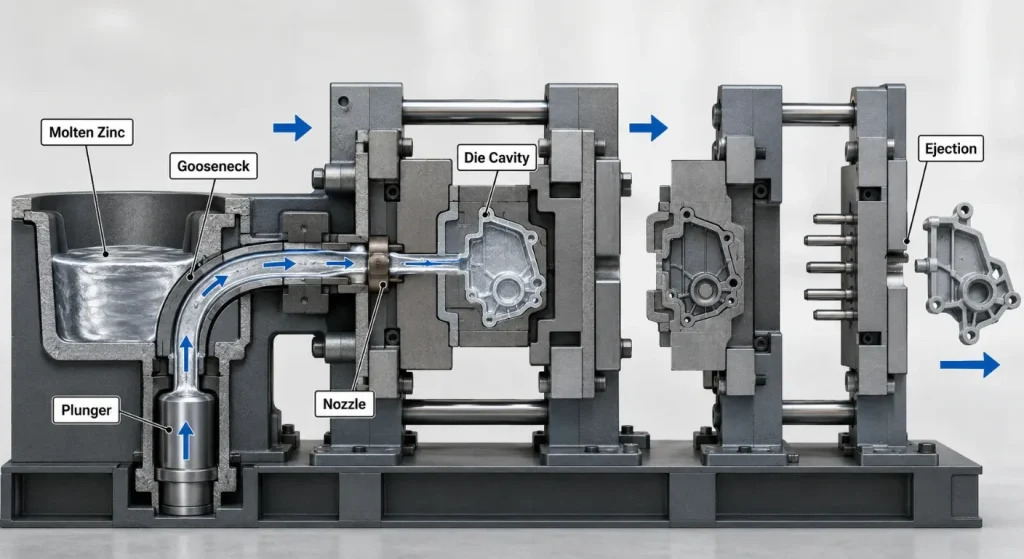
Zinc die cast parts are produced by injecting molten zinc alloy into a precision steel die under pressure. The metal fills the cavity, solidifies, and is ejected before trimming and any required secondary processing.
The process can integrate features such as:
- Ribs and bosses
- Mounting holes
- Decorative textures
- Lettering and logos
- Hinge features
- Internal and external profiles
- Threaded inserts
- Snap or retention details
- Bearing and pivot locations
- Electrical shielding structures
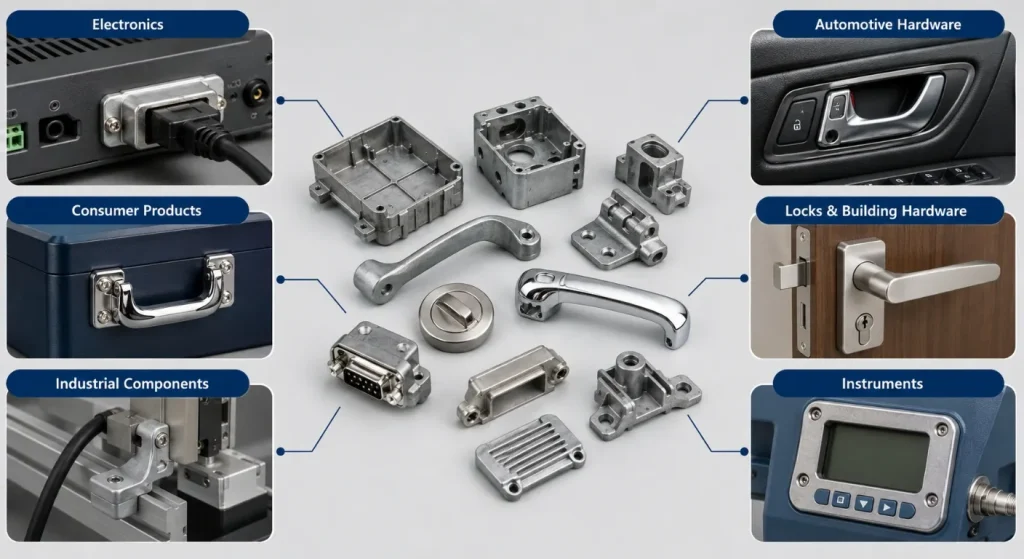
Common applications include:
- Electronic and electrical housings
- Connectors and shielding components
- Automotive interior hardware
- Handles, locks, and latches
- Appliance controls and fittings
- Instrument housings
- Industrial brackets
- Small gears and mechanical elements
- Decorative consumer hardware
The International Zinc Association describes zinc casting alloys as engineering materials that combine strength, toughness, rigidity, bearing performance, castability, and finishing capability. The actual performance of a finished component still depends on alloy, wall thickness, casting conditions, aging, geometry, and service temperature.
