
EV Battery Cold Plates: Custom CNC-Machined Cooling Solutions from SunOn
SunOn manufactures custom EV battery cold plate prototypes and low-volume parts from customer drawings and 3D CAD models. Our CNC machining capabilities support aluminum plates with coolant channels, ports, threaded holes, mounting features, controlled sealing surfaces, and project-specific finishes.
Each design is reviewed for machining access, wall thickness, channel geometry, tolerances, flatness, finishing, and inspection requirements before quotation. SunOn can support very small initial quantities, design-validation batches, pilot builds, and repeat production. The exact minimum quantity depends on the design, material, testing, and manufacturing requirements.
Send your 2D drawing and 3D model to SunOn for a manufacturability and quotation review.
Custom CNC-Machined EV Battery Cold Plates from Your Drawings
EV battery packs and modules have different dimensions, port locations, mounting interfaces, coolant paths, and sealing requirements. SunOn therefore manufactures cold plates according to customer-controlled designs rather than offering one fixed configuration.
Our drawing-based CNC machining service can cover:
- Custom plate length, width, and thickness
- Open or machinable coolant channels and pockets
- Coolant inlet and outlet ports
- Threaded connections
- Mounting holes, counterbores, and countersinks
- Battery-module interface features
- Controlled sealing faces
- Flatness and surface roughness requirements
- Deburring and edge treatment
- Anodizing, coating, blasting, marking, or other confirmed finishes
- Dimensional inspection based on agreed drawing requirements
Typical projects include battery-module validation prototypes, battery-pack fit-check parts, thermal-test components, pilot-build parts, bridge quantities, and revised cold plate designs after functional testing.
SunOn’s aluminum CNC machining services can support projects that require lightweight metal parts, machined channels, precise interfaces, and controlled post-processing. Final feasibility depends on the drawing, alloy, channel accessibility, tolerances, finish, and required testing.
What SunOn Can Customize
The cold plate should be defined by the battery system’s mechanical, thermal, sealing, and installation requirements. The following information helps SunOn evaluate the design accurately.
| Cold Plate Requirement | Buyer Should Provide | SunOn Manufacturing Review |
|---|---|---|
| Overall dimensions | Controlled 2D drawing and 3D CAD model | Stock size, workholding, machining sequence, and distortion risk |
| Coolant channels | Channel layout, width, depth, and geometry | Tool access, cutter size, corner radius, depth, and cleaning access |
| Inlet and outlet ports | Port position, thread type, orientation, and connector envelope | Machining access, thread depth, positional tolerance, and tool clearance |
| Mounting features | Hole pattern, datum system, and fastener details | Hole location, counterbore, countersink, thread, and inspection method |
| Sealing surfaces | Seal type, contact area, flatness, and finish requirement | Machining strategy, surface control, masking, and measurement |
| Material | Required aluminum alloy or operating conditions | Machinability, sourcing, corrosion environment, and finishing compatibility |
| Surface treatment | Finish type, color, masking, and post-finish dimensions | Dimensional change, sealing-face protection, and process feasibility |
| Inspection | Critical dimensions, tolerances, and report format | Measurement plan, equipment, and reporting scope |
| Functional testing | Pressure, coolant, test duration, and acceptance limit | Test availability, fixture requirements, and separate quotation |
| Quantity | Prototype quantity and expected future demand | Setup plan, machining route, scheduling, and repeat-order planning |
Buyers should identify which dimensions are genuinely critical. Applying tight tolerances to every feature can increase machining and inspection costs without improving cold plate performance or assembly.
When CNC Machining Fits an EV Battery Cold Plate Project
CNC machining is particularly useful when the cold plate design is still being validated or may change between production stages. It allows engineers to revise the CAD model without rebuilding dedicated production tooling.
| Project Stage | Why CNC Machining May Fit | What to Confirm |
|---|---|---|
| Initial prototype | Supports custom geometry without dedicated tooling | Material, interfaces, channels, quantity, and critical dimensions |
| Functional validation | Produces metal parts for assembly, sealing, and thermal-system testing | Flatness, surface finish, test conditions, and inspection requirements |
| Pilot build | Supports repeatable small batches before full-scale production | Revision control, batch quantity, documentation, and delivery schedule |
| Bridge production | Covers limited demand while the long-term process is evaluated | Annual volume, repeat frequency, and cost targets |
| Higher-volume production | May remain suitable for complex or precision parts | Whether CNC or another manufacturing route is more economical |
For prototype and low-volume development, SunOn can machine very small initial quantities depending on project feasibility. The final MOQ is confirmed after reviewing the part geometry, material, setup requirements, finishing, inspection, and testing scope.
