
AI Server Cold Plates: Precision CNC Manufacturing from SunOn
As AI servers use increasingly powerful GPUs, CPUs, and accelerators, more heat must be removed from a smaller area. A precision-manufactured AI server cold plate helps transfer that heat from the processor package into a liquid cooling loop.
SunOn provides drawing-based CNC manufacturing for custom server cold plate components. We support engineering review, functional prototypes, low-volume builds, surface finishing, dimensional inspection, and repeat production. Send us your 2D drawings, 3D CAD files, material requirements, and quantity to receive a manufacturing review and quotation.
Custom AI Server Cold Plate Manufacturing at SunOn
SunOn manufactures custom cold plates according to customer-supplied designs and technical requirements. Our service is suitable for companies developing liquid-cooled AI servers, GPU systems, CPU platforms, accelerator boards, and other high-density computing hardware.
Depending on the approved design, we can review and manufacture features such as:
- Internal cooling channels, cavities, and machined pockets
- Processor contact surfaces
- Flat sealing faces
- Threaded inlet and outlet ports
- Mounting holes, counterbores, and datum features
- Fastener and insert locations
- Multi-face machined geometry
- Surface treatment and masking requirements
- Critical dimensions requiring inspection
Typical project deliverables may include CNC-machined cold plate bodies, matching cover components, prototype parts for assembly validation, pilot quantities, and repeat-production components.
Our role is to manufacture the component according to the approved design. Flow targets, pressure-drop limits, thermal resistance, coolant conditions, and system-level performance requirements should be provided by the customer or cooling-system designer.
What to Include in an AI Server Cold Plate RFQ
A complete RFQ helps our engineering team evaluate machinability, inspection requirements, production steps, and quotation accuracy.
| RFQ Input | What to Provide | Why SunOn Needs It |
|---|---|---|
| 3D CAD model | Complete component geometry | Supports tool-access, setup, and machining review |
| 2D manufacturing drawing | Critical dimensions, tolerances, GD&T, threads, and notes | Defines production and inspection requirements |
| Processor interface | Contact area, mounting pattern, and keep-out zones | Helps verify fit and interface geometry |
| Cooling channels | Channel width, depth, radii, and routing | Allows manufacturability and tool-access review |
| Ports | Inlet and outlet positions, thread standards, and fitting details | Prevents connection and assembly conflicts |
| Material | Alloy, temper, or material specification | Supports sourcing and machining-process selection |
| Coolant requirements | Coolant type and wetted-material restrictions | Helps identify material and finish compatibility concerns |
| Surface treatment | Anodizing, plating, coating, masking, or roughness requirements | Defines secondary operations and final dimensions |
| Quantity | Prototype, pilot, or production volume | Affects setup, manufacturing route, and quotation |
| Inspection requirements | Critical features, sampling level, and report format | Defines the quality-control plan |
| Testing requirements | Leak, pressure, flow, or thermal criteria | Allows SunOn to confirm the available project scope |
For an efficient review, submit both the 3D model and 2D drawing. The model should define the geometry, while the drawing should identify critical tolerances, datum references, thread details, surface conditions, and inspection requirements.
Precision Features That Matter in a Server Cold Plate
Cold plate performance depends on the original thermal design, but reliable manufacturing requires precise control of the mechanical features that connect the cold plate to the processor, coolant loop, and server assembly.
Contact-Surface Flatness and Surface Finish
The contact surface interfaces with the GPU, CPU, or accelerator package. Its dimensional requirements should be clearly defined rather than left as a general “precision surface” note.
Important drawing details may include:
- Contact-area dimensions
- Flatness tolerance
- Parallelism to the opposite face
- Surface roughness
- Datum references
- Finished thickness
- Mounting-hole position relative to the contact area
- Whether dimensions apply before or after surface treatment
SunOn reviews these requirements through its precision CNC machining services. Achievable tolerance depends on the part size, material, wall thickness, geometry, machining sequence, finish, and inspection method. A single tolerance value should not be applied to every feature unless the design genuinely requires it.
