
Achieving ±0.1mm Precision in 3D Printing: Technologies and Tips
Achieving ±0.1mm precision in 3D printing is possible by using industrial-grade additive manufacturing technologies such as Stereolithography (SLA) and Selective Laser Sintering (SLS). Success in hitting these tight tolerances requires a combination of high-resolution laser optics, strictly controlled thermal environments, and expert Design for Manufacturability (DFM) to compensate for material shrinkage. For B2B engineering teams, reaching this level of accuracy ensures that 3D-printed prototypes function correctly in complex assemblies, reducing the risk of costly design changes before moving to mass production.

Industrial Technologies Capable of High Precision 3D Printing
Not all additive manufacturing methods can meet the rigorous demands of industrial tolerances. While desktop FDM printers are excellent for early-stage concept modeling, they often struggle with the dimensional stability required for professional engineering. High-precision 3D printing services rely on industrial platforms that maintain consistency across the entire build plate. These machines use advanced sensors to monitor the build environment in real-time, adjusting parameters to ensure that every layer adheres to the original CAD specifications.
Choosing the right technology is the first step in ensuring your parts fit as intended. At SunOn, we utilize high-end industrial systems to deliver the accuracy needed for 3D-printed prototypes for consumer electronics, where even a 0.2mm deviation can prevent a housing from snapping together. Understanding the physical mechanics of each process allows engineers to design parts that play to the strengths of the chosen technology.
Stereolithography (SLA) for Superior X-Y Resolution
SLA is widely regarded as the most accurate 3D printing technology for visual and high-detail components. It works by using a UV laser to cure liquid photopolymer resin layer by layer. Because the laser spot size can be as small as 0.05mm, SLA can capture intricate features that other methods miss. This precision makes it the primary choice for medical device prototype 3D printing, where anatomical models or surgical guides must match patient data with extreme fidelity.
The liquid nature of the resin also contributes to superior surface finishes. Unlike powder-based systems, SLA parts are nearly isotropic, meaning they have consistent strength and dimensions in all directions. However, engineers must account for the chemical shrinkage that occurs during the UV curing process. Professional service bureaus use proprietary offsets in their slicing software to "overbuild" certain dimensions, ensuring the final part settles exactly at the ±0.1mm target.
Selective Laser Sintering (SLS) for Dimensional Stability
SLS uses a high-power laser to fuse thermoplastic powder, typically Nylon PA12. While SLA excels at fine detail, SLS is often preferred for functional 3D-printed prototype for automotive components that must withstand mechanical stress. The SLS process is naturally robust because the unsintered powder acts as a continuous support structure, allowing for complex geometries without the need for manual support removal which can sometimes distort part dimensions.
Achieving ±0.1mm in SLS requires masterful thermal management. The build chamber is heated to just below the melting point of the powder. If the cooling process is too rapid or uneven, the parts may warp or "potato chip," leading to dimensional inaccuracies. Industrial SLS operators manage this by utilizing controlled "cool-down" cycles that can last as long as the print itself. This patience ensures that internal stresses are neutralized, resulting in accurate 3D printed parts that maintain their shape over time.
Factors Affecting Dimensional Accuracy in Additive Manufacturing
Dimensional accuracy in additive manufacturing is not a static number; it is a result of several interacting variables. A 3D printing tolerances guide must include more than just machine specifications. It must account for material behavior, geometry complexity, and the specific parameters used during the build. For instance, large, flat surfaces are more prone to warping than small, ribbed structures. Understanding these physics-based constraints is what separates experienced R&D teams from those who face constant assembly failures.
Sourcing managers must realize that "precision" is a collaborative effort between the designer and the manufacturer. When you request high precision 3D printing services, you are essentially buying the manufacturer's ability to predict and compensate for these variables. At SunOn, our DFM-led quoting process identifies potential accuracy risks before we start the machines, allowing us to suggest minor design tweaks that lead to much better dimensional outcomes.
Material Shrinkage and Thermal Contraction Factors
Every material used in 3D printing undergoes a phase change, either from liquid to solid or from a molten state to a hardened one. During this transition, the material naturally shrinks. If a material has a 1% shrinkage rate, a 100mm part will end up being 99mm if no compensation is applied. High-precision services use advanced material datasheets to apply precise scale factors to the CAD model before printing.
Thermal contraction is particularly challenging in metal 3D printing or high-temp plastics. As the part cools from hundreds of degrees down to room temperature, the outer layers contract faster than the core. This delta can pull features out of alignment. Using materials with lower thermal expansion coefficients or optimizing the "hatching" pattern of the laser can significantly mitigate these effects, keeping the part within the ±0.1mm window.
