
Stainless Steel CNC Machining: Grades, DFM, Finishes, and RFQ Guide
Stainless steel CNC machining is used when a custom component requires a combination of strength, corrosion resistance, cleanability, wear resistance, and controlled dimensions.
However, specifying only “stainless steel” is not enough for a reliable quotation. Grade, material condition, geometry, tolerance, surface finish, passivation, inspection, and production quantity can all change the machining route and final cost.
For mechanical engineers and technical buyers, the main question is not simply whether a stainless steel part can be machined. It is whether the selected grade and design can be machined, finished, inspected, and repeated without avoidable tool wear, distortion, burrs, or corrosion risk.
SunOn produces custom stainless steel CNC machined parts from customer drawings and CAD files. Each project should begin with a review of function, grade, geometry, and acceptance requirements.
Stainless Steel CNC Machining at a Glance
| Project Requirement | Typical Direction |
|---|---|
| General corrosion resistance and clean appearance | 304 or 304L is often a starting point |
| Greater resistance in more aggressive environments | Review 316 or 316L |
| High-repeat turned parts with extensive machining | Consider 303 where corrosion and welding requirements permit |
| Higher strength and hardness | Review 17-4PH and its required heat-treatment condition |
| Cylindrical shafts, fittings, and connectors | CNC turning or turn-mill machining |
| Multi-face housings and complex brackets | CNC milling or multi-axis machining |
| Corrosion-sensitive finished parts | Define cleaning, passivation, or electropolishing |
| Prototype and low-volume demand | CNC machining avoids dedicated production tooling |
What Is Stainless Steel CNC Machining?
Stainless steel CNC machining removes material from bar, plate, tube, forging, or other stock forms using computer-controlled equipment.
Common operations include:
- CNC milling
- CNC turning
- Drilling and boring
- Reaming
- Thread milling and tapping
- Multi-axis machining
- Grinding
- Deburring and polishing
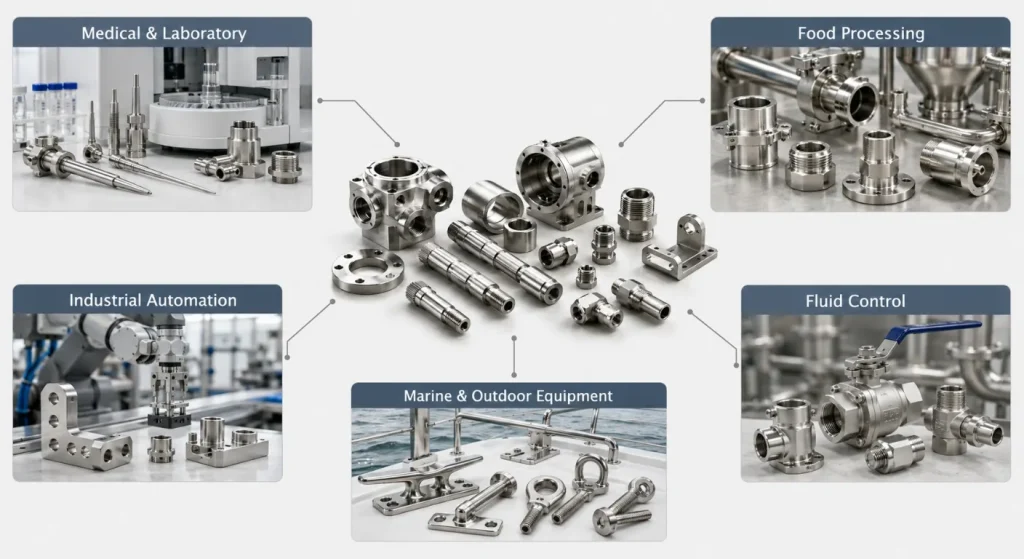
Typical stainless steel CNC parts include:
- Valve bodies and fittings
- Shafts, pins, sleeves, and bushings
- Medical and laboratory equipment components
- Food-processing machine parts
- Pump and fluid-system components
- Robotic and automation brackets
- Sensor and instrument housings
- Marine and outdoor hardware
- Fixtures and precision tooling
Projects involving several operations can be reviewed through SunOn’s custom CNC machining service, including milling, turning, multi-axis machining, finishing, and inspection planning.