Choosing a Zinc Die Casting Alloy
The RFQ should state the complete alloy designation and applicable material standard. ASTM B86 covers commercial zinc and zinc-aluminum alloy castings, including Alloy 3, Alloy 5, Alloy 7, Alloy 2, ZA-8, ZA-12, and ZA-27.

Zamak 3
Zamak 3 is a common starting alloy for general zinc die cast parts.
It may suit:
- Decorative housings
- Handles and hardware
- Electronic components
- General brackets
- Appliance parts
- Plated consumer components
It is often selected for its balance of castability, dimensional behavior, mechanical performance, and finishing response.
Zamak 5
Zamak 5 contains more copper than Zamak 3 and may be considered when greater hardness, strength, or wear resistance is required.
Possible applications include:
- Mechanical hardware
- Loaded brackets
- Lever components
- Lock parts
- Wear-sensitive fittings
The increase in mechanical performance should be evaluated together with dimensional stability, ductility, plating, and service conditions.
Zamak 7
Zamak 7 is a high-purity alloy developed for improved fluidity and casting of delicate or difficult-to-fill features.
It may be considered for:
- Thin or detailed sections
- Cosmetic parts
- Complex decorative geometry
- Components requiring smooth filling
A high-fluidity alloy cannot compensate for an unsuitable gate, poor venting, abrupt thickness changes, or an unrealistic flow length.
ZA-8
ZA-8 contains more aluminum than conventional Zamak alloys and may be considered when the mechanical requirements exceed those of Zamak 3 or Zamak 5.
The International Zinc Association alloy guide identifies ZA-8 as a higher-strength alloy that can be processed by hot-chamber die casting and finished using common zinc-alloy procedures.
Alloy selection should consider:
- Static and dynamic load
- Service temperature
- Wall thickness
- Impact requirements
- Wear
- Corrosion exposure
- Plating or painting
- Dimensional stability
- Production process
- Regulatory documentation
Why Zinc Is Used for Detailed Die Cast Parts
Zinc alloys have useful fluidity for reproducing fine details, textures, ribs, bosses, and relatively thin sections. Conventional zinc alloys are also commonly processed through hot-chamber die casting, where the injection system is immersed in the molten alloy.
The hot-chamber process can support efficient repeat production because metal transfer into the die is integrated into the machine cycle.
However, zinc is not automatically the best material for every die cast part.
Designers should also consider:
- Zinc has a higher density than aluminum and magnesium.
- Long-term loads and elevated temperatures may affect dimensional or mechanical performance.
- Corrosive environments may require a suitable coating.
- Very large lightweight structures may favor aluminum or magnesium.
- Low quantities may not justify production tooling.
- Highly critical internal quality may require special process and inspection planning.
For a direct material comparison, review SunOn’s zinc versus aluminum die casting guide.
