
CNC Machined Liquid Cooling Plates | Precision Manufacturing at SunOn
SunOn manufactures custom CNC machined liquid cooling plates from customer-supplied drawings and 3D CAD models. Each project is reviewed around the features that directly affect fit, sealing, assembly, and thermal contact, including coolant channels, flat contact faces, sealing grooves, threaded ports, mounting holes, and datum relationships.
Our team supports drawing review, DFM feedback, material selection, CNC machining, surface finishing, and dimensional inspection planning. Prototype, low-volume, and repeat-production requirements can be evaluated based on the part geometry, tolerances, quantity, and application.
Send your 2D drawing and 3D CAD model to SunOn for a manufacturability review and quotation.
Custom CNC Machined Liquid Cooling Plates from SunOn
A liquid cooling plate is not simply a flat aluminum component. Different areas of the part perform different functions, and each one may require its own machining and inspection approach.
Depending on the design, SunOn can review cooling plate projects containing:
- Milled coolant channels
- Thermal contact surfaces
- Inlet and outlet ports
- Sealing grooves
- Threaded holes
- Mounting holes and counterbores
- Datum faces
- Multi-face features
- Assembly interfaces
- Surface-treatment requirements
Our service begins with the customer’s design data. We review the 3D model, technical drawing, material, quantity, critical dimensions, finishing requirements, and inspection expectations before confirming the manufacturing route.
SunOn’s wider precision CNC machining services support drawing-based components that require controlled dimensions, multiple setups, finishing, and documented inspection requirements.
Project support may include:
- CAD and drawing review
- Design for manufacturability feedback
- Aluminum material discussion
- CNC milling and multi-axis process evaluation
- Prototype and small-batch machining
- Deburring and surface finishing
- Dimensional inspection planning
- Assembly-related manufacturing support
- Prototype-to-production planning
Cold-plate-specific testing, joining, or cleanliness requirements should be included in the RFQ so their availability and acceptance criteria can be confirmed before production.
Why Tight-Tolerance Features Matter in a Liquid Cooling Plate
The drawing should identify which features are function-critical. Applying unnecessarily tight tolerances to the entire component can increase machining and inspection costs without improving performance.
Thermal Contact Surface
The thermal contact face must match the surface it will sit against. Its flatness, roughness, size, and relationship to the mounting features should be defined on the drawing.
Local flatness across the functional contact area may be more important than a general flatness requirement applied to the entire plate. The machining sequence, fixture pressure, material condition, and surface treatment can also affect the final result.
The inspection method should therefore be agreed upon before production, especially when the requirement applies after anodizing or another finish.
Coolant Channels and Burr-Sensitive Edges
Channel width, depth, corner radius, wall thickness, and tool access all influence manufacturability. Deep or narrow channels may require smaller tools, longer machining time, additional setups, or design changes.
Sharp internal corners cannot normally be produced with a standard rotating cutter. A practical tool radius should be included unless another manufacturing method has been confirmed.
Burrs around channels can interfere with sealing, cleanliness, or assembly. Channel edges and internal transitions should be included in the deburring and inspection plan rather than treated as non-functional cosmetic areas.
Sealing Grooves and Sealing Faces
A sealing groove must be evaluated together with the intended gasket, O-ring, cover, joining method, coolant, and operating pressure.
Important drawing details may include:
- Groove width and depth
- Corner radius
- Positional tolerance
- Surface condition
- Seal material
- Mating-part geometry
- Test pressure
- Leakage acceptance criteria
Dimensional accuracy alone does not prove that the assembled plate will meet a leakage requirement. Any pressure or leak testing must be defined and confirmed during quotation.
Ports, Threads, Holes, and Mounting Features
Coolant ports and mounting features affect both fluid connections and final assembly. The drawing should clearly define thread standards, hole depth, port position, perpendicularity, counterbores, inserts, and datum references.