Choosing a Stainless Steel Grade
The material specification should identify the complete grade and condition. Writing only “stainless steel” leaves major technical and commercial questions unanswered.

Important selection factors include:
- Corrosion environment
- Required strength and hardness
- Machinability
- Welding requirements
- Magnetic behavior
- Heat treatment
- Surface finish
- Cleaning requirements
- Material certification
- Contact with food, chemicals, or medical processes
304 and 304L Stainless Steel
304 is a widely used general-purpose austenitic stainless steel. Outokumpu describes Core 304/4301 as an all-purpose grade with good corrosion resistance, formability, and weldability.
It may suit:
- General housings
- Mounting plates
- Food-equipment parts
- Instrument components
- Machine brackets
- Cleanable industrial components
304L has lower carbon content and may be preferred where welding or sensitization concerns are relevant.
Although 304 supports many applications, it is not a free-machining grade. Tooling, feed consistency, chip control, coolant delivery, and machining sequence require careful planning.
For a more focused purchasing discussion, see SunOn’s stainless steel 304 machining guide.
316 and 316L Stainless Steel
316 and 316L are often considered when the service environment requires greater resistance to localized corrosion than standard 304 grades can provide.
Outokumpu positions Supra 316L/4404 for process industries and other environments with higher-than-average corrosion demands.
Common applications include:
- Marine components
- Chemical-processing parts
- Fluid fittings
- Laboratory equipment
- Food and pharmaceutical systems
- Outdoor components exposed to salts or cleaning chemicals
The correct grade still depends on chloride concentration, temperature, crevices, surface condition, and cleaning procedure. Selecting 316L does not make a part universally corrosion-proof.
303 Stainless Steel
303 is designed to improve the machinability of conventional austenitic stainless steel.
Carpenter Technology’s 303 material information explains that sulfur is added to improve machining behavior. This can support chip breaking and repetitive production of parts such as shafts, fittings, fasteners, valve components, and threaded connectors.
The same sulfur addition can reduce corrosion resistance and weldability compared with grades such as 304. Therefore, 303 should not be substituted solely to reduce machining time.
17-4PH Stainless Steel
17-4PH is a precipitation-hardening stainless steel selected when higher strength and hardness are required together with useful corrosion resistance.
Carpenter Technology’s Custom 630/17-4 information explains that the material can be age hardened using a low-temperature treatment.
Possible applications include:
- High-load shafts
- Robotic joints
- Valve components
- Aerospace-related hardware
- Precision fixtures
- Structural machine components
The drawing should specify the required material condition or heat-treatment state. Machining before or after aging can produce different tooling, distortion, dimensional-control, and finishing requirements.
Why Stainless Steel Is More Difficult to Machine
Stainless steel machining requires a different approach from machining aluminum or free-cutting carbon steel.
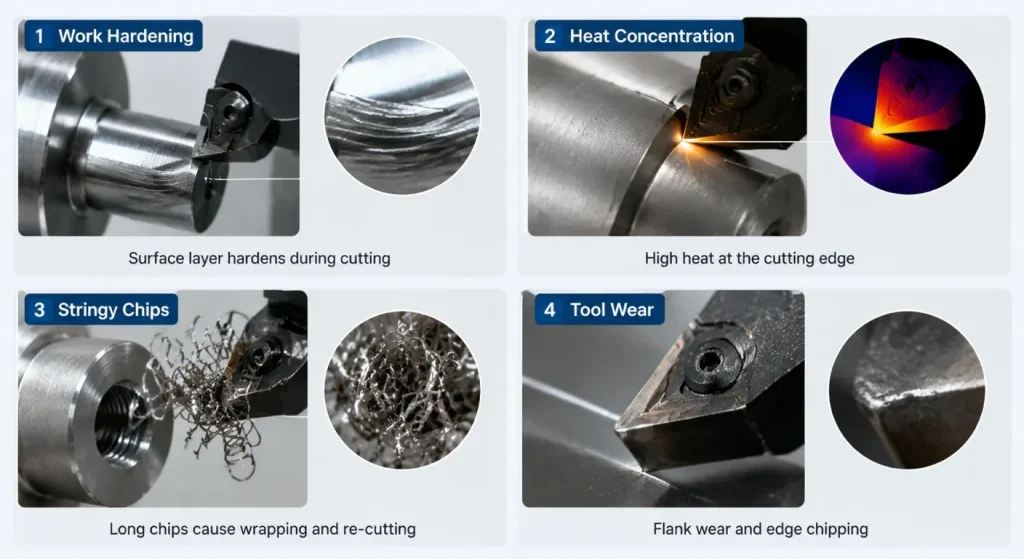
Work Hardening
Many austenitic stainless steels can harden locally when a cutting tool rubs instead of cutting effectively.