For broader information about prototype development, see SunOn’s custom CNC machining for prototypes.
DFM Review for Channels, Ports, Walls, and Sealing Surfaces

A cold plate can look simple from the outside while containing features that are difficult to machine, inspect, clean, seal, or finish. SunOn reviews the design before production to identify manufacturing risks and clarify drawing requirements.
Channel Depth and Tool Access
Channel width and depth must allow suitable cutting tools to reach the required surfaces. Narrow, deep channels may require long tools, increase vibration, reduce chip evacuation, and create larger internal corner radii than the original model shows.
The review should consider:
- Tool diameter and practical corner radius
- Channel depth-to-width ratio
- Access for machining and cleaning
- Cutter reach and rigidity
- Features hidden behind walls or undercuts
- Space for deburring and inspection
Completely enclosed coolant channels may require a separate cover, joining process, or alternative construction method. These requirements should be defined before quotation rather than assumed from the external part shape.
Wall Thickness and Distortion
Large aluminum plates can move as material is removed. Thin floors below coolant channels may also deform during machining, clamping, finishing, or assembly.
SunOn reviews:
- Minimum wall and floor thickness
- Material removal balance
- Workholding locations
- Machining sequence
- Critical contact areas
- Post-machining or post-finish flatness
- Areas where local flatness matters more than the full plate
The drawing should clearly identify the battery-contact surface, sealing zones, and datum references.
Ports, Threads, and Mounting Interfaces
Port and mounting details affect both manufacturability and pack integration. The buyer should specify the thread standard, thread depth, connector clearance, port orientation, sealing method, hole position, and datum relationship.
SunOn can review whether the features require conventional milling and drilling or more complex multi-face machining. Difficult port angles or restricted access may require a different setup or multi-axis process.
Sealing Faces and Surface Requirements
Sealing faces need measurable requirements. A general note such as “must not leak” is not enough to define the machining and inspection process.
The drawing should state:
- Sealing method
- Required contact area
- Flatness tolerance
- Surface roughness
- Gasket or seal location
- Coating or anodizing restrictions
- Masking requirements
- Inspection method
- Leak-test acceptance criteria, when applicable
SunOn’s precision CNC machining services support drawing-based control of critical dimensions, interfaces, hole positions, and inspection requirements.
Aluminum Material and Surface Finish Options
The aluminum alloy should normally follow the approved engineering drawing. When the material has not been finalized, the selection should consider machinability, mechanical strength, corrosion environment, coolant exposure, weight, finishing, sealing, and any later joining process.
Aluminum 6061 is a common general-purpose machining option, but it is not automatically suitable for every EV battery cold plate. The final choice should reflect the operating conditions and validation requirements of the complete battery thermal-management system.
Available finishing options may include:
- As-machined finish
- Deburring and edge breaking
- Bead blasting
- Anodizing
- Coating
- Polishing
- Laser marking or identification
Finishing can affect hole size, threads, surface roughness, sealing faces, and final dimensions. Critical post-finish dimensions and masking areas should therefore be marked on the drawing.
Prototype-to-Production Manufacturing Workflow
- Submit the project files
Send the 3D model, controlled 2D drawing, material, quantity, finish, application, and testing requirements. - Engineering and DFM review
SunOn reviews machining access, channels, wall thickness, ports, threads, tolerances, sealing faces, finishing, and inspection requirements. - Requirement clarification and quotation
Both parties confirm the drawing revision, quantity, material, critical dimensions, reporting needs, functional tests, and delivery requirements. - Material preparation and CNC programming
The team prepares the stock, fixtures, tools, machining sequence, and inspection plan. - CNC machining
Channels, faces, holes, ports, threads, and mounting features are machined according to the approved design. - Deburring and finishing
Parts receive the specified edge treatment, cleaning, surface treatment, coating, or marking. - Inspection
Agreed dimensions, hole locations, threads, flatness, sealing faces, finish, and other critical features are checked. - Confirmed functional testing
Pressure, flow, or leak testing is performed only when the capability, method, fixture, and acceptance criteria are confirmed in the quotation. - Prototype feedback and revision
The buyer evaluates the prototype and submits any required drawing changes. - Repeat or production planning
SunOn reviews the next quantity, revision control, inspection frequency, schedule, and long-term manufacturing route.
