
What Defects Occur in 2K Injection Molding and How to Fix Them
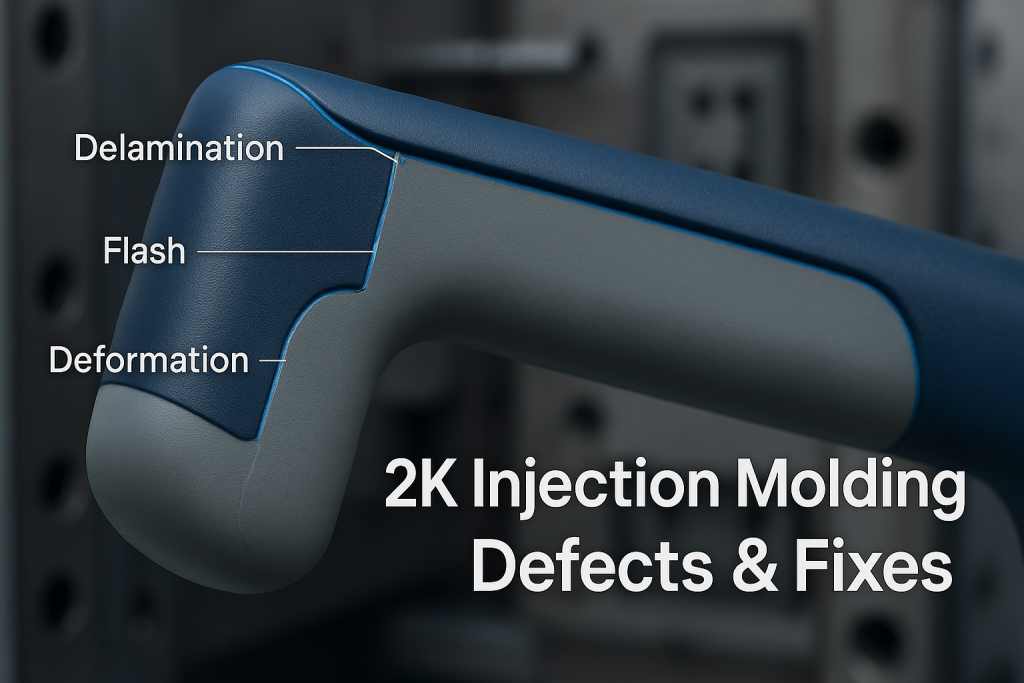
The most common defects in 2K injection molding are poor adhesion between materials, flashing of the overmold, and deformation of the substrate. These issues can compromise the function, appearance, and safety of the final product. With decades of experience troubleshooting complex multi-material projects, our team has learned that these problems almost always stem from issues in one of three areas: material selection, process control, or mold design. Successfully manufacturing two-shot parts requires mastery over all three of these domains.
This guide provides a detailed look at the most frequent defects encountered in the 2K molding process. We will explain the root causes behind each issue and offer practical, actionable solutions to prevent them from occurring. By understanding why a defect happens, engineers and technicians can implement targeted corrections. This knowledge helps move from a reactive troubleshooting approach to a proactive process of prevention, ensuring high-quality parts from the very start.
The Critical Defect: Poor Adhesion or Delamination
The single most critical defect in 2K molding is poor adhesion. This is also known as delamination. It occurs when the chemical or mechanical bond between the substrate and the overmold fails. A strong bond is the entire purpose of the process. A failure here means the part has not been successfully manufactured and cannot perform its intended function.
What Does Poor Adhesion Look Like?
A part with poor adhesion will show clear signs of separation between the two materials. The overmolded layer may be peeling away at the edges. In some cases, it can be lifted off with minimal force. Bubbles or blisters may appear at the interface, indicating pockets where the materials have not fused together. In destructive testing, the bond will fail cleanly at the interface instead of causing the material itself to tear.
Why Does Delamination Happen?
