
Electric Vehicle Die Casting: Parts, DFM, Quality, and RFQ Guide
Electric vehicle die casting produces custom metal components for battery systems, electric motors, inverters, onboard chargers, thermal-management systems, body structures, and supporting vehicle assemblies.
These parts often combine lightweight construction with structural, thermal, sealing, dimensional, electrical-grounding, and environmental requirements. As a result, an EV casting cannot be evaluated only by its shape, weight, or quoted unit price.
The alloy, wall structure, metal flow, thermal balance, porosity-sensitive areas, machining datums, sealing interfaces, coating, inspection plan, automotive documentation, and lifetime production volume must be developed as one manufacturing system.
SunOn supports custom aluminum die casting parts from part DFM and mold engineering through trial casting, CNC machining, finishing, inspection, and repeat production.
Electric Vehicle Die Casting at a Glance
| EV Project Requirement | Typical Engineering Direction |
|---|---|
| Battery or power-electronics housing | Review sealing, flatness, cooling, grounding, and corrosion |
| E-motor housing | Control bearing bores, concentricity, cooling jackets, and noise-related interfaces |
| Inverter or onboard charger enclosure | Review thermal paths, connector locations, shielding, and sealing |
| Structural bracket or cross member | Prioritize load paths, ductility, fatigue, joining, and crash requirements |
| Large integrated casting | Confirm alloy, machine capacity, vacuum, distortion, repair, and inspection |
| Pressure-tight fluid component | Define porosity-sensitive zones and leak-test requirements |
| High-voltage enclosure | Coordinate metal housing, insulation, seals, bonding, and assembly |
| Tight machined interface | Add machining stock and stable casting datums |
| Automotive repeat production | Define APQP, PPAP, control plans, traceability, and change control |
| Early development program | Compare CNC prototypes, low-volume casting, and production tooling |
What Is Electric Vehicle Die Casting?
Electric vehicle die casting is the high-pressure production of aluminum, magnesium, zinc, or other suitable alloy components used in an electrified vehicle system.
Aluminum high-pressure die casting is commonly considered because it can combine:
- Low component mass
- Complex integrated geometry
- Heat-transfer capability
- Structural ribs and bosses
- Electrical conductivity
- Corrosion-management options
- Repeat production
- Secondary machining
- Recyclable metal content
However, not every EV component should be die cast. Extrusion, stamped sheet, welded assemblies, gravity casting, low-pressure casting, forging, CNC machining, plastics, and composites may be more suitable for some designs.
The correct process depends on part size, quantity, load, sealing, thermal requirements, joining method, tooling investment, and validation plan.
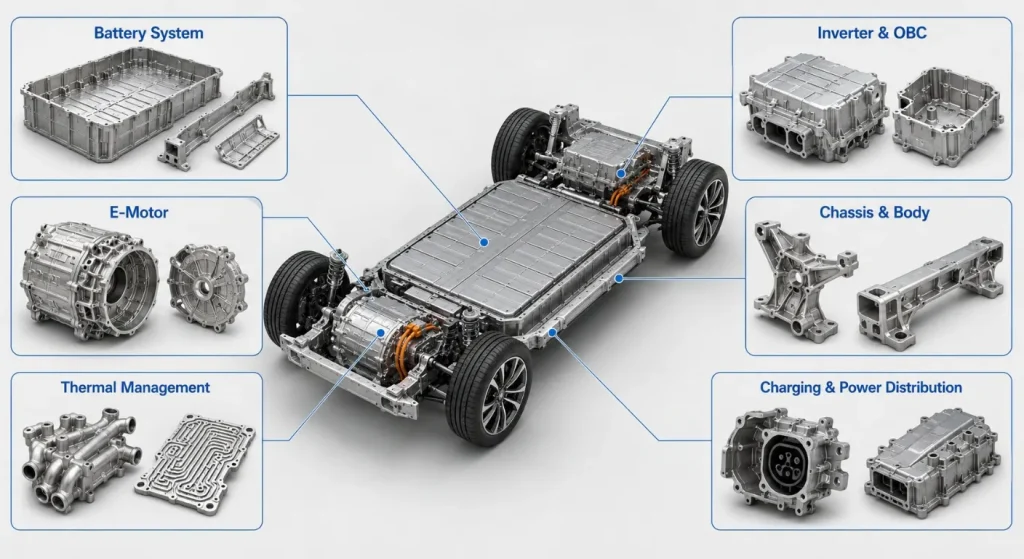
Common EV Die Cast Components
Battery System Components
Possible die cast battery-system parts include:
- Battery module housings
- Battery-pack end structures
- Tray sections
- Corner castings
- Cross members
- Cooling-system manifolds
- Connector housings
- Service-disconnect housings
- Mounting brackets
- Protective covers
The complete battery enclosure may be a single casting, a cast-and-extruded assembly, or a stamped and welded structure. Each route creates different tooling, joining, sealing, repair, flatness, and production requirements.