Quality and Inspection Requirements
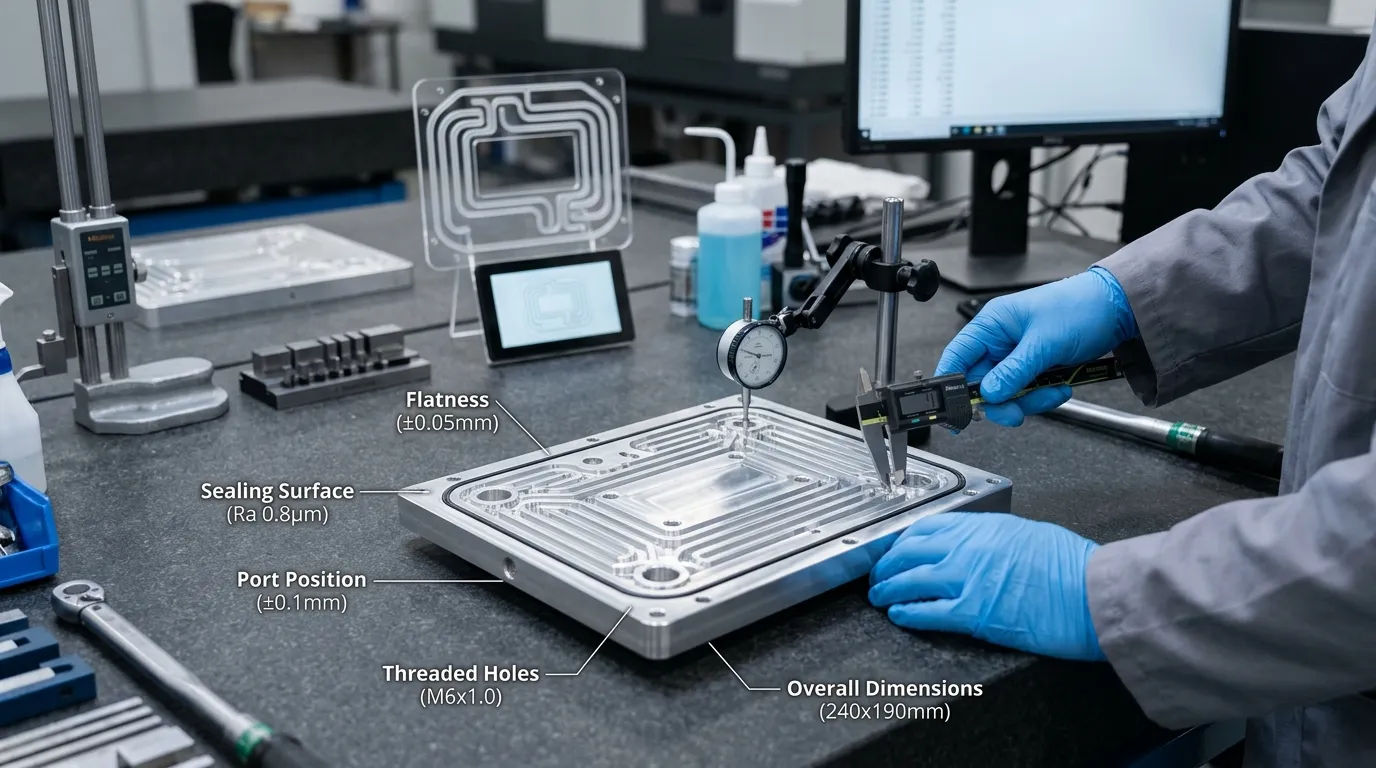
Cold plate inspection should focus on the features that affect assembly, sealing, coolant routing, and battery-pack integration.
Depending on the drawing and quotation, inspection may cover:
- Material verification
- Overall dimensions
- Channel dimensions
- Port and hole positions
- Thread size and depth
- Flatness and parallelism
- Surface roughness
- Sealing-face condition
- Post-finish dimensions
- Visual finish requirements
- Inspection reports
- Packaging and surface protection
Dimensional inspection does not by itself confirm thermal performance, flow distribution, pressure drop, or leak integrity. These functions require separate validation methods and clearly defined acceptance criteria.