There are three primary causes of poor adhesion. The most common is an incorrect choice of materials. As detailed in guides for 2k injection molding materials, not all plastics are chemically compatible. Attempting to bond two incompatible polymers will always result in a weak or non-existent bond.
The second major cause is improper processing conditions. For a chemical bond to form, the molten overmold material must be hot enough to partially re-melt the surface of the solid substrate. If the substrate is too cold or the overmold's melt temperature is too low, this fusion will not occur.
Finally, contamination can completely prevent a bond from forming. Any foreign substance on the substrate's surface—such as mold release agents, oils, grease, or even moisture—will act as a barrier between the two materials.
How Can You Fix Poor Adhesion?
The first step is to verify that the selected materials are compatible. Conduct a simple bond test or consult the material supplier's technical data sheets. If the materials are correct, the next step is to optimize the processing parameters. Increase the melt temperature of the overmold material and the mold temperature of the substrate side. This promotes better fusion at the interface. Lastly, ensure that all materials are dried to the manufacturer's specifications before molding and that the mold surfaces are impeccably clean.
How to Prevent Flashing of the Overmold
Flashing is a common defect where the second material, the overmold, escapes its intended boundaries. This results in a thin, unwanted film of plastic along the part's edge. Flash is not only a cosmetic issue; it can also interfere with the assembly and function of the part. It must be removed in a secondary operation, which adds cost and time to the process.
What Causes the Overmold to Flash?
Flash is fundamentally caused by a gap that allows molten plastic to escape the cavity. In 2K molding, this gap usually appears at the shut-off line. This is the area where the mold steel seals against the substrate to contain the second shot. If the shut-off edges in the mold are worn, damaged, or poorly designed, they will not seal properly.
Another common cause is excessive injection pressure or speed during the second shot. If the material is injected too forcefully, it can push the substrate away from the mold wall or even force the mold halves apart slightly, creating a gap. Similarly, if the substrate itself is warped or dimensionally unstable, it will not sit flush in the second cavity, leaving a path for flash to occur. The general principles of 2K Injection Molding emphasize the need for precision at this stage.
How Do You Stop Flashing?
Preventing flash starts with the mold itself. Regular mold maintenance is crucial to ensure that the shut-off surfaces remain sharp and undamaged. If the problem persists, the shut-off design may need to be improved. The next step is to adjust the process parameters. Reduce the injection pressure and speed for the second shot to the lowest levels that still produce a complete part. Finally, inspect the substrate for any warping or dimensional issues. Ensuring the first-shot part is perfect is a prerequisite for a perfect second shot.
Substrate Deformation: Why the First Shot Fails
The substrate is the foundation of a 2K part. It must be strong enough to withstand the heat and pressure of the second injection shot. When the substrate deforms during this second step, it can lead to a variety of other defects, including flash, dimensional inaccuracies, and a weak bond.
Identifying Substrate Deformation
Deformation can manifest in several ways. The substrate may be physically crushed or bent by the pressure of the overmold injection. In other cases, the hot molten plastic of the second shot can cause the substrate's surface to melt excessively, leading to a loss of detail or a distorted shape. The part may also warp due to the combined shrinkage forces of both materials.
Root Causes of a Deformed Substrate
The most common cause is a poor part design where the substrate walls are too thin or lack proper support features like ribs. A thin, flexible substrate simply cannot resist the forces of the second injection. Another key cause is an excessively high melt temperature for the overmold material. If the second shot is too hot, it will act like a cutting torch on the first shot. Lastly, insufficient cooling time for the substrate can be a factor. If the first part is not fully solidified before being moved to the second station, it will be too soft to handle the subsequent injection. The entire 2k injection molding process relies on a stable substrate.
Solutions for a Stable Substrate
The first line of defense is robust part design. Ensure the substrate has sufficient and uniform wall thickness. If thin walls are unavoidable, they must be supported with well-placed ribs or gussets. On the processing side, reduce the melt temperature of the overmold material as much as possible. It only needs to be hot enough to create a bond, not to completely melt the substrate. Also, try increasing the cooling time for the first shot to allow the substrate to build more strength before the overmolding step.