Electric Motor Housings
An e-motor housing may need to control:
- Stator location
- Bearing-bore alignment
- Shaft-related concentricity
- Cooling-jacket geometry
- Mounting interfaces
- Noise and vibration behavior
- Cable and connector positions
- Sealing surfaces
Many critical motor-housing features require CNC machining after casting.
Inverter and Power-Electronics Housings
Inverters, converters, onboard chargers, and power-distribution assemblies may use cast aluminum housings for:
- Electronic protection
- Heat transfer
- Cooling channels
- Connector mounting
- Electrical grounding
- Electromagnetic shielding
- Environmental sealing
- Structural support
The casting should be designed together with the PCB, thermal-interface material, gasket, connector, fastener, and cooling system.
Structural and Chassis Components
Structural die cast parts may include:
- Front and rear body structures
- Shock-tower sections
- Cross members
- Suspension-related brackets
- Battery-pack mounting structures
- Seat or body supports
- E-drive mounting brackets
Large integrated castings can reduce part count and joining operations, but they also increase tooling, machine, distortion, repair, material, and inspection demands. A large single casting is not automatically more economical than a multi-part assembly.
Selecting an Alloy for EV Die Cast Parts
The RFQ should identify the exact alloy and applicable specification rather than stating only “automotive aluminum.”
General-Purpose Aluminum Die Casting Alloys
A380-type and ADC12-type alloys may suit general housings, covers, brackets, and non-structural components where their castability and production characteristics match the application.
They should not automatically be used for:
- Crash-relevant structures
- Welded structural assemblies
- High-ductility components
- Parts requiring specific heat treatment
- High-integrity pressure applications
Corrosion- and Pressure-Oriented Alloys
A360-type or A413-type materials may be reviewed where the project requires a different balance of corrosion behavior, fluidity, mechanical properties, or pressure-tight performance.
The final result still depends on mold design, vacuum level, air management, casting conditions, wall transitions, and sealing geometry.
Structural Die Casting Alloys
Large structural EV castings may require low-iron, high-ductility, heat-treatable, or self-aging aluminum alloys.
Alloy selection should reflect:
- Yield and tensile requirements
- Elongation
- Fatigue
- Crash behavior
- Joining
- Heat treatment
- Distortion
- Corrosion
- Recycled content
- Repair strategy
The alloy supplier, temper condition, test locations, and acceptance criteria should be defined before tooling approval.
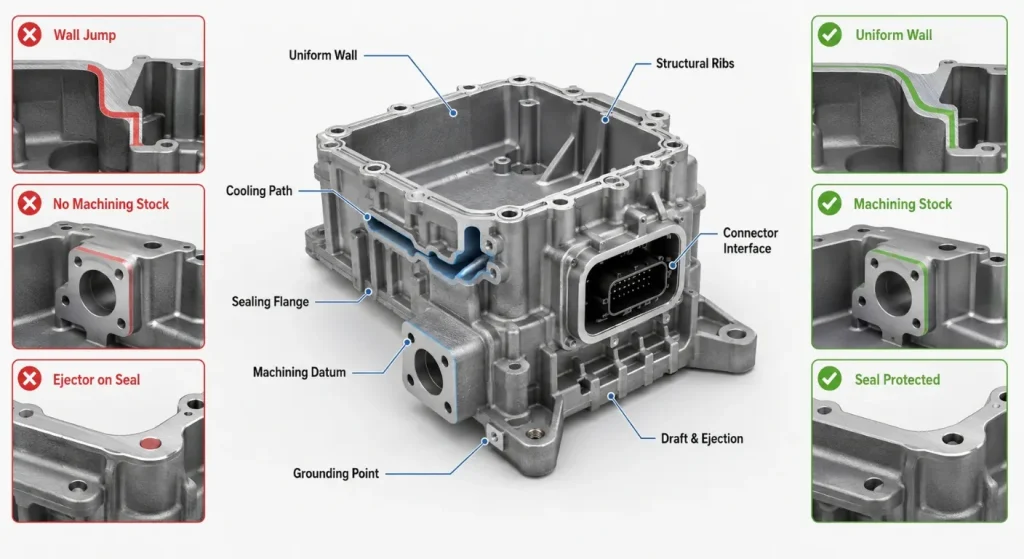
Design EV Components for Die Casting
Build Clear Load and Thermal Paths
Ribs and walls should transfer mechanical and thermal loads through the component without creating unnecessary heavy sections.
