
What is Metal Stamping and Assembly? A Complete Guide
Metal stamping is a foundational manufacturing process that shapes the modern world by transforming flat metal sheets into complex components. Whether you are holding a smartphone or driving a car, you are interacting with the results of high-precision metalwork. This guide explores the intricate relationship between stamping and assembly, providing a roadmap for businesses looking to optimize their production cycles.
What Is Metal Stamping and How Does It Work?

Metal stamping is a cold-forming manufacturing process that uses dies and presses to transform flat metal sheets into specific shapes. By applying intense pressure, machines cut, bend, and coin the material into precise components. It is a cost-effective solution for high-volume production across the automotive, aerospace, and electronics industries.
In my years observing production floors, I have seen how the "cold-forming" aspect of stamping provides a unique advantage. Unlike casting or forging, which require extreme heat, stamping works with the metal at room temperature. This preserves the material's structural integrity and allows for incredible speed. The process starts with a coil of sheet metal—steel, aluminum, or copper—which is fed into a stamping press. Inside, a custom-designed tool, known as a die, acts as a high-speed cookie cutter and mold combined.
The press exerts hundreds of tons of force. In a single stroke, it can perform several actions:
- Blanking: Cutting the rough outline of the part.
- Piercing: Creating holes or slots.
- Bending: Shaping the metal along a straight line.
- Coining: Squeezing the metal to create fine details or surface textures.
This repeatability makes it the gold standard for industries that need thousands of identical parts with tolerances as tight as a fraction of a millimeter.
What Are the Primary Stages of the Metal Stamping Process?

The metal stamping process involves several key stages: design and engineering, tool and die creation, and the actual stamping operation. Once the design is finalized, custom dies are manufactured. The metal sheet then passes through the press, where it undergoes blanking, piercing, bending, or coining to achieve its final form.
Precision begins long before the press starts moving. The engineering phase is where the "magic" happens. Engineers use CAD software to simulate how the metal will flow under pressure. This prevents tearing or thinning in the final product.
| Stage | Key Activity | Goal |
| Design | CAD modeling and simulation | Ensure structural integrity and manufacturability. |
| Tooling | Creating the master die | Develop a durable tool for millions of cycles. |
| Feeding | Loading raw material | Move metal coils into the press at high speed. |
| Stamping | The physical strike | Form the part using pressure and precision. |
| Inspection | Quality control | Verify that every part meets the original specs. |
During the tooling phase, manufacturers often create a T1 injection sample if they are integrating plastic components, but for metal, the focus is on the die's hardness and alignment. A misaligned die by even a hair can lead to thousands of dollars in wasted material.
What Are the Main Types of Metal Stamping Techniques?
There are three primary metal stamping techniques: progressive die stamping, transfer die stamping, and compound stamping. Progressive die stamping uses a series of stations for complex parts, while transfer die stamping moves parts between separate presses. Compound stamping performs multiple operations in a single stroke, making it ideal for simpler, flat components.
Progressive Die Stamping
This is the workhorse of high-volume manufacturing. A strip of metal is fed through a series of stations. At each station, the die performs a different operation (a cut here, a bend there). The part remains attached to the strip until the very last station, where it is cut free. It is fast, efficient, and produces very little scrap.
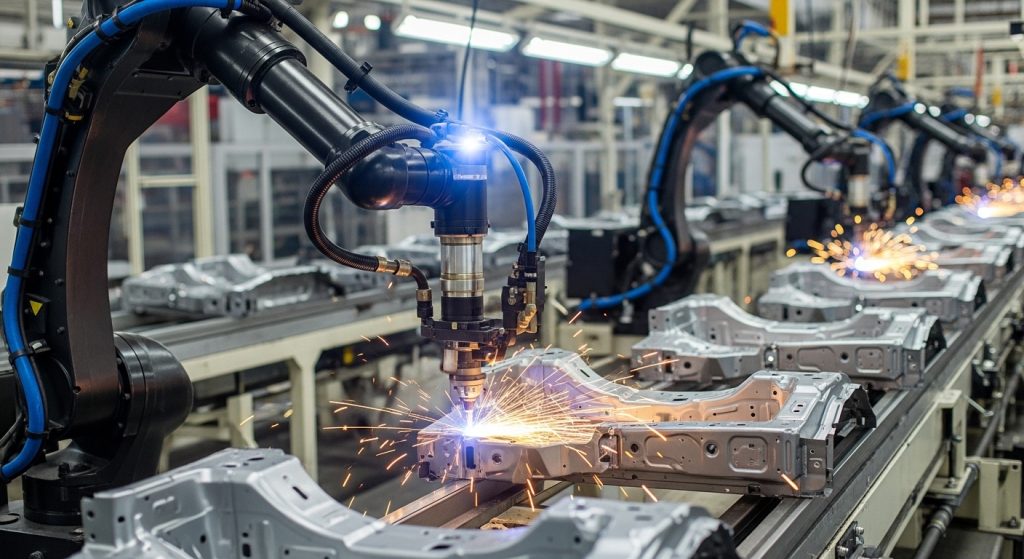
Transfer Die Stamping
When a part is too large or complex to stay attached to a metal strip, we use transfer die stamping. Mechanical "fingers" or transport systems move the individual part from one station to the next. This is common in the automotive industry for large panels or frames.
Compound Stamping
If you need a flat part with multiple holes or internal cuts, compound stamping is the best choice. It performs all operations in one stroke of the press. While it isn't used for three-dimensional bending, it offers unmatched accuracy for flat components like washers or brackets.