Cooling Channels, Pockets, and Tool Access
Cooling channels may create machining challenges when they contain narrow widths, deep sections, sharp internal corners, thin walls, or difficult transitions between multiple faces.
During DFM review, relevant factors include:
- Channel width and depth
- Internal corner radii
- Cutter access
- Pocket depth
- Tool reach and rigidity
- Chip evacuation
- Wall thickness between adjacent channels
- Risk of distortion during material removal
- Alignment between channels and ports
- Features requiring more than one machining setup
Sharp internal corners may need to be changed to machinable radii. Deep, narrow channels can require smaller or longer tools, which may affect machining stability and achievable surface quality. These concerns should be resolved before prototype production.
Ports, Threads, Mounting, and Sealing Features
Inlet ports, outlet ports, mounting holes, and sealing features must align with the wider server cooling assembly.
The drawing should specify:
- Port positions and orientations
- Thread type, size, depth, and class
- Counterbore and countersink dimensions
- Mounting-hole patterns
- Positional tolerances
- Sealing-face dimensions
- Groove geometry where applicable
- Insert or fastener requirements
- Clearance for tools and final assembly
Where features appear on several faces, multi-axis machining may reduce repositioning or improve access. SunOn evaluates the suitable setup according to the complete component geometry.
Material and Surface-Treatment Decisions
Aluminum is commonly considered for cold plate components because it combines relatively low weight, machinability, and thermal conductivity. SunOn supports aluminum CNC machining for parts containing pockets, channels, mounting features, threads, and critical surfaces.
Copper may be considered when higher thermal conductivity is required, but it can introduce different machining, weight, corrosion, coating, and cost considerations. Material selection should be based on the complete cooling-loop design rather than conductivity alone.
| Buyer Priority | Material or Finish Discussion | Manufacturing Consideration |
|---|---|---|
| Lower weight | Aluminum alloy | Confirm alloy, temper, finish, and coolant compatibility |
| Higher conductivity | Copper or a copper-based design | Confirm machining and any coating or joining requirements |
| Corrosion resistance | Compatible plating, anodizing, or coating | Define masking and wetted-surface requirements |
| Precise interface | Controlled material and surface finish | Specify flatness, roughness, and inspection condition |
| Stable final dimensions | Post-treatment dimensional control | State whether tolerances apply before or after finishing |
Wetted materials should be compatible with the selected coolant and the other metals in the loop. Mixed materials, unsuitable treatments, or exposed surfaces may increase corrosion risk.
Surface treatment can also change finished dimensions. Drawings should therefore identify masked areas, coating thickness requirements, contact surfaces, threaded features, sealing regions, and dimensions that must be inspected after treatment.
From Drawing Review to Prototype and Production

SunOn follows a structured manufacturing process to move a custom server cold plate from submitted files to inspected parts.
- RFQ and file review
The customer provides 2D drawings, 3D CAD files, material, quantity, finish, and technical requirements. - Manufacturability review
Our engineering team reviews channels, pockets, wall thicknesses, ports, threads, critical surfaces, tolerances, and tool access. - Material and process confirmation
The material grade, CNC machining route, setups, finishing requirements, and inspection scope are confirmed. - Programming and workholding preparation
Tool paths, fixtures, datum locations, and machining sequences are prepared according to the approved design. - Precision machining
CNC milling, drilling, tapping, and multi-face operations are completed as required. - Surface treatment and secondary operations
Approved anodizing, plating, coating, masking, or other specified processes are coordinated where applicable. - Dimensional inspection
Critical features are checked according to the drawing and agreed inspection plan. - Prototype approval or production
Prototype feedback can be incorporated before pilot or repeat production.