Designers should coordinate:
- Structural ribs
- Cooling fins
- Sealing flanges
- Fastener bosses
- Bearing supports
- Connector areas
- Grounding points
- Crash and mounting interfaces
Maintain Controlled Wall Transitions
Abrupt changes between thin and thick sections can affect filling, solidification, shrinkage, porosity, distortion, and surface quality.
Preferred directions include:
- Relatively consistent walls
- Gradual transitions
- Cored heavy areas
- Ribs instead of solid mass
- Local reinforcement only where needed
There is no universal minimum wall thickness for every EV casting. Part size, flow length, alloy, gate location, structural demand, machine capacity, and inspection criteria must be reviewed together.
Plan Draft, Fillets, and Ejection
Draft supports release from the steel die. Fillets improve metal flow and avoid fragile mold edges.
Ejector locations should avoid:
- Sealing surfaces
- Thermal interfaces
- Visible cosmetic areas
- Thin unsupported walls
- Critical machined datums
- High-voltage insulation interfaces
Define Machining Allowance Early
Critical EV features commonly machined after casting include:
- Bearing bores
- Motor-mounting faces
- Sealing flanges
- O-ring grooves
- Connector holes
- Threaded holes
- Cooling-channel ports
- Grounding pads
- Datum surfaces
The casting model should include enough material for machining while avoiding excessive stock that increases cycle time, distortion risk, and porosity exposure.
Battery Housing and Sealing Requirements
Battery and high-voltage housings must be developed as complete assemblies rather than isolated metal castings.
The project may need to coordinate:
- Housing stiffness
- Cover flange flatness
- Gasket compression
- Fastener spacing
- Sealant path
- Venting devices
- Pressure equalization
- Water and dust protection
- Crash loads
- Grounding and bonding
- Electrical isolation
- Thermal expansion
- Corrosion between dissimilar materials
UNECE electric-vehicle safety regulations and ISO battery-system standards address vehicle and rechargeable-energy-storage-system safety, but the applicable requirements depend on vehicle market, voltage class, battery architecture, and customer specification. A casting supplier should not claim vehicle-level compliance based only on the metal housing.
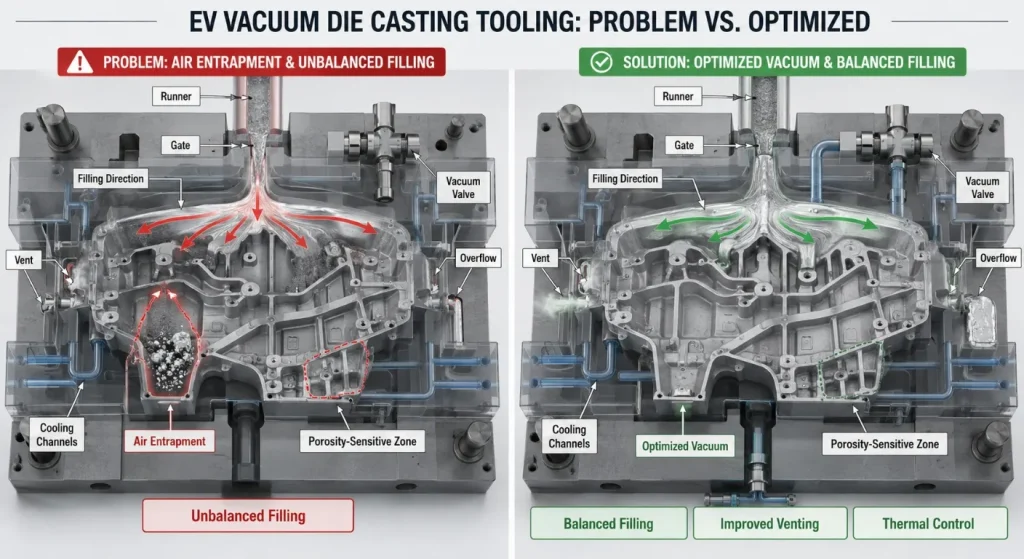
Tooling, Vacuum, and Air Management
EV housings and structural components often contain broad walls, deep ribs, long flow paths, cooling features, and pressure-sensitive regions.