Possible consequences include:
- Increased cutting force
- Faster tool wear
- Poor surface finish
- Difficulty during subsequent passes
- Variation in hole and thread quality
Sharp tools, stable engagement, controlled feed, and an appropriate machining sequence help reduce this risk.
Heat Concentration
Stainless steel does not remove cutting heat from the tool zone as readily as some more machinable metals.
Heat control may require:
- Suitable cutting tools and coatings
- Effective coolant delivery
- Stable cutting conditions
- Controlled tool engagement
- Timely tool replacement
Difficult Chip Control
Long or stringy chips can damage surfaces, interfere with automation, and wrap around tools or parts.
Chip-control strategy depends on the grade, cutting tool, feed, depth of cut, coolant, and operation type.
Burr Formation
Slots, cross holes, small drilled passages, thread exits, and thin edges may develop persistent burrs.
The RFQ should identify:
- Burr-sensitive edges
- Internal passages
- Fluid-contact surfaces
- Cleanliness requirements
- Acceptable edge breaks
- Areas that cannot be accessed manually
Match the CNC Process to the Part Geometry
CNC Milling
CNC milling is appropriate for:
- Housings
- Brackets
- Valve bodies
- Plates
- Pockets
- Sealing faces
- Multi-hole patterns
- Instrument components
The setup plan should maintain the relationship between functional datums, mounting faces, bores, and sealing features.
CNC Turning
CNC turning suits rotational parts such as:
- Shafts
- Pins
- Sleeves
- Bushings
- Fittings
- Nozzles
- Threaded connectors
Turn-mill equipment may add flats, side holes, slots, and cross-drilled features without transferring the part to several separate machines.

SunOn’s CNC turning and milling guide explains how geometry, tolerance, and operation sequence affect process selection.
Multi-Axis CNC Machining
Multi-axis machining may help when a stainless steel component contains:
- Angled ports
- Features on several faces
- Compound mounting surfaces
- Restricted tool access
- Closely related bores
- Complex instrument geometry
Reducing repositioning can help maintain feature relationships, but it cannot correct incomplete datums or unrealistic tolerances.
Key DFM Risks
Deep, Narrow Pockets
Deep pockets may require long tools, increasing vibration, deflection, heat, and machining time.
Possible improvements include:
- Reducing unnecessary depth
- Increasing corner radii
- Improving tool access
- Dividing the component into machinable subassemblies
Thin Walls
Thin stainless steel walls can distort under cutting force, clamping pressure, residual stress, or heat.
The machining plan may require:
- Balanced material removal
- Additional support
- Roughing and finishing stages
- Reduced clamping force
- Intermediate inspection
Sharp Internal Corners
Standard milling tools produce an internal radius. Perfectly sharp internal corners may require EDM, broaching, special tooling, or a design revision.
Deep Blind Threads
Deep threads increase tool load and make chip evacuation more difficult. Drawings should distinguish between drilled depth, full-thread depth, and minimum effective engagement.
Excessive Tolerances
Tight tolerances should be limited to features controlling:
- Fit
- Motion
- Sealing
- Bearing alignment
- Assembly position
- Interchangeability
General dimensions can normally use a suitable title-block tolerance.

Surface Finishing and Passivation
As-Machined Finish
An as-machined surface may suit internal components, fixtures, prototypes, and non-cosmetic machine parts. Tool paths and minor machining marks may remain visible.
