
Data Center Liquid Cold Plates: Custom Manufacturing by SunOn
As AI servers, high-performance computing systems, and densely packed processors generate more heat, direct-to-chip liquid cooling is becoming increasingly important. A data center liquid cold plate transfers concentrated heat from CPU, GPU, or other electronic components into a circulating coolant. Its performance depends not only on the thermal design but also on accurate channel geometry, reliable sealing surfaces, correct port locations, and controlled contact areas.
SunOn provides custom CNC machining for data center cold plate components based on customer drawings and technical requirements. Our team can review your CAD files, identify manufacturing risks, produce prototypes, and support small-batch or production planning.
Request a Cold Plate Quote: Send us your drawings, material requirements, quantity, tolerances, finishes, and inspection needs for review.
Custom Data Center Liquid Cold Plate Manufacturing by SunOn
SunOn manufactures custom cold plate components from customer-supplied 2D drawings and 3D CAD models. The manufacturing scope is reviewed according to the plate geometry, material, internal channel design, sealing method, required tolerances, surface treatment, and order quantity.
Projects may include:
- CNC-machined aluminum cold plates
- Custom cold plate bases and covers
- Internal coolant channels and pockets
- Inlet and outlet port features
- Threaded holes and mounting patterns
- Controlled thermal-contact surfaces
- Gasket and sealing areas
- Prototype parts for fit and assembly testing
- Small-batch and production quantities
- Deburring, finishing, and dimensional inspection
Complex enclosed channels, bonded covers, sealed assemblies, and special testing requirements are evaluated individually. SunOn confirms the suitable manufacturing process after reviewing the complete design rather than assuming that every cold plate can be produced using the same method.
For broader manufacturing options related to this product category, buyers can also review SunOn’s precision CNC machining services.
What SunOn Needs to Manufacture Your Cold Plate
A product name and external dimensions are not enough to quote a custom server liquid cold plate accurately. SunOn needs complete mechanical information as well as the operating details that may affect material, finishing, inspection, and testing requirements.
| Information to Provide | Why It Is Needed |
|---|---|
| 3D CAD model | Defines the full part geometry and internal features |
| 2D manufacturing drawing | Specifies tolerances, datums, threads, finishes, and inspection requirements |
| Heat-source layout | Identifies the CPU, GPU, or component contact areas |
| Maximum external envelope | Confirms available installation space |
| Mounting-hole pattern | Controls alignment with the server hardware |
| Inlet and outlet details | Defines port size, thread standard, orientation, and connection type |
| Material requirement | Affects machining, weight, conductivity, corrosion behavior, and cost |
| Coolant type | Helps review material and finish compatibility |
| Flow and operating pressure | Provides context for channel, port, and testing requirements |
| Flatness and roughness limits | Defines critical thermal-contact and sealing surfaces |
| Quantity and project stage | Determines prototype, pilot, or production planning |
| Testing and documentation needs | Prevents assumptions during quotation and inspection |
The buyer’s thermal engineering team should provide the required heat load, coolant, flow rate, allowable pressure drop, operating pressure, temperature limits, and performance targets. SunOn uses this information to understand the project and review manufacturability. Thermal simulation or channel-performance optimization should be discussed separately if required.
CNC Machining Considerations for Data Center Cold Plates
Cold plates often contain several functional areas within a relatively thin component. Internal channels, threaded ports, mounting features, sealing surfaces, and thermal-contact areas must work together without creating unnecessary machining or inspection difficulty.