Where several faces are machined in different setups, SunOn reviews how those features relate to one another and whether the requested position can be inspected reliably.
| Functional Feature | Manufacturing Concern | Information Needed from Buyer | Possible Verification |
|---|---|---|---|
| Thermal contact surface | Flatness, roughness, distortion | Contact area and drawing callouts | Flatness and dimensional inspection |
| Coolant channel | Width, depth, radius, burrs, tool access | Channel geometry and critical zones | Visual and dimensional inspection |
| Sealing groove | Position, depth, surface condition | Seal design and acceptance criteria | Dimensional inspection |
| Coolant port | Thread, position, sealing interface | Thread standard and fitting details | Thread and position checks |
| Mounting hole | Assembly alignment | Hole tolerance and datum scheme | Positional inspection |
| Finished surface | Coating buildup and masking | Final-dimension requirements | Post-finish inspection |
CNC Machining Versus Casting for Liquid Cooling Plates
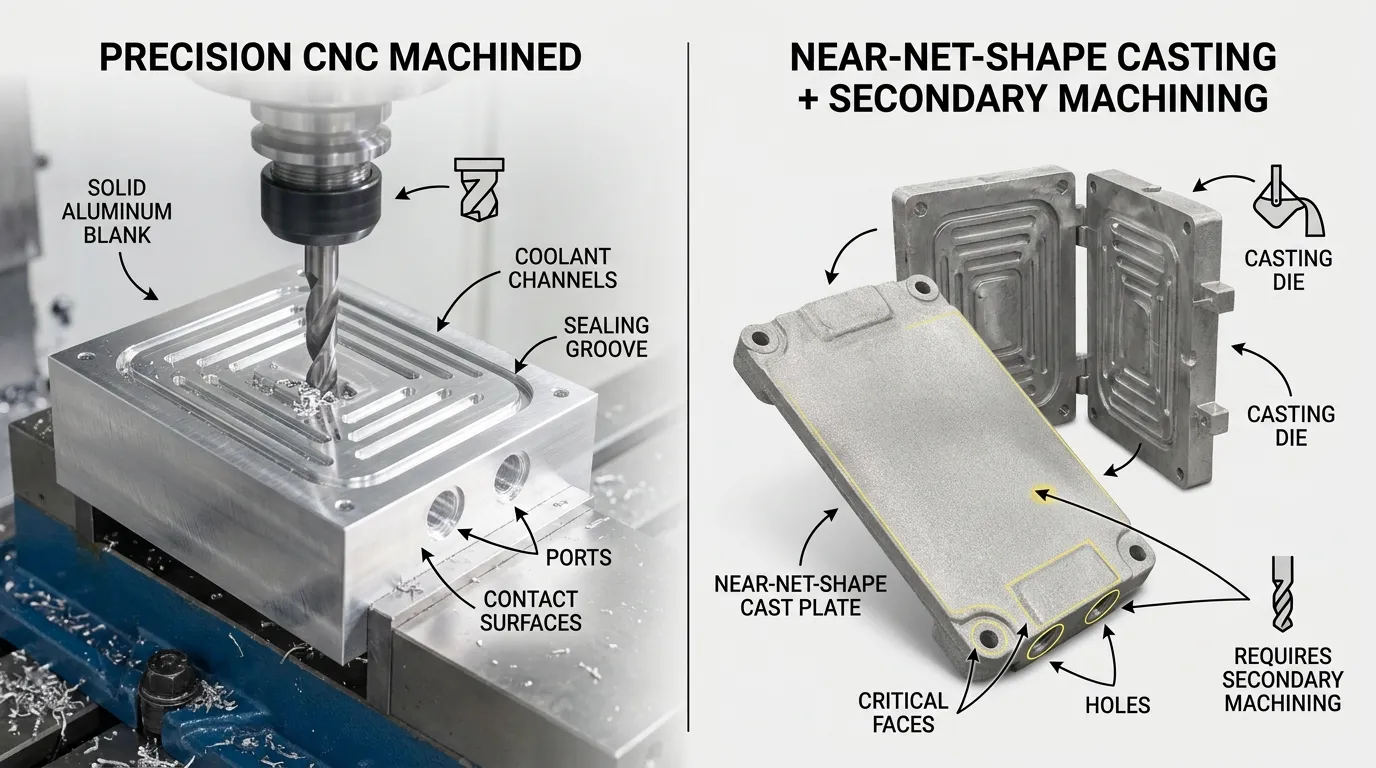
CNC machining is often suitable when the design is still changing, production volume is limited, or critical features need direct machining control. Casting may become more economical once the design and volume are stable.
| Decision Factor | CNC Machining | Die Casting |
|---|---|---|
| Upfront tooling | No dedicated casting die required | Tooling and die development required |
| Design changes | Drawings and programs can be revised | Tool changes may add cost and time |
| Prototype suitability | Suitable for functional prototypes | Usually less practical for early low-volume validation |
| Feature production | Channels, grooves, ports, and faces can be machined when accessible | Critical surfaces may still require secondary machining |
| Unit economics | More machining time per component | Can become economical at sufficient volume |
| Material use | Greater material removal | Near-net-shape production can reduce machining |
| Tolerance-sensitive areas | Controlled directly through machining and inspection | Casting variation must be considered |
| Best-fit stage | Prototype, low volume, evolving designs | Stable designs and higher-volume production |
CNC machining is not automatically better for every project. A casting route may reduce unit cost at higher quantities, while CNC machining may remain necessary for thermal contact faces, sealing areas, threaded ports, or mounting interfaces.