For projects still in development, SunOn also provides custom CNC machining for functional prototypes. A prototype can help verify mechanical fit, port placement, mounting alignment, assembly access, and manufacturability before a larger order is released.
Inspection and Validation Scope
Cold plate manufacturing may involve several different levels of verification. These should be defined separately in the RFQ.
| Verification Level | Possible Scope | Responsibility |
|---|---|---|
| Dimensional inspection | Overall dimensions, flatness, hole position, threads, channel features, and surface requirements | Completed according to the approved drawing and inspection plan |
| Leak or pressure testing | Buyer-defined pressure, duration, medium, and acceptance criteria | Availability and method must be confirmed before quotation |
| Thermal validation | Flow rate, pressure drop, coolant temperatures, component temperatures, and thermal resistance | Usually defined by the customer or system-level thermal designer unless separately agreed |
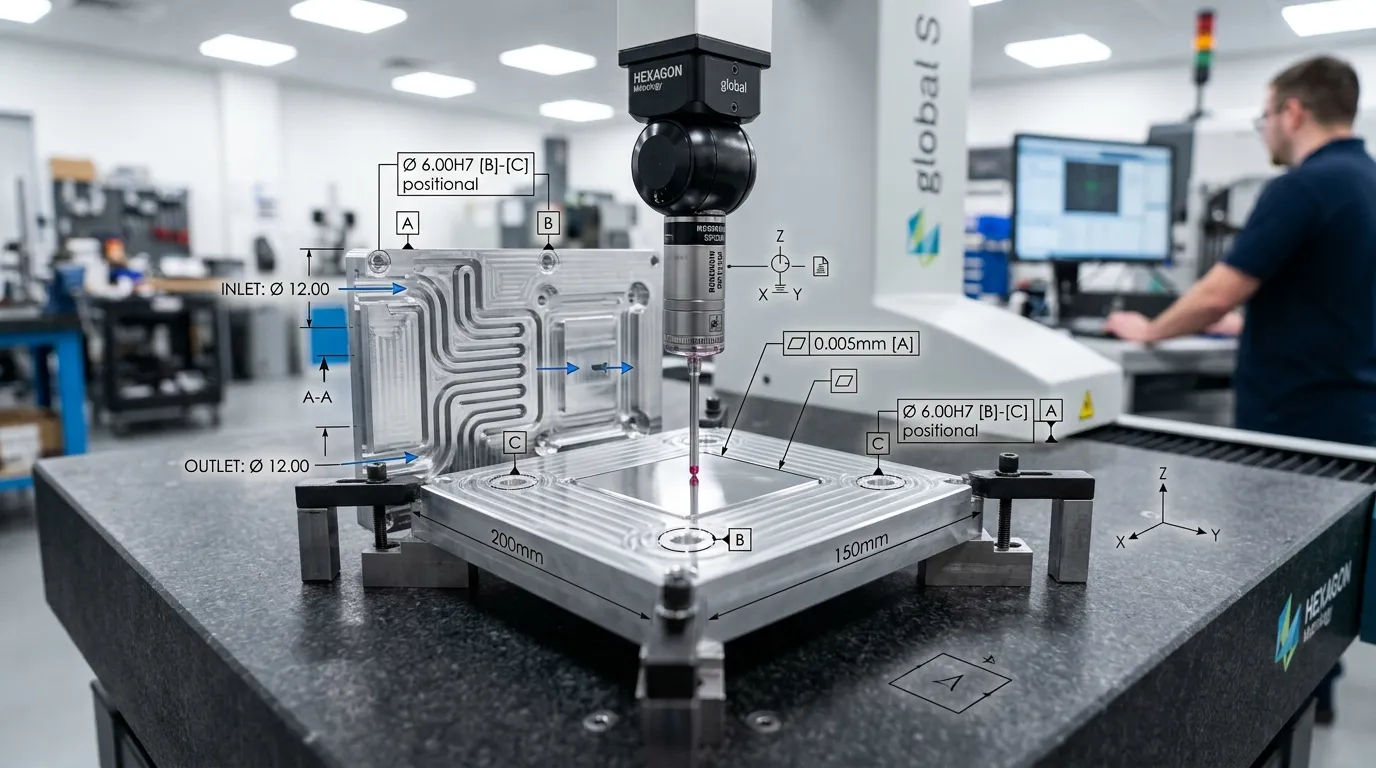
SunOn can use dimensional inspection equipment such as CMMs and standard measuring tools to verify specified features. Customers should identify which dimensions require reporting and whether they need a standard inspection record, full dimensional report, or another agreed format.