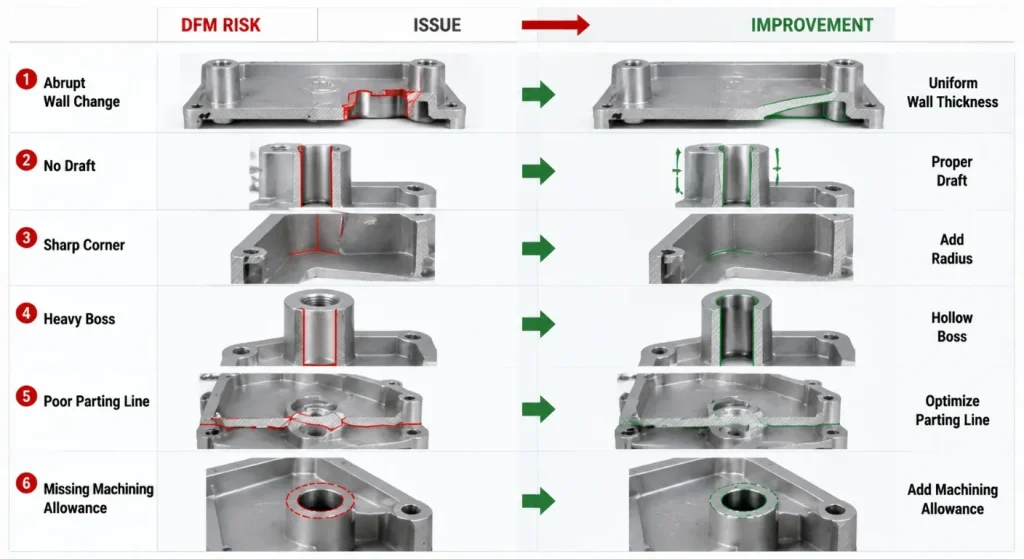
Design Guidelines for Zinc Die Cast Parts
Maintain Controlled Wall Transitions
Abrupt changes from thin to thick sections can affect filling, cooling, shrinkage, surface appearance, and internal quality.
Designers should use:
- Relatively consistent walls
- Gradual transitions
- Ribs for stiffness
- Cored sections instead of unnecessary solid mass
- Local reinforcement only where function requires it
Mechanical properties can also vary with casting thickness and cooling conditions, so a handbook value should not be treated as identical for every component.
Add Suitable Draft
Draft helps the casting release from the steel die without excessive force, scratching, sticking, or deformation.
Required draft depends on:
- Surface depth
- Internal or external geometry
- Alloy
- Texture
- Ejection method
- Dimensional requirements
Use Fillets and Radii
Sharp transitions may interrupt metal flow and create stress concentrations in the casting or fragile edges in the mold.
Suitable radii can improve:
- Filling
- Tool manufacturability
- Ejection
- Casting strength
- Surface finishing
Design Ribs and Bosses Carefully
Ribs can increase stiffness without adding a thick solid section. Bosses support screws, pivots, inserts, bearings, and assembly features.
The IZA zinc die casting design rules note that ribs may be connected to bosses to distribute concentrated loads over a larger area.
Ribs and bosses should be reviewed for:
- Wall connection
- Fillet radius
- Metal flow
- Ejection
- Local thick sections
- Machining access
- Plating appearance
Plan the Parting Line
The parting line influences:
- Flash
- Cosmetic appearance
- Trimming
- Dimensional relationships
- Slide requirements
- Ejection direction
- Mold cost
Visible product surfaces should be identified early so gates, ejector marks, overflows, vents, and parting lines can be located appropriately.
Tooling, Gating, Venting, and Ejection
The mold converts the casting design into a repeatable production process.
It may include:
- Cover and ejector die halves
- Cavity and core inserts
- Slides and moving cores
- Runner and gate system
- Vents and overflows
- Ejector pins
- Cooling channels
- Replaceable core pins
- Trimming tools
The gate and runner system should deliver metal to the cavity without unnecessary turbulence, premature solidification, or poor filling.
Vents and overflows help manage displaced air, initial metal fronts, and filling conditions. They should be designed according to the expected flow path rather than added only after defects appear.
Ejector pins must release the part without excessive marks, bending, or local deformation. Thin cosmetic castings and detailed features may require particularly careful support during ejection.
Tooling strategy is covered more broadly in SunOn’s die casting mold guide.
Hot-Chamber and Other Zinc Casting Routes
Most conventional zinc die castings are produced by the hot-chamber process. The International Zinc Association explains that the hot-chamber system uses an immersed gooseneck to feed molten alloy into the die.