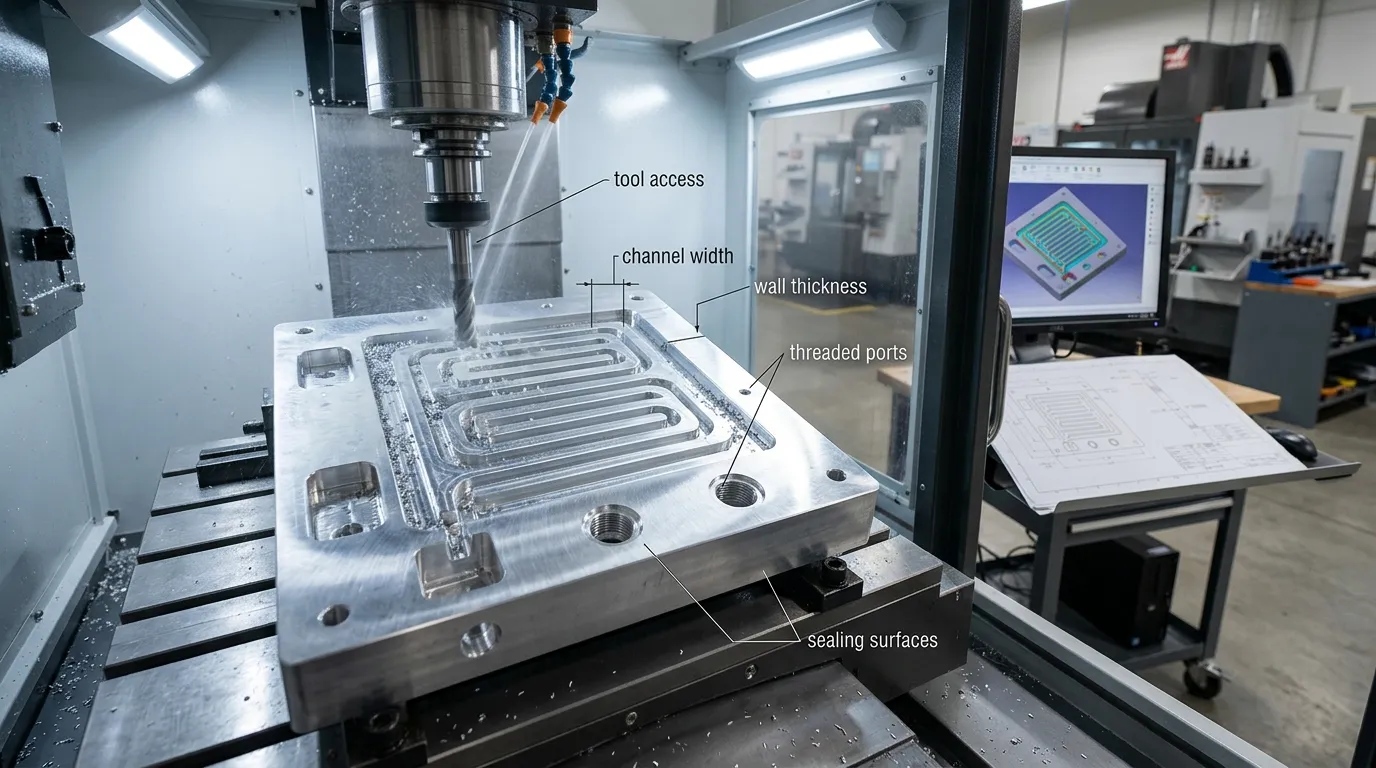
Internal Channel Geometry
Internal coolant channels may be machined into a cold plate base before a cover or closure method is applied. Their manufacturability depends on:
- Channel width and depth
- Tool access
- Internal corner radii
- Distance between channels and external surfaces
- Minimum wall thickness
- Deep-pocket machining requirements
- Channel-to-port transitions
- Burr removal and internal cleanliness
- The proposed cover or sealing interface
Very narrow channels, sharp internal corners, deep unsupported walls, or inaccessible features may require a design adjustment or a different manufacturing method. A DFM review can identify these risks before material is ordered.
SunOn focuses on whether the supplied channel geometry can be produced consistently. The customer remains responsible for defining the thermal and hydraulic requirements unless additional engineering services are agreed upon.
Ports, Threads, and Mounting Features
Inlet and outlet ports must match the intended fittings, tubes, or manifolds. The drawing should define the thread standard, port diameter, depth, sealing method, orientation, and any required clearance around the connection.