Dimensional accuracy alone does not confirm coolant sealing or thermal performance. If leak, pressure, flow, or thermal testing is required, include the test method and acceptance criteria in the RFQ so that SunOn can confirm the available scope.
Why Work With SunOn for Custom Cold Plate Components?
SunOn has provided custom manufacturing services since 1997. Our operation covers product development support, rapid prototyping, CNC machining, mold making, plastic injection molding, metal fabrication, surface finishing, assembly, and production.
For AI server cold plate projects, buyers can access:
- Drawing and manufacturability review
- Precision milling, drilling, and tapping
- Aluminum and other machinable material options
- Functional prototype support
- Low-volume and repeat production
- Surface-treatment coordination
- Dimensional inspection
- Wider manufacturing support for related custom components
This integrated capability is useful for projects that may include more than one machined part or require support beyond the first prototype. All tolerances, finishes, tests, documentation, and production requirements are confirmed according to the individual project rather than treated as universal specifications.
Frequently Asked Questions
What files are required for an AI server cold plate quotation?
Provide a 3D CAD model and a controlled 2D manufacturing drawing. The drawing should include material, critical dimensions, tolerances, GD&T, thread details, surface finish, treatment requirements, quantity, and inspection criteria. Include coolant, pressure, flow, or testing requirements when they affect manufacturing scope.
Can SunOn manufacture custom GPU and CPU cold plates?
SunOn can review drawing-based cold plate components intended for GPUs, CPUs, and other processor packages. Manufacturing feasibility depends on the channel geometry, material, wall thickness, contact surfaces, ports, tolerances, finish, testing requirements, and order quantity.
Which materials can be used for server cold plates?
Aluminum and copper are common material categories for cold plate designs. The appropriate choice depends on conductivity, weight, machinability, corrosion behaviour, coolant compatibility, surface treatment, and the wider cooling loop. SunOn confirms material availability and manufacturing feasibility during quotation.
What tolerances can SunOn achieve on cold plate components?
Tolerance capability depends on the specific feature, part dimensions, material, geometry, wall thickness, setup, surface treatment, and inspection method. Mark only genuinely critical dimensions with tight tolerances and submit the drawing for a feature-level review.
Can I order a functional prototype before production?
Yes. SunOn supports CNC-machined prototypes for fit, assembly, mounting, port-location, and manufacturability evaluation. Prototype feedback can be incorporated before pilot or repeat production quantities are released.
Does SunOn provide leak, pressure, or thermal testing?
Testing must be reviewed for each project. Submit the required test medium, pressure, duration, flow conditions, equipment standard, and acceptance criteria with the RFQ. SunOn will confirm which testing services can be included. Do not assume that dimensional inspection includes leak or thermal validation.
Can critical dimensions be inspected after surface treatment?
Yes, when post-treatment inspection is specified and agreed. The drawing should identify which dimensions apply after anodizing, plating, coating, or another finish. Masking requirements and expected treatment thickness should also be clearly defined.
Request a Quote for Your AI Server Cold Plate
Send SunOn your 2D drawing, 3D CAD model, material specification, order quantity, critical tolerances, surface finish, port details, inspection requirements, and any leak or pressure-test criteria. Our engineering team will review the geometry, machining requirements, production stage, and quality scope before preparing your quotation.