Addressing Cosmetic Defects in 2K Parts
Beyond the major functional defects, 2K parts can suffer from a range of cosmetic issues. These include sink marks, voids, flow marks, and weld lines. While these may not cause the part to fail, they can make it unacceptable for consumer-facing products. These are often a concern in parts like Soft Touch Grips 2K Molding, where appearance and feel are paramount.
Checklist for Improving Cosmetic Finish
Cosmetic defects almost always relate to how the molten plastic flows into and cools within the mold. By systematically reviewing the part design and process parameters, most of these issues can be eliminated. A good part design is the best starting point for a high-quality finish, as explained in general guides about injection moulding.
- Uniform Wall Thickness: This is the most important rule. Redesign the part to eliminate thick, bulky sections and use ribs for support instead. This is the best way to prevent sink marks and voids.
- Gate Location: Position gates to fill the thickest sections first and in areas that are not cosmetically critical. This can help hide blemishes and optimize the placement of weld lines.
- Injection Speed: Adjusting the injection speed can solve many issues. A slower speed can prevent jetting and flow marks, while a faster speed can help reduce the visibility of weld lines.
- Melt Temperature: Increasing the material's melt temperature lowers its viscosity, helping it flow more easily. This can improve the quality of weld lines and surface finish.
- Packing Pressure: Once the part is filled, a higher packing pressure can force more material into the cavity to compensate for shrinkage, reducing sink marks.
- Venting: Trapped air in the mold can cause burns and incomplete filling. Ensure vents are present and clear at the end of the flow path to allow air to escape.
The Challenge of Color Bleeding
Color bleeding is a defect unique to multi-material molding. It can ruin the aesthetic of a part by creating a messy, undefined boundary between the two colors. This is a common point of comparison in discussions of 2k injection molding vs overmolding.
What is Color Bleeding?
This defect occurs when the pigment from one material migrates, or "bleeds," into the adjacent material. This results in a hazy, discolored zone along the bond line. It is most noticeable when a dark or vibrant color is molded against a white or light-colored material.
Why Does Color Bleeding Occur?
The root cause is a chemical interaction between the colorant package and the polymer resins. Some pigments are not stable at high temperatures and can sublimate, turning into a gas that then gets absorbed by the other material. In other cases, the carrier base used for the pigment may be partially soluble in the other polymer, allowing it to migrate across the boundary.
How to Prevent Color Bleeding
Preventing color bleeding is primarily a material science challenge. The best solution is to work directly with your material and colorant suppliers. They can recommend pigment packages that are specifically formulated to be stable and non-migratory when used with your chosen pair of polymers. On the processing side, running the melt temperatures at the lowest possible point that still achieves a good bond can help reduce the chances of the pigment sublimating.
Frequently Asked Questions
You should always start by optimizing the machine settings. Changing materials is a costly and time-consuming process, while adjusting process parameters can be done immediately. Create a systematic checklist. First, verify that the materials are being properly dried. Second, check the melt and mold temperatures to ensure they are within the recommended range for forming a bond. Third, analyze the injection pressure and speed.
Yes, this is a common and frustrating scenario. It is often caused by a poorly designed runner and gate system. If the gate is too small, the processor may have to use extremely high injection pressure to force material into the cavity. This high pressure can cause the mold to flex near the gate, leading to flash.
Absolutely. A substrate can be dimensionally perfect and cosmetically flawless but still be the cause of a major defect in the final 2K part. If the substrate is not given enough time to cool, it will be too soft to withstand the second shot, leading to deformation.
Moisture is detrimental to both stages of the process. In the first shot, wet material will cause splay marks (silver streaks) on the surface and can make the substrate brittle and weak. This moisture can also vent to the surface of the substrate as it cools. During the second shot, this surface moisture turns to steam when the hot overmold material flows over it.