SunOn reviews expected volume, design stability, tolerance requirements, and secondary operations before recommending a route. Our aluminum CNC machining services provide additional information about aluminum grades, finishes, tolerances, and production considerations.
SunOn’s CNC Manufacturing Process for Cooling Plate Projects

1. RFQ and Requirement Review
The review starts with the available design and project information:
- 3D CAD model
- Annotated 2D drawing
- Material and grade
- Prototype or production quantity
- Critical dimensions
- Flatness and roughness requirements
- Port and thread specifications
- Surface finish
- Inspection requirements
- Functional testing requirements
- Delivery destination and schedule
2. DFM and Risk Review
SunOn checks tool access, channel geometry, corner radii, wall thickness, datum structure, sealing features, finishing allowance, and inspection feasibility.
The review also separates functional tolerances from non-critical dimensions. This helps avoid unnecessary machining operations while keeping the important features under control.
3. Material and Process Confirmation
The material grade, machining sequence, fixture strategy, number of setups, finishing route, and inspection plan are confirmed before production.
Multi-axis machining may be considered when features appear on several faces or when reducing setups could improve positional control. The final route depends on the actual geometry.
4. CNC Programming, Setup, and Machining
The approved model and drawing are translated into machining operations. Fixture and datum planning are especially important for large flat surfaces, thin walls, channels, sealing grooves, and features positioned across different faces.
Critical dimensions may be checked during machining so that errors are identified before later operations add more cost.
5. Deburring, Cleaning, and Surface Finishing
After machining, burr-sensitive areas such as channels, sealing faces, ports, and holes require careful attention.
Available finishing should be confirmed for each project. Requirements may include an as-machined surface, bead blasting, anodizing, coating, masking, or another specified treatment. Dimensions that must be accepted after finishing should be clearly marked.
6. Inspection and Project-Defined Testing
Inspection may cover:
- Overall dimensions
- Flatness
- Hole and port positions
- Sealing-groove dimensions
- Thread specifications
- Surface condition
- Drawing-defined GD&T
- Material or inspection documentation
Leak, pressure, flow, cleanliness, or thermal tests are project-specific. The required method, test condition, and acceptance standard must be provided so SunOn can confirm availability in the quotation.
Aluminum and Other Material Considerations
Aluminum is commonly considered for cooling plates because it combines machinability, low weight, and thermal performance. However, the correct grade depends on the operating environment, coolant, mechanical requirements, finishing process, and cost target.
6061 may be suitable for many machined components, but it should not be selected automatically. The buyer should provide the required grade or the performance conditions that the material must meet.
Copper or other materials should only be specified after confirming machinability, corrosion behavior, finishing, joining, weight, and project cost.
| Material Decision | Buyer Should Specify | Manufacturing Impact |
|---|---|---|
| Aluminum grade | Required grade or performance need | Machinability, strength, corrosion resistance |
| Coolant environment | Coolant and operating conditions | Material and finish compatibility |
| Surface finish | As-machined, anodized, coated, or other | Appearance, protection, and dimensions |
| Post-finish dimensions | Which requirements apply after finishing | Machining allowance and inspection stage |
| Documentation | Certificate or traceability needs | Quotation and quality planning |
DFM Risks SunOn Should Review Before Machining
Common risks in a CNC machined cold plate include:
- Thin walls that may deform during clamping or machining
- Large contact faces with demanding flatness requirements
- Deep or narrow coolant channels
- Sharp internal corners without practical tool radii
- Small or excessively deep threaded holes
- Features requiring too many setups
- Conflicting datum references
- Tight tolerances applied to non-functional areas
- Incomplete sealing-groove specifications
- Missing coolant or pressure information
- Dimensions affected by anodizing or coating
- Differences between the 2D drawing and 3D model
- Undefined cleanliness requirements
- Inspection requirements that cannot be measured as written
Finding these issues before machining is usually faster and less expensive than correcting them after the first sample has been produced.
