
Secondary Operations in Manufacturing: Assembly and Packaging Explained
Secondary operations: assembly and packaging represent the critical transition from raw molded components to a market-ready product. In professional manufacturing, these post-molding processes encompass mechanical fastening, ultrasonic welding, decorative finishing, and protective logistics. By integrating these services under one roof, B2B buyers significantly reduce lead times, minimize transit damage risks, and consolidate quality accountability.

What Are Secondary Operations in Plastic Injection Molding?
Secondary operations include any process performed on a part after it leaves the primary molding machine. While plastic injection molding produces high-precision components, few industrial products consist of a single plastic piece. Most require the integration of hardware, the bonding of multiple shells, or the application of branding and protective coatings.
A common misconception among sourcing managers is that secondary operations are merely aesthetic. In reality, these processes often define the mechanical integrity of the final assembly. For instance, a medical device housing might undergo leak testing and sterilization packaging, while an automotive console requires structural bonding and scratch-resistant painting. SunOn Industrial Group facilitates this transition by providing a seamless workflow from the mold to the shipping dock in Dongguan.
Effective secondary operations resolve the "last mile" challenges of manufacturing. When a supplier handles both the primary molding and the subsequent assembly, they maintain a tighter feedback loop. If a technician discovers an assembly fit issue, the tooling team can adjust the mold immediately. This synergy prevents the costly delays associated with shipping parts between separate molding and assembly houses.
Core Assembly Techniques for Complex Industrial Parts
Assembly techniques vary based on material compatibility, production volume, and the intended environment of the product. Selecting the right method requires a balance between initial tooling investment and long-term labor costs.
Mechanical Assembly and Hardware Insertion
Mechanical assembly remains the most versatile method for joining plastic and metal components. This process typically involves the installation of threaded brass inserts, screws, clips, or snap-fit joints. Heat-staking or ultrasonic insertion often secures threaded inserts, providing high pull-out resistance for parts that require frequent disassembly.
Designers often prefer snap-fits for consumer electronics to eliminate the cost of fasteners. However, for industrial equipment where vibration resistance is paramount, mechanical fasteners remain the gold standard. During the DFM (Design for Manufacturing) phase, engineers evaluate the torque requirements and material thickness to ensure the plastic bosses do not crack during high-speed automated assembly.