The tooling system may include:
- Balanced runners and gates
- Overflows and vents
- Vacuum connections
- Slides and core pulls
- Replaceable core pins
- Local cooling circuits
- Thermal-control inserts
- Ejector systems
- Sensors and monitoring points
Vacuum-assisted high-pressure die casting may reduce trapped gas and support higher-integrity castings, welding, heat treatment, or sealing requirements. It does not guarantee zero porosity.
Vacuum performance depends on:
- Mold sealing
- Valve timing
- Shot profile
- Gate design
- Die lubricant
- Melt quality
- Vent and overflow layout
- Process maintenance
For wider tooling guidance, review SunOn’s die casting mold design guide.
Secondary CNC Machining
Die casting creates near-net-shape geometry, while CNC machining completes selected functional interfaces.
Typical EV machining operations include:
- Bearing-bore machining
- Sealing-face milling
- O-ring groove machining
- Cooling-port drilling
- Thread tapping
- Connector positioning
- Datum-face finishing
- Flatness correction
- Insert preparation
The machining plan should identify:
- As-cast datums
- Final machining datums
- Setup sequence
- Fixture support
- Porosity-sensitive cuts
- Burr-control areas
- Cleanliness requirements
- Inspection after machining
CNC machining cannot reliably correct insufficient casting stock, major distortion, unstable datums, or porosity located in a sealing surface.
Surface Treatment and Corrosion Control
EV die cast parts may receive:
- Shot blasting
- Conversion coating
- Powder coating
- Wet painting
- E-coating where applicable
- Plating
- Local masking
- Laser marking
- Sealing or impregnation where approved
The finish should be selected according to:
- Road salt and moisture
- Dissimilar-metal contact
- Grounding requirements
- Thermal interfaces
- Coating thickness
- Fastener fits
- Gasket surfaces
- Electrical isolation
- Appearance
- Service temperature
For environmental design considerations, review SunOn’s corrosion-resistant aluminum die casting guide.
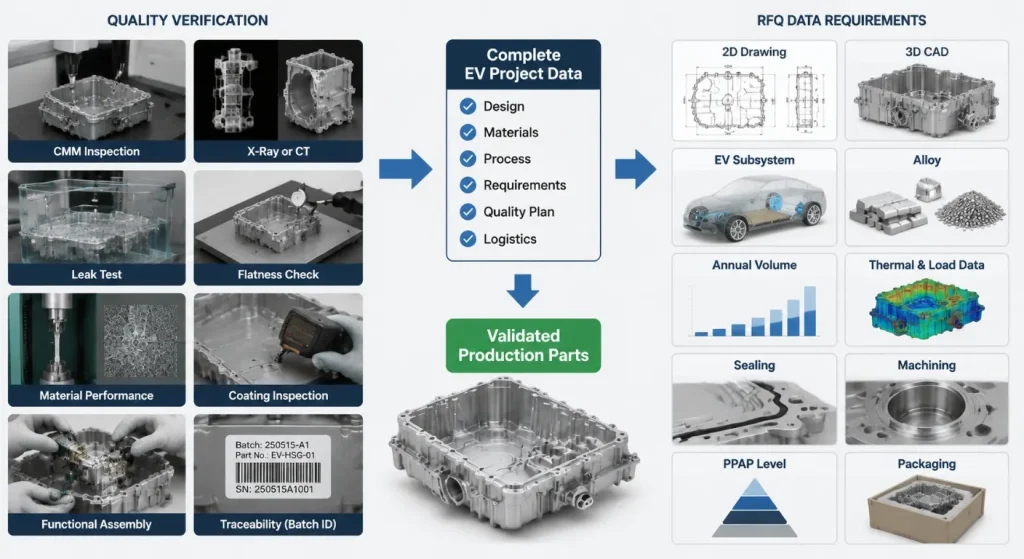
EV Die Casting Quality Control
Automotive approval should verify the complete production process, not only a small group of initial samples.