Mounting requirements should include:
- Hole location and positional tolerance
- Through-hole or blind-hole specification
- Thread type and engagement depth
- Insert requirements
- Counterbore or countersink dimensions
- Clearance for fittings and adjacent components
- Datum references for alignment
Incorrect or incomplete port specifications can create leakage, assembly, or compatibility problems even when the main cold plate body is machined correctly.
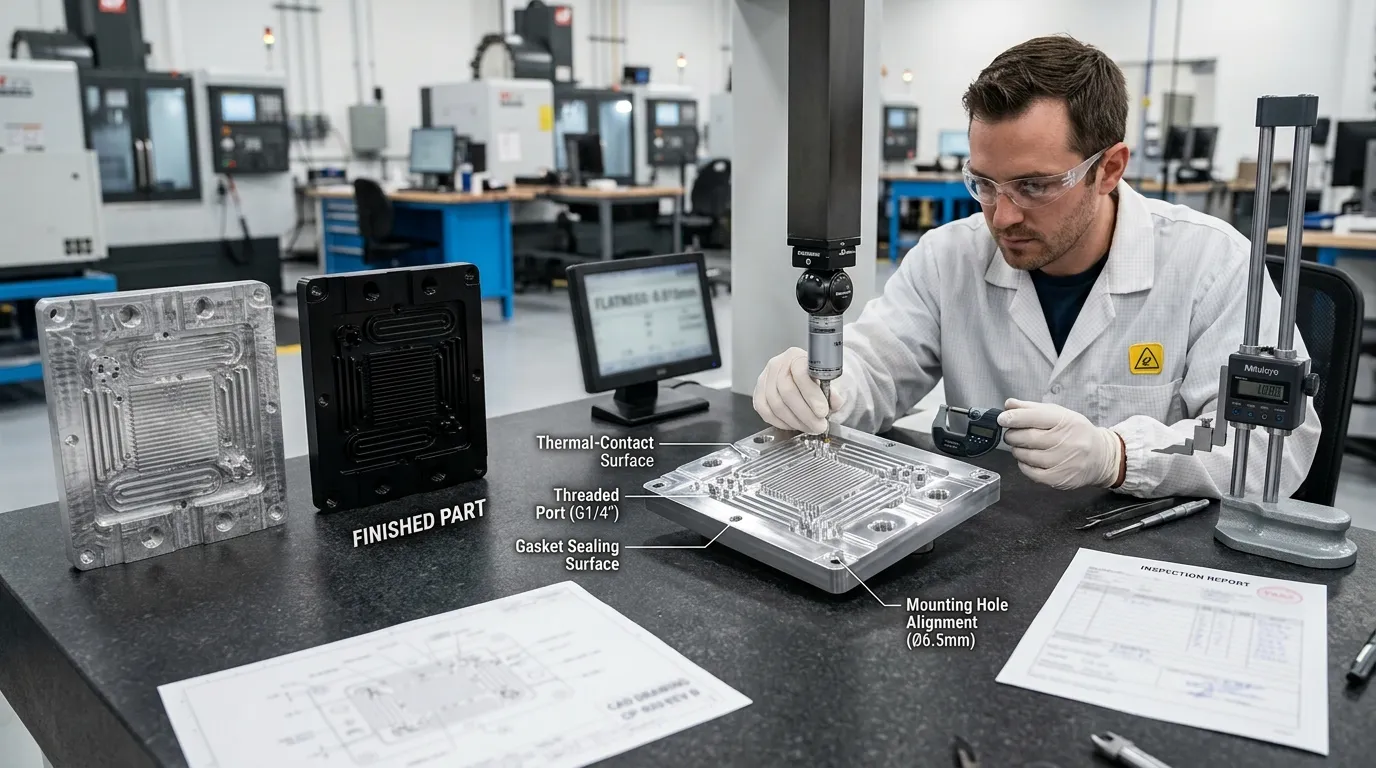
Thermal Contact and Sealing Surfaces
The processor-contact area and sealing surfaces usually require closer control than non-functional external faces. Critical requirements may include:
- Flatness
- Parallelism
- Surface roughness
- Datum relationships
- Gasket dimensions
- Seal compression areas
- Port-face condition
- Finish masking
- Dimensions after anodizing, plating, or coating
Tight tolerances should be applied only where they support contact, sealing, fit, flow-path geometry, or assembly. Applying very close tolerances to every feature can increase production and inspection complexity without improving cold plate function.