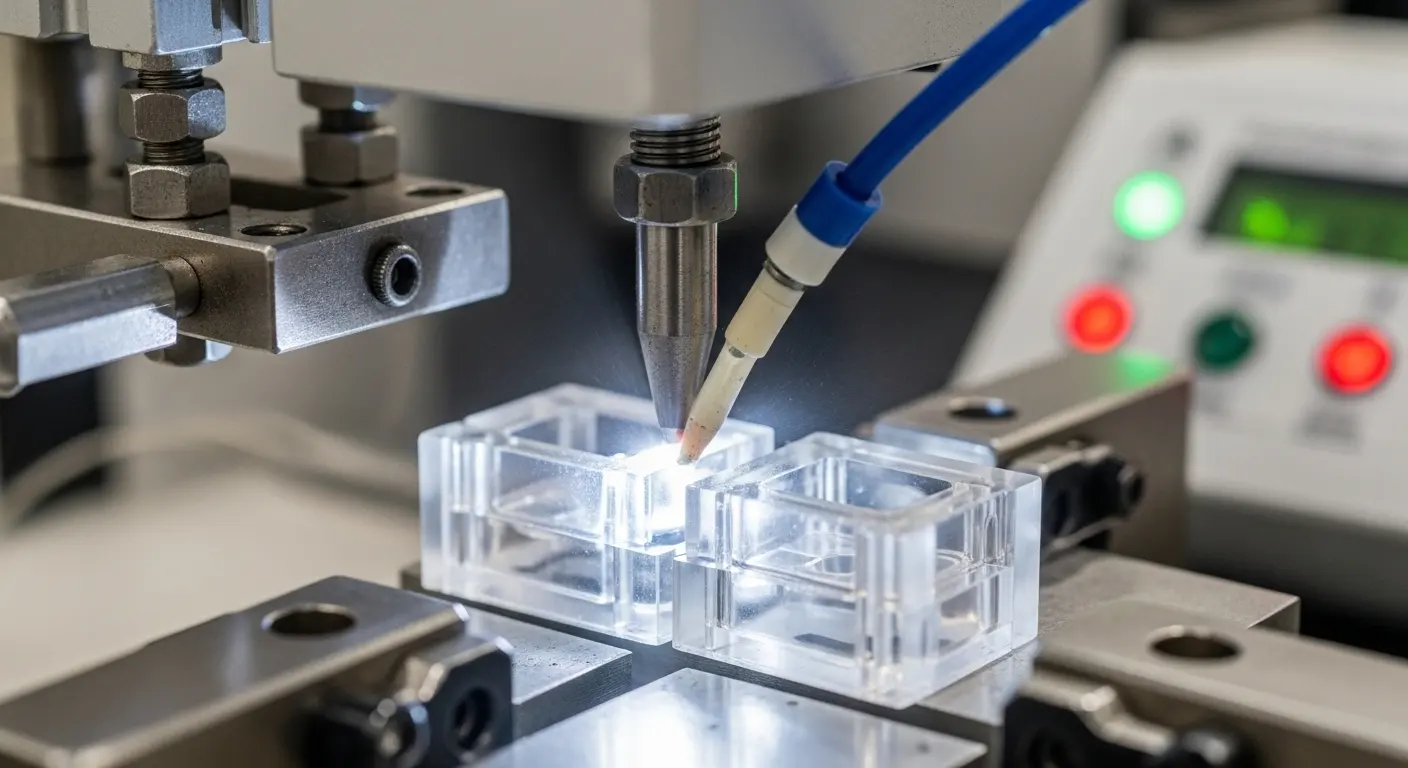
Ultrasonic Welding for Permanent Plastic Bonds
For high-volume production requiring hermetic seals or high-strength bonds, ultrasonic welding is the preferred secondary operation. This technique uses high-frequency acoustic vibrations to create a localized melt between two plastic interfaces. It is faster than adhesives and cleaner than solvent bonding, making it ideal for medical and electronics applications.
Successful ultrasonic welding depends heavily on the "energy director"—a small triangular ridge designed into the part. Manufacturers must also consider material compatibility; amorphous resins like ABS weld more easily than semi-crystalline materials like Nylon. Integrating this process in-house allows for immediate pull-testing and burst-testing to verify bond integrity before the parts move to the packaging line.
When to Choose Welding over Adhesives
Engineers typically choose ultrasonic welding when cycle time is the primary constraint. A weld occurs in seconds, whereas adhesives require curing windows that can bottleneck production. Furthermore, welding eliminates the "consumable cost" of glues and the risks of chemical outgassing, which can interfere with sensitive electronic sensors or medical Grade-A environments.
Decorative Finishing: Silk Screening and Pad Printing
Secondary operations also encompass the visual and tactile identity of the product. Pad printing allows for the transfer of 2D images onto 3D shapes, making it essential for curved surfaces like knobs or handles. Silk screening provides a thicker ink deposit, offering better durability for logos and instructional text on flat industrial panels.
Beyond branding, finishing includes electromagnetic interference (EMI) shielding and soft-touch painting. For multi-material parts, designers often look toward 2k injection mould dual color injection to eliminate the need for secondary painting or gluing. By utilizing single cycle dual material mold production, manufacturers can achieve decorative or functional layering within the primary molding cycle, though traditional secondary painting remains necessary for specific metallic or high-gloss finishes.
Industrial Packaging Solutions for Global Supply Chains
The final stage of secondary operations: assembly and packaging focuses on protecting the investment. Industrial packaging is not a "one size fits all" category; it must account for the rigors of international sea freight, humidity changes, and electrostatic discharge (ESD) risks.

Protective Packaging for Electronics and Medical Devices
Electronic components require specialized ESD shielding to prevent catastrophic failure from static electricity during transit. This often involves the use of anti-static trays, dissipative bags, and moisture-barrier foils. For medical devices, packaging must often maintain a sterile barrier, requiring cleanroom-grade bagging and validated sealing processes.