ZA-8 can also be hot-chamber die cast. Higher-aluminum ZA alloys may require different casting routes, including cold-chamber or gravity methods, depending on the specific alloy and project.
The process should be selected according to:
- Exact alloy
- Part size
- Wall design
- Machine availability
- Quantity
- Quality requirements
- Tooling strategy
- Secondary processing
Do not assume that every zinc or zinc-aluminum alloy uses the same machine, mold design, or processing conditions.
Secondary CNC Machining and Assembly
Zinc die casting can produce detailed near-net-shape parts, but selected features may still require machining.
Common secondary operations include:
- Reaming precision bores
- Milling sealing or mounting faces
- Drilling critical holes
- Tapping threads
- Controlling bearing locations
- Removing gate or parting-line material
- Adding inserts
- Mechanical assembly
Cast-in threads may be practical for some designs, while machined threads may be preferred when thread class, alignment, depth, or repeatability is critical.
The part drawing should distinguish:
- As-cast dimensions
- Machined dimensions
- Machining datums
- Machining allowance
- Final inspection requirements
Surface Finishing for Zinc Die Cast Parts
Zinc die castings can support a wide range of decorative and functional finishes.
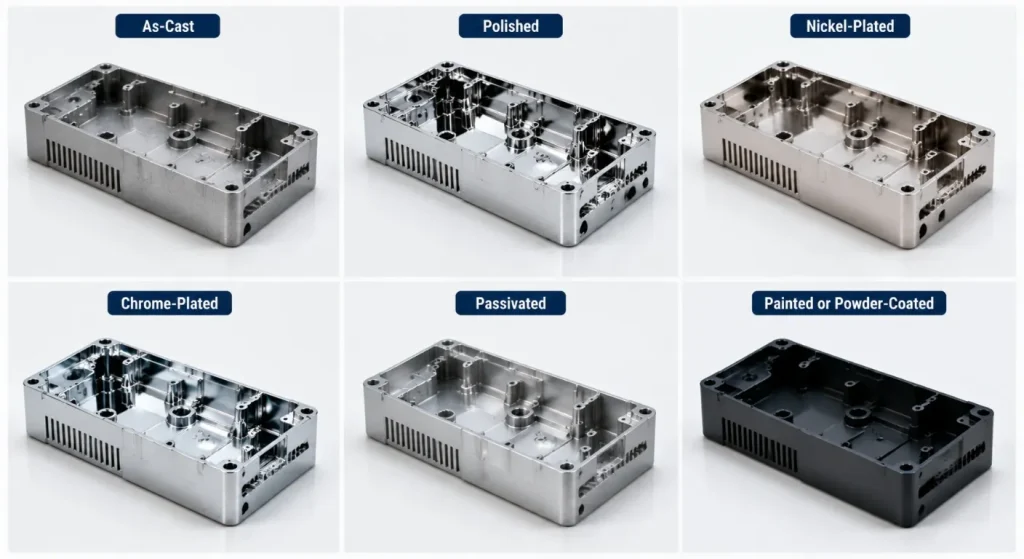
As-Cast and Mechanical Finishing
Depending on the requirement, parts may receive:
- Trimming and deburring
- Tumbling
- Vibratory finishing
- Polishing
- Buffing
- Brushing
- Local sanding
The casting quality before finishing remains important. Plating or painting cannot reliably hide deep flow marks, dents, porosity, or poor parting-line control.
Electroplating
The IZA finishing guide explains that zinc die casting alloys can be polished and plated. Decorative systems may include copper, nickel, chromium, brass, silver, or gold layers according to the appearance and service requirement.
The RFQ should define:
- Plating specification
- Layer system
- Color and gloss
- Corrosion requirement
- Cosmetic zones
- Rack or contact marks
- Thread protection
- Coating thickness
- Adhesion testing
- Approved sample or color standard
Passivation, Painting, and Powder Coating
Chemical conversion or passivation can support corrosion protection with relatively low coating thickness.
Painting and powder coating may also be considered, but surface preparation, outgassing, cure temperature, coating thickness, and masking should be reviewed before quotation.