Buyers who require pressure or leak testing should provide the working pressure, test pressure, coolant or test medium, duration, allowable leak rate, connection method, and required documentation before quotation.
Why Work with SunOn
SunOn provides multiple manufacturing services within one organization, including CNC machining, rapid prototyping, finishing, molding, die casting, assembly, and production support. This can help development teams manage design revisions and later manufacturing requirements without changing suppliers at every project stage.
Relevant advantages include:
- Custom manufacturing experience since 1997
- A published 32,000-square-meter manufacturing facility
- More than 1,000 personnel
- Drawing-based engineering and DFM review
- Aluminum CNC milling, drilling, tapping, and multi-axis machining
- Support for prototypes, small batches, and repeat production
- Finishing and assembly options
- International project and export experience
- Published ISO 9001, ISO 14001, and IATF 16949 certifications
The final cold plate scope remains project-specific. SunOn does not assume thermal-design responsibility, guaranteed temperature uniformity, CFD optimization, pressure testing, or leak testing unless those services are explicitly reviewed and included in the quotation.
What to Send for an EV Battery Cold Plate Quote
Providing complete project information reduces clarification time and helps SunOn prepare a more accurate quotation.
Include:
- Part name and revision
- EV battery module or pack application
- 3D CAD model
- Controlled 2D drawing
- Overall plate dimensions
- Coolant-channel geometry
- Inlet and outlet details
- Port and thread specifications
- Mounting-hole locations
- Sealing method
- Aluminum alloy
- Surface finish
- Critical tolerances
- Flatness and surface-roughness requirements
- Coolant type
- Working pressure
- Test pressure and duration
- Leak-rate acceptance criteria
- Required inspection documents
- Prototype quantity
- Expected future quantity
- Target delivery schedule
- Shipping destination
- NDA or document-control requirements
Frequently Asked Questions
Can SunOn CNC machine a custom EV battery cold plate?
Yes, subject to design review. SunOn can evaluate customer drawings for machinable channels, ports, threads, mounting features, sealing faces, flatness, finishing, and dimensional inspection.
Can I order only a prototype or small batch?
SunOn supports very small initial quantities and low-volume CNC projects. The exact MOQ depends on the part geometry, material, setup, finish, inspection, testing, and commercial requirements.
What files are required for a quotation?
Provide both a 3D CAD model and a controlled 2D drawing. The drawing should identify material, critical dimensions, datums, tolerances, threads, flatness, surface finish, inspection requirements, and revision status.
Can SunOn machine internal coolant channels?
SunOn can machine open or accessible channels when the tool can reach the required surfaces. Channel depth, width, corner radius, wall thickness, cleaning access, and the method used to close or seal the channels must be reviewed.
Which aluminum alloy should I choose?
The alloy should match the mechanical, corrosion, coolant, finishing, joining, and operating requirements of the project. Aluminum 6061 is a common machining option, but the correct material should be approved by the buyer’s engineering team.
Can SunOn perform pressure or leak testing?
Testing must be specified in the RFQ and confirmed in the quotation. Provide the test medium, pressure, duration, allowable leak rate, connection method, and documentation requirements.
How are critical flatness and sealing surfaces inspected?
The inspection method depends on the drawing, tolerance, part size, surface condition, and reporting requirements. Mark critical sealing zones and datum surfaces clearly so SunOn can prepare an appropriate measurement plan.
Can SunOn help improve the thermal design?
SunOn can provide manufacturing-focused DFM feedback related to machining access, walls, channels, ports, tolerances, finishing, and inspection. CFD analysis, coolant-flow optimization, or thermal simulation should not be assumed unless separately confirmed.
Can the design be changed after prototype testing?
Yes. CNC-machined prototypes can be revised by updating the approved CAD model and drawing. A new review and quotation may be needed if the changes affect material, setup, machining time, testing, or inspection.
Request a Custom EV Battery Cold Plate Quote
Upload your EV battery cold plate 2D drawing and 3D CAD model for SunOn’s DFM and quotation review. Include the material, prototype quantity, expected future volume, channel geometry, port details, critical flatness, sealing surfaces, finish, inspection documents, and any pressure or leak-testing requirements.