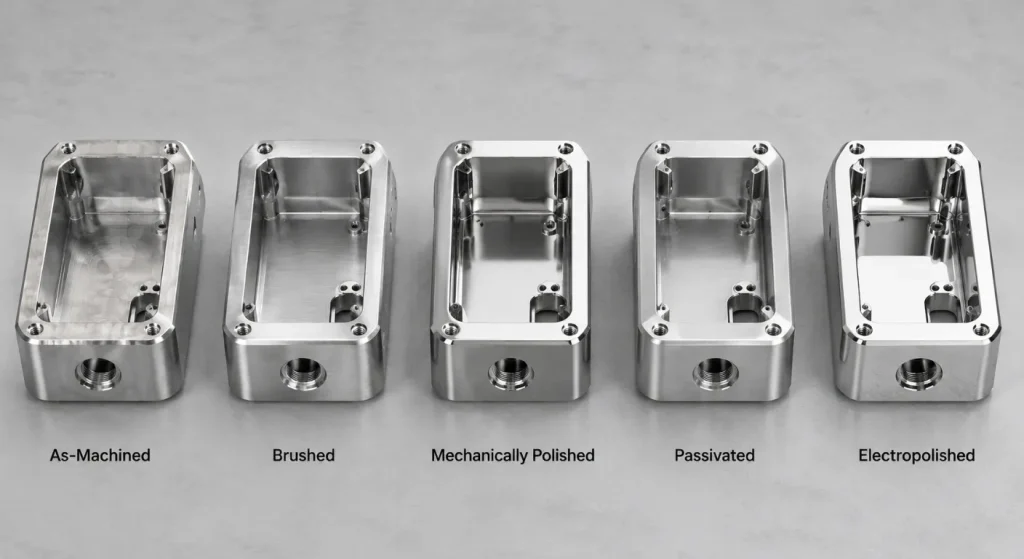
Brushing and Mechanical Polishing
Brushing can create a directional texture, while polishing can reduce surface roughness and improve appearance or cleanability.
The drawing should identify:
- Required surface direction
- Roughness target
- Cosmetic zones
- Sealing areas
- Areas that must remain dimensionally controlled
Passivation
Machining and handling can leave free iron or other contaminants on a stainless steel surface.
ASTM A967/A967M covers several chemical passivation treatments and alternative tests for confirming their effectiveness.
The RFQ should define:
- Required standard
- Treatment type where specified
- Verification method
- Masked or excluded areas
- Cleaning requirements
- Required documentation
Passivation supports surface condition and corrosion performance, but it does not compensate for selecting an unsuitable stainless steel grade.
Electropolishing
Electropolishing removes a controlled amount of surface material electrochemically. It may be considered for cleanability, appearance, reduced surface roughness, or fluid-contact applications.
Dimensional effects, edge changes, surface requirements, and acceptance tests should be defined before quotation.
Quality Control
Inspection should focus on features that control function.
Possible methods include:
- Micrometers and bore gauges
- Height gauges
- Thread plug and ring gauges
- Coordinate measuring machines
- Optical measurement
- Surface-roughness measurement
- Flatness inspection
- Visual finish inspection
- Material verification
- Passivation records
- Heat-treatment certification
The inspection plan should state whether the requirement is:
- First-article inspection
- Sampling inspection
- Full inspection
- Material traceability
- Dimensional report
- Finish certification
- Functional testing
What to Include in the RFQ
Provide:
- Controlled 2D engineering drawing
- 3D CAD model
- Complete stainless steel grade
- Material condition or heat treatment
- Prototype and production quantities
- Functional datums and GD&T
- Critical dimensions and fits
- Surface-roughness requirements
- Thread specifications
- Burr and edge requirements
- Passivation, polishing, or electropolishing
- Material and heat-treatment certificates
- Inspection and reporting requirements
- Cleaning and packaging instructions
- Delivery destination and target date
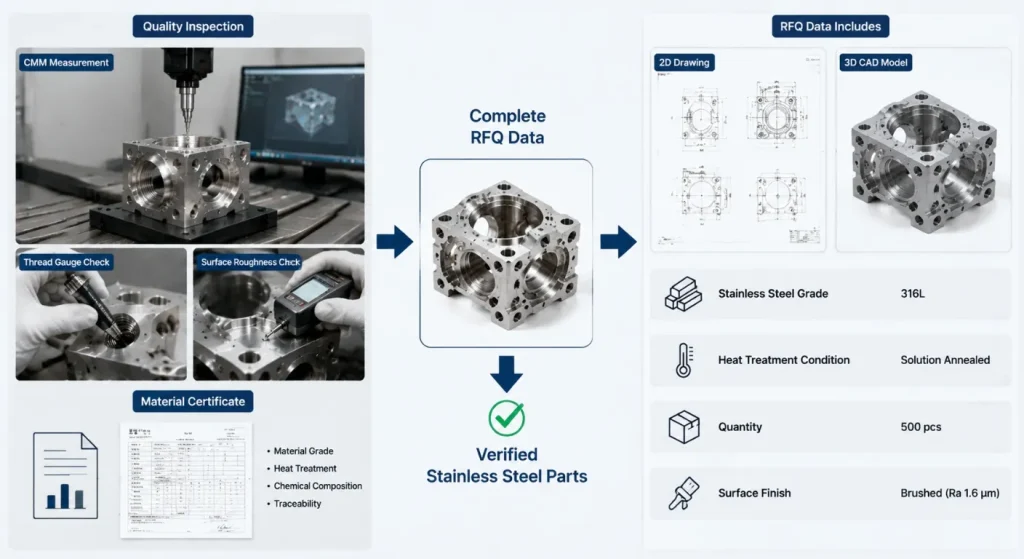
The 3D model communicates nominal geometry. The 2D drawing defines tolerances, surface requirements, material condition, and acceptance criteria.
Conclusion
Reliable stainless steel CNC machining begins with the correct material specification and a design that reflects the behavior of the selected grade.