Prototype-to-Production Support
CNC machining allows engineers to evaluate channel geometry, mounting interfaces, sealing features, and assembly fit without investing in a dedicated casting die.
SunOn can review one-off prototypes, engineering samples, pilot quantities, low-volume batches, and repeat-production needs. Drawing revisions and first-article approval should be controlled before moving into repeat orders.
For projects still in development, our custom CNC machining for prototyping service supports design review, sample production, and manufacturing feedback.
Expected future volume should be shared during the initial quotation. If quantities increase significantly, SunOn can review whether the current machining route remains practical or whether another manufacturing process should be evaluated.
Why Work with SunOn for CNC Machined Cooling Plates?
SunOn provides more than standalone machining. Our manufacturing structure supports drawing review, DFM, CNC machining, finishing, inspection planning, assembly discussion, and wider prototype-to-production coordination.
For cooling plate projects, buyers should request product-specific evidence such as:
- Photographs of related machined parts
- Channel and sealing-feature close-ups
- DFM examples
- Dimensional inspection records
- Flatness measurement methods
- Material documentation
- First-article reports
- Project-defined testing information
Project capability should be judged against the actual drawing rather than generic tolerance claims. SunOn reviews each design according to its geometry, material, quantity, critical features, finishing requirements, and inspection plan.
What to Send for a CNC Machined Liquid Cooling Plate Quote
To receive a practical manufacturing review, provide:
- 3D CAD model
- Annotated 2D drawing
- Material and grade
- Prototype or production quantity
- Coolant-channel dimensions
- Thermal contact surface
- Flatness and roughness requirements
- Sealing-groove details
- Seal or gasket information
- Port and thread specifications
- Mounting-hole requirements
- Datum and GD&T requirements
- Surface finish
- Post-finish dimensions
- Coolant type
- Working and test pressure
- Leak-acceptance requirement
- Cleaning requirement
- Inspection documentation
- Assembly requirements
- Delivery location
- Target schedule
Complete drawings allow SunOn to identify manufacturing risks, separate critical features from general dimensions, and prepare a more accurate quotation.
Frequently Asked Questions
What files are required for a CNC machined liquid cooling plate quote?
Send a 3D CAD model and an annotated 2D drawing. Include the material, quantity, critical dimensions, finish, testing, inspection, and delivery requirements.
Can SunOn manufacture one-off or low-volume cold plate prototypes?
SunOn can review one-off, prototype, pilot, and low-volume projects. Feasibility depends on the design, material, tolerances, testing requirements, and schedule.
Which aluminum grade is suitable for a liquid cooling plate?
The grade should be chosen according to machinability, strength, corrosion resistance, coolant compatibility, finishing, and thermal requirements. Provide the required grade or application conditions for review.
How should flatness be specified on the drawing?
Identify the functional contact area, required flatness, datum relationship, surface roughness, and whether the requirement applies before or after finishing.
Can SunOn machine coolant channels, sealing grooves, ports, and mounting features?
These features can be reviewed from the customer’s drawing. Tool access, depth, radii, wall thickness, tolerance, and inspection requirements determine the final process.
When should CNC machining be selected instead of die casting?
CNC machining is often suitable for prototypes, low quantities, evolving designs, and tolerance-sensitive interfaces. Casting may become more economical after the design and volume are stable.
Can anodizing affect critical dimensions?
Yes. Coating buildup and masking may affect holes, grooves, threads, contact areas, and other finished dimensions. Post-finish requirements should be marked clearly.
Which inspection reports can SunOn provide?
Available dimensional reports, material documents, and first-article records should be confirmed during quotation based on the drawing and customer requirements.
Does SunOn provide leak or pressure testing?
Testing availability must be confirmed for the individual project. Provide the test medium, working pressure, test pressure, duration, and acceptance criteria.
Can SunOn support repeat production after prototype approval?
Yes, repeat-production requirements can be reviewed after sample approval. Revision control, inspection standards, quantity, delivery schedule, and future volume should be agreed upon before release.
Send SunOn your 2D drawing, 3D CAD model, material grade, quantity, critical tolerances, channel and sealing requirements, surface finish, inspection needs, testing conditions, and delivery schedule for DFM review and quotation.