Possible controls include:
- Alloy-composition verification
- Material traceability
- First-article inspection
- CMM and gauge inspection
- X-ray or CT for defined regions
- Leak or pressure testing
- Flatness measurement
- Mechanical-property testing
- Coating-thickness and adhesion checks
- Cleanliness inspection
- Functional assembly
- Process capability studies
- Serial or batch traceability
AIAG identifies PPAP as the automotive process used to demonstrate that design-record and specification requirements can be achieved by the supplier’s production process. Its CQI-27 Casting System Assessment also addresses process requirements for automotive foundry suppliers.
Depending on the customer, the project may require:
- APQP
- Design and process FMEA
- Control plan
- Measurement-system analysis
- Capability studies
- Material records
- IMDS submission
- PPAP documents
- Run-at-rate validation
- Customer-specific requirements
These requirements should be confirmed before quotation because they affect engineering, testing, documentation, sampling, and production approval.
Die Casting vs. Alternative EV Manufacturing Routes
| Process | Often Suitable For | Main Limitation to Review |
|---|---|---|
| High-pressure die casting | Complex integrated repeat-production parts | Tooling, porosity, machine capacity |
| Extrusion | Long constant-section rails and cooling structures | Limited cross-sectional variation |
| Stamped and welded sheet | Large enclosures and modular assemblies | Joining, sealing, distortion, part count |
| CNC machining | Prototypes and low-volume precision parts | Material waste and unit cost |
| Gravity or low-pressure casting | Thicker or different-integrity components | Cycle time and geometry limitations |
| Injection-molded plastic | Insulation, low mass, and complex non-structural parts | Temperature, shielding, stiffness, grounding |
| Composite construction | Lightweight multifunctional structures | Joining, repair, recycling, production rate |
The correct solution may combine several processes. For example, an EV battery enclosure can use cast corners, extruded rails, stamped panels, machined sealing surfaces, molded insulation, and elastomer seals.
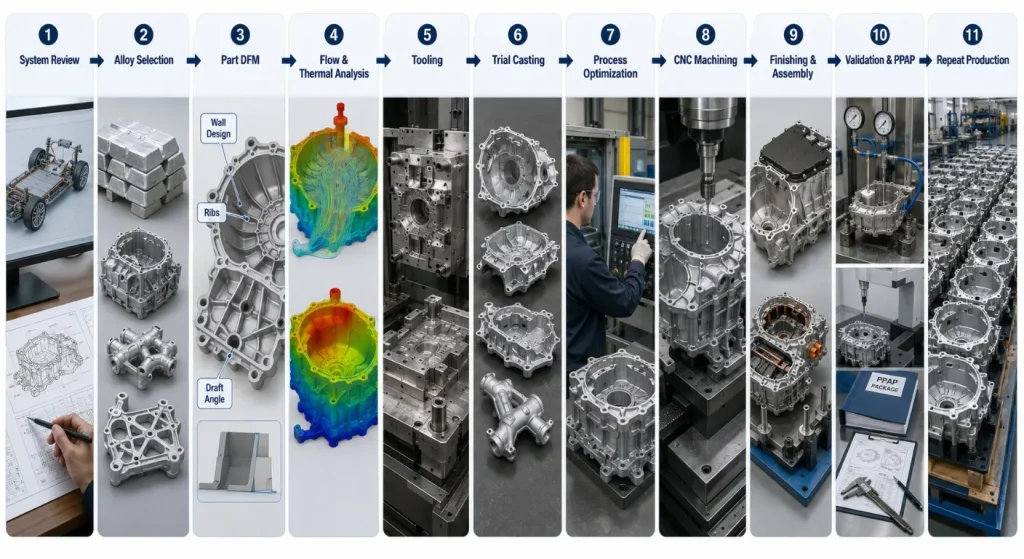
From Concept to EV Production
A controlled electric vehicle die casting project commonly follows:
- System Review: Confirm vehicle subsystem, loads, thermal path, sealing, voltage, and service environment.