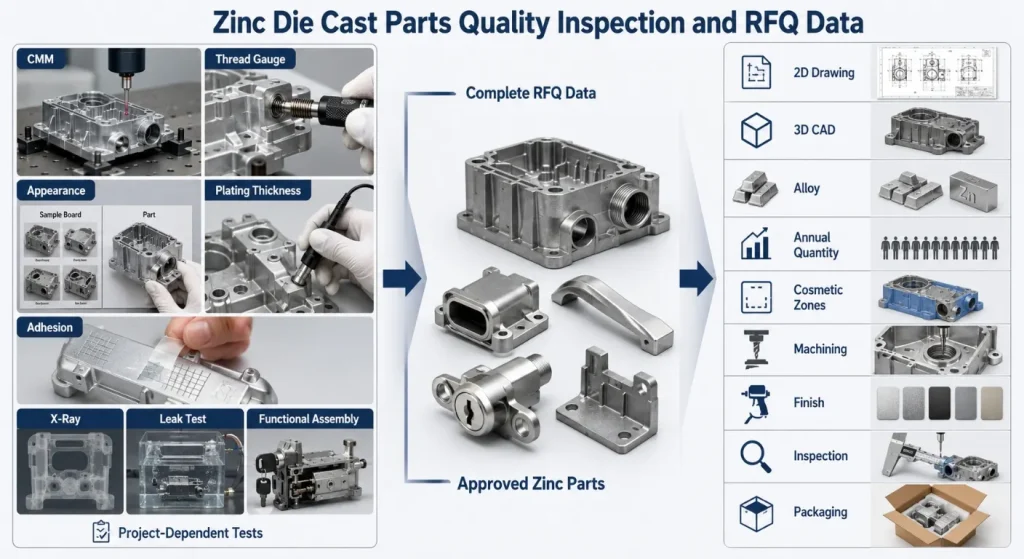
Quality Control for Zinc Die Cast Parts
Inspection should reflect the function and appearance of the component.
Possible controls include:
- Alloy composition verification
- First-article dimensional inspection
- CMM measurement
- Thread and bore gauges
- Flatness inspection
- Visual surface standards
- Plating-thickness measurement
- Adhesion testing
- Corrosion testing when specified
- X-ray or CT for defined internal requirements
- Leak or pressure testing
- Functional assembly testing
- Packaging inspection
Not every part requires every test. The inspection plan should identify the characteristics that affect function, appearance, safety, sealing, assembly, or customer acceptance.
From Part Review to Production
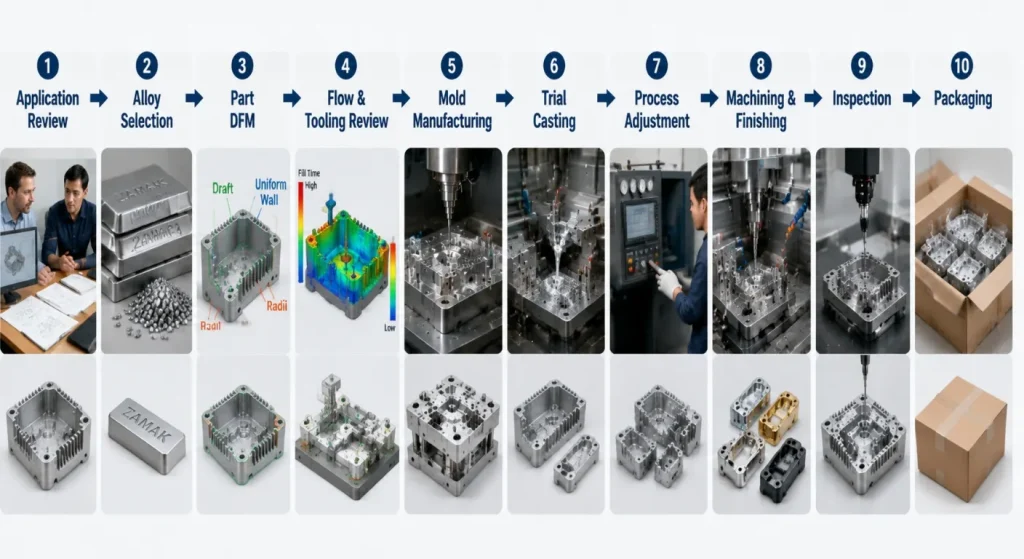
A controlled zinc die cast parts project commonly follows these stages:
- Application Review: Confirm function, environment, loads, appearance, and quantities.