The Role of Part Orientation and Support Structures
How a part sits in the machine—its orientation—directly impacts its accuracy. In SLA, orienting a part at a 45-degree angle can improve the surface finish but may introduce slight stair-stepping on critical diameters. Conversely, printing a hole vertically usually results in better roundness than printing it horizontally. Support structures also play a dual role: they hold the part in place and act as a heat sink to pull thermal energy away from the part, preventing localized warping.
Strategic support placement is an art form in custom 3D-printed prototypes. If supports are too thick, they are difficult to remove and may leave scars that require heavy sanding, which alters the final dimensions. If they are too thin, the part might shift during the build. Expert technicians balance these factors to ensure the part remains stable throughout the entire additive process, preserving the intended tolerances.
SunOn’s Quality Control: Verifying ±0.1mm Tolerance Standards
Claiming precision is easy; proving it requires a sophisticated quality assurance infrastructure. In the B2B manufacturing world, "trust but verify" is the standard operating procedure. When we deliver parts for medical or automotive applications, we back our claims with data. SunOn’s quality control lab utilizes a range of high-precision metrology tools to ensure that every part leaving our facility meets the customer's specific tolerance requirements.
| Metric | SLA Precision | SLS Precision | FDM (Industrial) |
| Standard Tolerance | ±0.1mm or ±0.1% | ±0.2mm or ±0.2% | ±0.25mm |
| Minimum Wall Thickness | 0.5mm | 0.8mm | 1.0mm |
| Surface Finish (Ra) | 1.6 - 3.2 µm | 6.3 - 12.5 µm | 12.5 - 25 µm |
| Typical Application | High-detail housings | Functional gears | Large brackets |
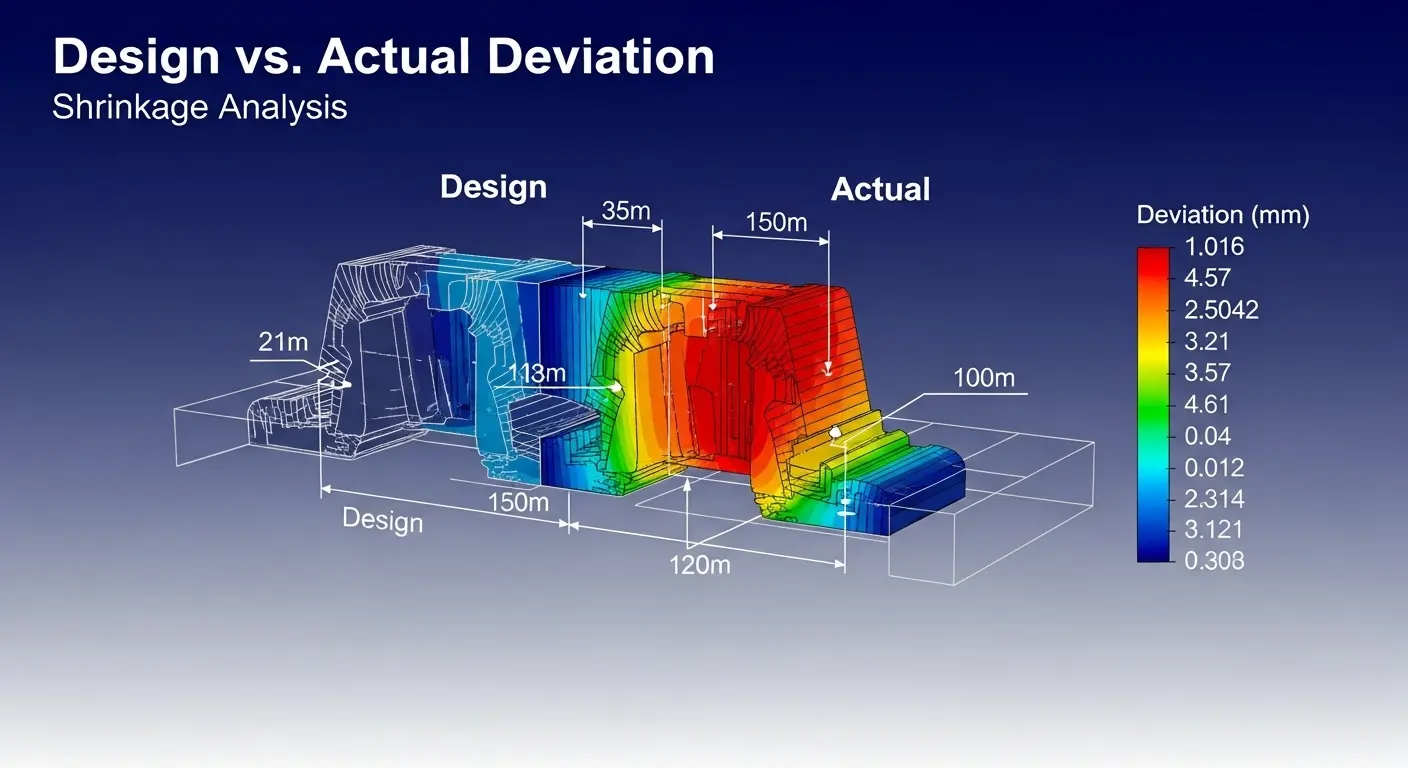
We utilize Coordinate Measuring Machines (CMM) and 3D optical scanners to compare the physical part against the original digital CAD file. This creates a "heat map" of deviations. If a part shows a consistent drift in one direction, we can use that data to refine our calibration for the next batch. This closed-loop quality system is why we are a preferred partner for global brands that cannot afford the risks associated with unverified "overseas" sourcing.