304 supports many general-purpose applications, while 316L may be more suitable for demanding corrosion environments. 303 can improve machining efficiency where its corrosion and welding limitations are acceptable. 17-4PH may support higher-strength parts when its heat-treatment condition is clearly controlled.
Machining strategy should address work hardening, heat, chip control, burrs, distortion, surface finishing, and inspection. Advanced CNC equipment cannot compensate for an incomplete grade specification, unclear datum system, or undefined passivation requirement.
To request a manufacturability review, contact SunOn with your 2D drawing, 3D CAD model, stainless steel grade, quantities, critical tolerances, finish, and inspection requirements.
Frequently Asked Questions
1. Which Stainless Steel Grade Is Best for CNC Machining?
The correct grade depends on corrosion exposure, strength, welding, finish, and machining requirements. 303 offers improved machinability, 304 suits many general applications, 316L supports more demanding corrosion environments, and 17-4PH is considered for higher-strength parts.
2. Why Is Stainless Steel More Difficult to Machine Than Aluminum?
Stainless steel can generate more cutting heat, resist chip breaking, form persistent burrs, and work-harden when tools rub instead of cutting. Stable setups, sharp tooling, suitable feeds, effective coolant delivery, and controlled operation sequences are therefore important.
3. What Tolerances Are Possible for Stainless Steel CNC Parts?
Tolerance capability depends on the grade, material condition, geometry, feature size, wall thickness, heat treatment, and measurement method. Functional features should receive specific tolerances or GD&T, while general dimensions can use a suitable title-block tolerance.
4. Is Passivation Required After Stainless Steel CNC Machining?
Passivation may be specified when machining or handling contamination must be removed and the stainless surface condition restored. The required standard, treatment method, verification, cleaning, and documentation should be stated before quotation.
5. Can 303 Stainless Steel Replace 304 or 316L to Reduce Machining Cost?
303 may improve chip control and machining efficiency, but it generally offers lower corrosion resistance and weldability than 304 or 316L. It should only be substituted after reviewing the application environment and functional requirements.
6. What Information Is Needed for a Stainless Steel Machining RFQ?
Provide the complete stainless grade, material or heat-treatment condition, 2D drawing, 3D CAD model, quantities, critical tolerances, surface requirements, and inspection plan. Passivation, polishing, material certification, cleanliness, and packaging requirements should also be defined.