- Alloy Selection: Define the exact zinc alloy and applicable specification.
- Part DFM: Review wall thickness, draft, ribs, bosses, parting line, and machining.
- Flow and Tooling Review: Plan gates, runners, vents, overflows, slides, and ejection.
- Mold Manufacturing: Produce and assemble the die and trimming tools.
- Trial Casting: Evaluate filling, flash, ejection, dimensions, and surface quality.
- Process Adjustment: Refine casting parameters and tooling where required.
- Secondary Processing: Complete machining, polishing, plating, painting, or assembly.
- Inspection: Verify dimensional, cosmetic, coating, and functional requirements.
- Packaging and Delivery: Protect cosmetic surfaces and maintain part identification.
What to Include in a Zinc Die Cast Parts RFQ
Provide:
- Controlled 2D engineering drawing
- 3D CAD model
- Part function and application
- Required zinc alloy
- Annual and lifetime quantities
- Critical dimensions and GD&T
- Cosmetic surfaces
- Wall and weight targets
- Cast-in and machined features
- Threads and inserts
- Plating, painting, or coating requirements
- Corrosion and adhesion requirements
- Inspection and reporting requirements
- Assembly and functional testing
- Packaging and labeling
- Target production location
- Delivery destination and schedule
For broader supplier-evaluation factors, review SunOn’s die cast parts manufacturer guide.
Frequently Asked Questions About Zinc Die Cast Parts
1. Which Zinc Alloy Is Best for Die Cast Parts?
Zamak 3 is a practical starting point for many general components. Zamak 5, Zamak 7, ZA-8, and other grades should be selected when the project requires different strength, fluidity, wear, dimensional, or processing characteristics.
2. Are Zinc Die Cast Parts Stronger Than Aluminum Parts?
The answer depends on the alloy, wall thickness, temperature, loading, and part geometry. Zinc alloys can provide useful strength, stiffness, and impact performance, while aluminum offers lower density and may be better for larger lightweight or higher-temperature components.
3. Can Zinc Die Cast Parts Have Thin Walls?
Zinc alloys can fill relatively detailed and thin sections, but there is no universal minimum wall thickness. Part size, flow length, alloy, gate design, machine capacity, ribs, cosmetic requirements, and filling conditions must be reviewed together.
4. Do Zinc Die Cast Parts Always Need Plating?
No. Some parts can remain as cast or use conversion coating, painting, or powder coating. Plating is commonly selected for decorative appearance, corrosion protection, wear, electrical contact, or a specific product finish.
5. Can Threads Be Cast Directly Into Zinc Parts?
Some threads and threaded features can be formed during casting, but critical threads may still require tapping, thread chasing, inserts, or secondary machining. Thread class, load, alignment, plating thickness, and assembly frequency should guide the decision.
6. What Information Is Needed for a Zinc Die Casting Quote?
Provide 2D and 3D files, alloy, quantities, critical dimensions, cosmetic zones, machining, threads, finish, coating tests, inspection, assembly, packaging, and delivery requirements. Clearly distinguish as-cast and post-machined features.
Conclusion
Reliable zinc die cast parts begin with the correct alloy, a castable design, and clearly defined cosmetic and functional requirements.
Zamak 3 supports many general applications, while Zamak 5, Zamak 7, ZA-8, and other alloys address different combinations of strength, fluidity, wear, and production requirements. No alloy should be selected by name alone.
Wall transitions, draft, ribs, bosses, parting lines, gates, vents, ejection, machining allowances, and finishes should be planned as one system.
To request a project review, contact SunOn with your drawings, alloy, quantities, critical dimensions, cosmetic standards, finishes, inspection, and packaging requirements.