How Does Metal Assembly Enhance the Stamping Process?
Metal assembly integrates individual stamped parts into a finished sub-component or product. This often involves welding, riveting, or hardware insertion. Combining stamping and assembly under one roof reduces lead times, lowers shipping costs, and ensures better quality control, as the fit and function are verified immediately during the production cycle.
A stamped part is rarely a finished product on its own. For instance, a computer chassis requires multiple stamped panels, brackets, and screws to come together. In an integrated facility, the assembly happens seconds after the stamping.
Common assembly methods include:
- Spot Welding: Using electrical resistance to join metal parts.
- Mechanical Fastening: Using rivets, bolts, or screws.
- Hardware Insertion: Press-fitting nuts or studs into the stamped holes.
- Adhesive Bonding: Using industrial-strength glues for lightweight or aesthetic joints.
Tip: Always look for a manufacturer that offers "in-die" assembly. This advanced technique allows the press to insert hardware or join parts during the stamping stroke itself, saving significant time and labor costs.
Which Materials Are Most Common in Metal Stamping and Assembly?
The most common materials used in metal stamping include cold-rolled steel, stainless steel, aluminum, copper, and brass. Each material offers unique benefits; for instance, aluminum is favored for its lightweight and corrosion resistance. When choosing materials, engineers must consider the part's final application, required strength, and overall manufacturing budget.
Material choice dictates the "springback"—the tendency of metal to return to its original shape after being bent.
- Steel: The most common choice due to its strength and low cost.
- Aluminum: Excellent for weight reduction. While aluminum die casting is better for thick, complex 3D shapes, stamping is the preferred method for thin aluminum enclosures and panels.
- Copper/Brass: Essential for electrical components because of their high conductivity.
- Specialty Alloys: Used in aerospace for heat resistance.
When parts require extreme detail and high structural integrity in three dimensions, some designers pivot to precision aluminum casting. However, for high-speed, high-volume production of thin-walled parts, stamping remains the undisputed champion.
What Are the Key Benefits of Choosing Metal Stamping for Production?
Metal stamping offers high precision, exceptional repeatability, and significant cost savings for high-volume production runs. Because the process is highly automated, labor costs remain low. Additionally, modern stamping techniques produce minimal waste and allow for complex geometries that would be difficult or expensive to achieve through other manufacturing methods like traditional machining.
If you are looking at a production run of 10,000 units or more, stamping is almost always the most economical path. The initial "hit" is the cost of the tooling (the dies). However, once the dies are made, the cost per part drops to pennies.
Another benefit is material efficiency. Modern nesting software allows engineers to arrange parts on a sheet of metal like a jigsaw puzzle, ensuring that almost every square inch of material is used. This sustainability factor is increasingly important in today’s manufacturing landscape.
How Does Metal Stamping Compare to Injection Molding?
While metal stamping focuses on forming sheet metal, injection molding involves injecting molten material into a mold. Stamping is ideal for structural metal components, whereas rapid injection molding is the go-to for plastic parts. Both processes require high-quality tooling and often start with a T1 injection sample to verify the initial design.
| Feature | Metal Stamping | Injection Molding |
| Material | Sheet Metal (Steel, Alum, etc.) | Plastics and Polymers |
| Process | Cold-forming (Mechanical pressure) | Heat-forming (Molten injection) |
| Typical Use | Brackets, panels, terminals | Housings, gears, consumer goods |
| Speed | Extremely high (hundreds of PPM) | High (seconds to minutes per cycle) |
| Strength | Very high (Metal properties) | Variable (Based on plastic grade) |
For projects requiring low volumes or rapid prototyping in plastic, no minimum molding services are available. However, for structural components that must withstand heat or mechanical stress, metal stamping is the superior choice.
How Do You Select the Best Metal Stamping Partner?
Selecting the right partner requires evaluating their technical capabilities, quality certifications, and assembly services. Look for a provider that offers end-to-end solutions, from tool design to final assembly. A partner with a proven track record in both metalwork and plastic solutions, like Sunon Mould, provides the versatility needed for complex, multi-material projects.
Experience matters. When you vet a supplier, ask about their die maintenance protocols. A die that isn't sharpened or aligned regularly will produce burrs—sharp, unwanted edges on the metal.
Check for:
- ISO Certifications: Ensures consistent quality management.
- In-House Tooling: Speeds up repairs and reduces lead times.
- Secondary Operations: Can they handle painting, plating, or final assembly?
- Communication: Do they offer design-for-manufacturability (DFM) feedback?
Working with a single-source supplier for both metal stamping and assembly simplifies your supply chain. It eliminates the "finger-pointing" that happens when a part from one vendor doesn't fit a part from another.
Why Is Quality Control Vital in Stamped Assemblies?
Quality control ensures that every assembled unit functions as intended and meets safety standards. This involves both automated sensors within the stamping press and manual inspections using precision gauges. In high-speed production, even a minor deviation can lead to thousands of defective units if not caught immediately.
In a modern facility, sensors monitor the "shut height" of the press. If a piece of scrap gets stuck in the die, the sensor detects the change in pressure and stops the machine instantly. This prevents damage to the expensive tooling.
After assembly, parts often undergo:
- Pull Testing: To ensure rivets or welds hold under stress.
- Dimensional Inspection: Using Coordinate Measuring Machines (CMM).
- Salt Spray Testing: For parts that require corrosion resistance.
By maintaining these high standards, manufacturers ensure that the final product—whether it's a medical device or a car door—is safe and reliable.