Pro-Tips for Designing High Precision 3D Printed Parts
To get the best results from high precision 3D printing services, engineers should follow a few "precision-first" design principles. First, always design for the technology's specific limitations. For example, if you need a ±0.1mm fit on a shaft and a hole, consider designing the hole slightly oversized to account for the "over-cure" common in resin printing. This is a standard DFM practice that ensures parts slide together smoothly without manual filing.
Second, incorporate ribs and gussets to provide structural rigidity. Flat, thin plates are the enemy of precision in 3D printing as they are the most likely to warp. By adding small structural supports into the design itself, you increase the part's resistance to thermal and chemical stresses. Finally, always communicate your "critical dimensions" to your supplier. Not every dimension on a part needs to be ±0.1mm; by identifying the 2 or 3 features that truly matter for assembly, you allow the manufacturer to optimize the build orientation specifically for those features.
FAQ: Accuracy and Precision in Additive Manufacturing
Which 3D printing technology is the most accurate?
SLA (Stereolithography) is generally considered the most accurate 3D printing technology for small to medium parts. Its use of a highly focused UV laser and liquid resin allows it to achieve consistent ±0.1mm tolerances and exceptional surface detail, making it ideal for electronics and medical prototypes.
What are standard tolerances for 3D printed parts?
Standard industrial 3D printing tolerances typically range from ±0.1mm to ±0.3mm depending on the process. While ±0.1mm is achievable with SLA and SLS under controlled conditions, a more common "safe" tolerance for general prototyping is ±0.2mm. Always consult your service provider's 3D printing tolerances guide before finalizing a design.
How do you compensate for shrinkage in 3D printing?
Shrinkage is compensated for by applying a "scale factor" to the CAD model in the slicing software. This factor is calculated based on historical data for a specific material and machine combination. For high-precision parts, a test print is often performed to determine the exact shrinkage rate before the final production run.
Does layer height affect dimensional accuracy?
Layer height primarily affects the Z-axis resolution and the smoothness of curved surfaces (stair-stepping), but it has a smaller impact on X-Y dimensional accuracy. However, thinner layers can lead to more total "heat cycles" or UV exposures during a build, which can slightly increase internal stresses and potential for warping.
Can 3D printing achieve the same tolerances as CNC machining?
While high-precision 3D printing can hit ±0.1mm, CNC machining remains superior for extreme accuracy, often reaching ±0.01mm. For parts requiring "metal-to-metal" fits or bearing seats, we often recommend 3D printing the bulk of the part and then using CNC machining for secondary finishing on critical features.
How does part size affect 3D printing accuracy?
As part size increases, the absolute error typically increases as well. Many industrial standards define accuracy as a fixed number plus a percentage of the dimension (e.g., ±0.1mm + 0.1% of the length). Large parts are more susceptible to thermal gradients across the build chamber, making them harder to hold to tight tolerances than small components.
Conclusion: Precision as a Competitive Advantage
Achieving ±0.1mm precision in 3D printing is no longer a myth; it is a standard industrial capability for those with the right technology and expertise. By selecting the appropriate method—SLA for detail or SLS for durability—and applying rigorous DFM principles, engineers can create prototypes that mirror the accuracy of final production parts. This precision reduces the "iteration gap," allowing hardware brands to move from concept to market with significantly higher confidence.
SunOn Industrial Group is dedicated to providing the technical depth and quality control necessary for high-stakes B2B projects. We don't just print parts; we engineer solutions that meet the most demanding global standards. Our commitment to verified accuracy and transparent documentation makes us the ideal partner for your next high-precision project.
Do you have a project requiring tight-tolerance prototypes? Contact the SunOn engineering team today for a detailed DFM review and see how we can help you achieve ±0.1mm precision for your critical components.