Materials and Finishes for Custom Cold Plates
Aluminum Cold Plates
Aluminum is commonly considered for CNC-machined liquid cooling plates because it combines relatively low weight, good machinability, and useful thermal conductivity. SunOn’s aluminum CNC machining services support custom plates, pockets, channels, threaded features, mounting holes, and other thermal-component geometry.
The final alloy should be selected according to:
- Required thermal and mechanical performance
- Coolant compatibility
- Corrosion considerations
- Part thickness and channel geometry
- Surface treatment
- Weight targets
- Dimensional stability
- Production quantity
Available finishing discussions may include as-machined surfaces, deburring, polishing, anodizing, plating, or coating. Masked areas and critical finished dimensions must be shown on the drawing because surface treatments can alter dimensions and surface condition.
Copper and Other Materials
Copper may be considered when higher thermal conductivity is required, but it is heavier, generally more expensive, and can require greater attention to tool wear, burr control, oxidation, and surface treatment.
| Decision Factor | Aluminum | Copper |
|---|---|---|
| Weight | Lower | Higher |
| Machinability | Generally practical | Requires careful tool and burr control |
| Thermal conductivity | Good | Higher |
| Material cost | Usually lower | Usually higher |
| Finish considerations | Anodizing or coating may be specified | Plating or oxidation control may be relevant |
| Final selection | Based on project requirements | Based on project requirements |
SunOn evaluates the specified material against the drawing, geometry, finish, and quantity before confirming production feasibility.
SunOn’s Cold Plate Manufacturing Workflow
- RFQ and file review
SunOn reviews the CAD model, 2D drawing, material, quantity, finish, application, and documentation requirements. - DFM review
The team checks channel accessibility, wall thickness, internal radii, port geometry, thread details, sealing surfaces, tolerances, and finishing risks. - Material and process confirmation
The suitable stock material, machining operations, setups, fixtures, and post-processing requirements are confirmed. - Programming and fixture planning
CNC programs and workholding are prepared to control critical surfaces and feature relationships. - Precision machining
Channels, pockets, contact surfaces, ports, holes, threads, and mounting features are produced according to the approved drawing. - Deburring and finishing
Parts receive the agreed deburring, cleaning, polishing, anodizing, plating, coating, or other finishing process. - Inspection and sample review
Critical dimensions and functional features are inspected according to the agreed inspection plan. - Prototype or production planning
After prototype approval, SunOn can discuss pilot quantities, repeat orders, and production requirements.
Buyers developing a new design can use SunOn’s custom CNC machining for prototypes to evaluate fit, assembly, and manufacturing feasibility before committing to larger quantities.
Quality Requirements Buyers Should Define
Quality requirements should be agreed before quotation. This allows SunOn to plan machining, finishing, inspection, documentation, and any project-specific testing correctly.
Important requirements may include:
- Thermal-contact surface flatness
- Surface roughness
- Port and mounting-hole position
- Thread type and inspection method
- Internal channel dimensions
- Minimum wall thickness
- Sealing-face geometry
- Burr limits
- Finish thickness
- Masking requirements
- Dimensions after surface treatment
- Material documentation
- Dimensional inspection reports
- Internal cleanliness requirements
- Packaging and port protection
Leak, pressure, flow, or cleanliness testing must be clearly specified. The RFQ should state the test medium, pressure, duration, acceptance limit, flow condition, and required report. SunOn will confirm whether the requested testing can be performed internally, coordinated externally, or must remain the customer’s responsibility.
Prototype, Pilot, and Production Support
Prototype
A CNC-machined prototype can help verify:
- External fit
- Processor or heat-source alignment
- Mounting-hole location
- Port orientation
- Fitting clearance
- Assembly sequence
- Sealing interface
- Customer-performed thermal and flow testing
Prototype production also allows both teams to identify drawing or machining issues before larger quantities are released.