In the Dongguan manufacturing hub, SunOn optimizes packaging density to lower shipping costs. Using custom-molded pulp trays or vacuum-formed plastic inserts ensures that high-finish parts do not rub against each other, preventing "scuffing" defects that occur during the vibrations of truck and ship transport.
Bulk vs. Individual Retail-Ready Packaging
Procurement managers must choose between bulk packaging and retail-ready fulfillment. Bulk packaging is cost-effective for parts destined for a secondary assembly plant closer to the end-user. However, many hardware founders prefer "kitting" or "box-build" services, where the manufacturer assembles the final product, includes the user manual, and places it in the final retail box.
Choosing retail-ready packaging at the source reduces double-handling. Every time a part is unpacked and repacked, the risk of surface contamination increases. By performing final inspection and boxing at the point of origin, the supplier assumes full responsibility for the "out-of-box" experience of the end customer.
Why Consolidate Assembly and Packaging with One Supplier?
Consolidating secondary operations with the primary molder offers a strategic advantage in risk management. When a single partner manages the entire workflow, the "transfer of risk" between vendors is eliminated. This is particularly vital when dealing with dual material tooling or complex multi-part builds.
Reducing Lead Times through In-House Fulfillment
The most immediate benefit is the compression of the production schedule. Shipping raw parts from a molder to an external assembly house typically adds 5 to 10 days to the lead time. This includes time for packing, transit, receiving inspections, and queueing at the second facility. In-house assembly allows parts to move from the molding press to the assembly station in minutes.
Quality Control Continuity from Mold to Box
Integrated QA processes ensure that defects are caught at the earliest possible stage. For example, if a molder understands the potential for 2k injection molding defects, they can implement specific inspections during the assembly phase to catch flash or short-molds that might hinder a snap-fit. This holistic view of quality ensures that the assembly team is not fighting the molding team over tolerances, as both departments report to the same management.
Frequently Asked Questions About Secondary Operations
What is the most cost-effective way to assemble plastic parts?
Snap-fits and living hinges are generally the most cost-effective because they eliminate fastener costs and reduce assembly time. However, these require higher precision in the mold design phase. For lower volumes, mechanical screws or heat-staking are often more economical due to lower initial tooling costs for the assembly fixtures.
How do secondary operations impact the total unit price?
Secondary operations can account for 20% to 50% of the final unit cost, depending on the complexity of the assembly. While they increase the individual part price, they significantly lower the total "landed cost" by reducing the need for secondary logistics, independent QA houses, and high-cost labor in the destination country.
Can secondary operations be automated?
Yes. For high-volume projects exceeding 100,000 units per year, manufacturers often employ robotic cells for hardware insertion and ultrasonic welding. For mid-to-low volumes, semi-automated fixtures are used to ensure consistency while keeping capital expenditure manageable for the client.
What packaging standards should I require for international shipping?
B2B buyers should request ISTA (International Safe Transit Association) compliant packaging. This includes specifications for double-walled corrugated boxes, palletization with plastic corner protectors, and moisture-desiccant packs for sea freight to prevent mold or corrosion in humid environments.
Is it possible to print logos on textured plastic surfaces?
Yes, pad printing is specifically designed for textured or irregular surfaces. The silicone pad conforms to the texture of the plastic, allowing ink to reach the "valleys" of the grain. For very deep textures, laser engraving may be a more permanent and precise alternative.
Optimizing Your Assembly Workflow with SunOn
Choosing the right partner for secondary operations: assembly and packaging is as important as the molding itself. At SunOn Industrial Group, we emphasize a DFM-led approach. We don't just look at how to mold your part; we analyze how it will be built, tested, and protected for its journey to your warehouse.
By centralizing these processes in Dongguan, we provide our global partners with a transparent, efficient, and high-quality production cycle. Whether you require a simple mechanical assembly or a complex box-build with custom electronics, our team ensures that every secondary operation adds value without unnecessary cost.