- Alloy Selection: Define the casting alloy, material condition, and required properties.
- Part DFM: Review walls, ribs, bosses, draft, machining, joining, and sealing.
- Flow and Thermal Analysis: Evaluate filling, air entrapment, solidification, cooling, and distortion.
- Tool Design and Manufacturing: Produce the mold, slides, cooling circuits, vacuum system, and trim tooling.
- Trial Casting: Review filling, surface, dimensions, porosity-sensitive areas, and ejection.
- Process Optimization: Adjust tooling and casting parameters.
- CNC Machining: Complete sealing, bearing, connector, cooling, and mounting features.
- Finishing and Assembly: Apply coatings, inserts, seals, and required subassembly operations.
- Validation and PPAP: Complete dimensional, material, leak, coating, capability, and documentation requirements.
- Repeat Production: Maintain control plans, traceability, maintenance, and change control.
Early programs can use low-volume aluminum die casting or CNC prototypes to validate geometry before committing to long-term production tooling.
What to Include in an EV Die Casting RFQ
Provide:
- Controlled 2D drawing
- 3D CAD model
- Vehicle subsystem and part function
- Required alloy and standard
- Annual and lifetime volumes
- Critical load and thermal requirements
- Sealing and leak-test requirements
- Voltage, grounding, and insulation interfaces
- Critical dimensions and GD&T
- Cosmetic and corrosion zones
- Cast and machined features
- Joining and insert requirements
- Surface treatment and masking
- X-ray, CT, mechanical, and material tests
- APQP and PPAP level
- IMDS and traceability requirements
- Packaging and cleanliness requirements
- Production and delivery location
SunOn’s die cast parts supplier guide provides additional factors for reviewing tooling, machining, finishing, documentation, and repeat-production support.
Frequently Asked Questions About Electric Vehicle Die Casting
1. Which EV Components Are Commonly Die Cast?
Common examples include motor housings, inverter enclosures, onboard charger housings, battery-system structures, cooling manifolds, mounting brackets, and body castings. The process should be selected according to component size, quantity, structural, thermal, sealing, and validation requirements.
2. Which Aluminum Alloy Is Best for EV Die Casting?
There is no single EV alloy. General housings may use conventional die casting alloys, while structural, welded, heat-treated, pressure-tight, or high-ductility parts may require specialized aluminum grades and process controls.
3. Can Die Cast EV Battery Housings Be Leak-Tight?
They can be developed for defined leakage requirements, but the alloy, metal flow, vacuum, porosity, flange geometry, machining, gasket, fasteners, and test method must be planned together. Test medium, pressure, hold time, tested quantity, and leakage limit should be stated in the RFQ.
4. Does Vacuum Die Casting Eliminate Porosity?
No. Vacuum can reduce trapped gas and support higher-integrity casting, but shrinkage, oxide films, melt quality, gate design, shot control, and thermal balance still affect internal quality.
5. Is Gigacasting Suitable for Every EV Program?
No. Large integrated casting may reduce part count and joining, but it requires large equipment, specialized alloys, complex tooling, distortion control, extensive inspection, and a clear repair strategy. Smaller castings or mixed-material assemblies may be more practical for many projects.
6. What Information Is Needed for an EV Die Casting Quote?
Provide 2D and 3D files, part function, alloy, annual volume, critical loads, thermal requirements, sealing, machining, coatings, inspection, automotive documentation, traceability, packaging, and delivery needs. PPAP and customer-specific requirements should be confirmed before tooling quotation.
Conclusion
Reliable electric vehicle die casting begins with the function of the complete battery, motor, inverter, structural, or thermal-management system.
Alloy, wall design, metal flow, vacuum, thermal balance, machining, sealing, corrosion, electrical interfaces, inspection, documentation, and lifetime quantities must be evaluated together.
Die casting is most valuable when it integrates useful features and reduces production complexity without introducing unacceptable tooling, porosity, distortion, repair, or validation risk.
To request an EV die casting review, contact SunOn with your drawings, alloy, volumes, structural, thermal, sealing, machining, coating, testing, PPAP, and delivery requirements.