Pilot or Small Batch
A pilot batch can be used to confirm:
- Dimensional repeatability
- Inspection methods
- Surface finishing
- Assembly compatibility
- Packaging
- Functional test procedures
- Supplier and customer approval requirements
Production Planning
For ongoing production, SunOn reviews batch quantity, process stability, inspection frequency, finishing capacity, documentation, packaging, and delivery scheduling. The team can also assess whether CNC machining remains the appropriate production process as quantities increase.
Why Work With SunOn for Custom Cold Plate Components?
SunOn supports drawing-based manufacturing rather than offering a fixed off-the-shelf data center cold plate. This gives OEMs and engineering teams greater control over geometry, material, ports, mounting features, channels, tolerances, and finishes.
Relevant capabilities include:
- Manufacturing from customer CAD files and drawings
- DFM review before production
- Custom aluminum CNC machining
- Milling, drilling, tapping, and multi-face machining
- Prototype and small-batch support
- Production planning
- Post-processing and finishing coordination
- Inspection planning for critical dimensions
- Support for parts requiring additional manufacturing processes
SunOn does not assume processor compatibility, thermal performance, coolant suitability, or data-center qualification. These requirements must be defined and validated for the customer’s specific system. This approach keeps manufacturing decisions tied to the approved design and measurable specifications.
Request a Data Center Cold Plate Quote
Send SunOn the following information for review:
- 2D manufacturing drawing
- 3D CAD model
- Material and alloy
- Required quantity
- Internal channel geometry
- Port and thread requirements
- Mounting-hole pattern
- Critical tolerances and datums
- Surface finish
- Coolant and operating conditions
- Inspection and documentation requirements
- Leak, pressure, flow, or cleanliness testing criteria
- Delivery location and target schedule
SunOn will review the files for CNC manufacturability and prepare a project-specific quotation.
Frequently Asked Questions
What files are needed for a data center liquid cold plate quote?
Provide a 3D CAD model and a 2D manufacturing drawing. The drawing should define the material, critical dimensions, tolerances, datums, ports, threads, mounting features, sealing surfaces, finish, inspection requirements, quantity, and any required testing.
Can SunOn manufacture aluminum data center cold plates?
SunOn provides custom aluminum CNC machining for thermal plates and related components. Final feasibility depends on the alloy, geometry, channel design, wall thickness, tolerances, finish, sealing method, quantity, and complete drawing requirements.
Can SunOn produce cold plate prototypes?
Yes. SunOn supports CNC-machined prototypes and small batches for fit checks, assembly testing, port verification, sealing evaluation, and customer-performed functional validation.
Can internal coolant channels be CNC machined?
Many channel and pocket geometries can be CNC machined. Feasibility depends on channel width, depth, tool access, internal radii, wall thickness, burr requirements, cleanliness, and the method used to close or seal the channels.
What tolerances should be specified for a cold plate?
Tight tolerances should be applied to functional features such as thermal-contact surfaces, sealing areas, port positions, mounting holes, channel geometry, and assembly interfaces. General surfaces should use practical tolerances to avoid unnecessary cost and inspection complexity.
Does SunOn provide leak or pressure testing?
Testing requirements must be included in the RFQ. Specify the medium, pressure, duration, acceptance limit, and documentation needed. SunOn will confirm whether the test can be completed internally, coordinated externally, or performed by the customer.
Can SunOn optimize the thermal performance of a cold plate?
SunOn can review a cold plate for CNC manufacturability, including channel access, wall thickness, ports, tolerances, finishes, and inspection requirements. Thermal simulation, channel optimization, processor qualification, and performance guarantees should only be included when separately confirmed.
Send SunOn your 2D drawing, 3D CAD model, material, quantity, channel and port requirements, critical tolerances, surface finish, operating conditions, inspection needs, and testing criteria. Request a data center liquid cold plate quote and DFM review from SunOn today.