
Aluminum Liquid Cooling Parts: Custom Manufacturing Services from SunOn
SunOn manufactures custom aluminum liquid cooling parts from customer drawings, 3D CAD models, technical requirements, and production forecasts. Depending on the component geometry, tolerance, quantity, and project stage, we can support CNC machining, aluminum die casting, or die casting followed by precision secondary machining.
Our manufacturing services cover prototypes, low- and medium-volume production, tooling-based mass production, surface finishing, dimensional inspection, and assembly support where required. Each project begins with a design and manufacturability review to identify critical channels, sealing features, threaded ports, mating surfaces, and inspection requirements.
Upload your drawings for an engineering review and quotation. Include your CAD file, estimated quantity, aluminum alloy, surface finish, critical tolerances, and any pressure, leak-testing, or inspection requirements.
Custom Aluminum Liquid Cooling Parts from SunOn
SunOn provides build-to-print manufacturing for custom aluminum cooling components used in thermal-management and liquid-cooling assemblies. We do not supply standard retail water-cooling products. Every component is manufactured according to the buyer’s design, material specification, application, and quality requirements.
Our capabilities can support projects involving:
- Cooling plates and thermal plates
- Liquid-cooling heat sinks
- Flow-distribution blocks and manifolds
- Aluminum housings and covers
- Baseplates and mounting plates
- Pump, valve, and connector housings
- Adapters, brackets, and assembly interfaces
- Other custom aluminum parts used within cooling systems
Manufacturability depends on the component’s internal geometry, wall thickness, sealing requirements, alloy, tolerance, production quantity, and testing specification. SunOn reviews these factors before recommending a manufacturing process.
Aluminum Cooling Components We Can Manufacture
CNC-Machined Cooling Plates and Precision Components
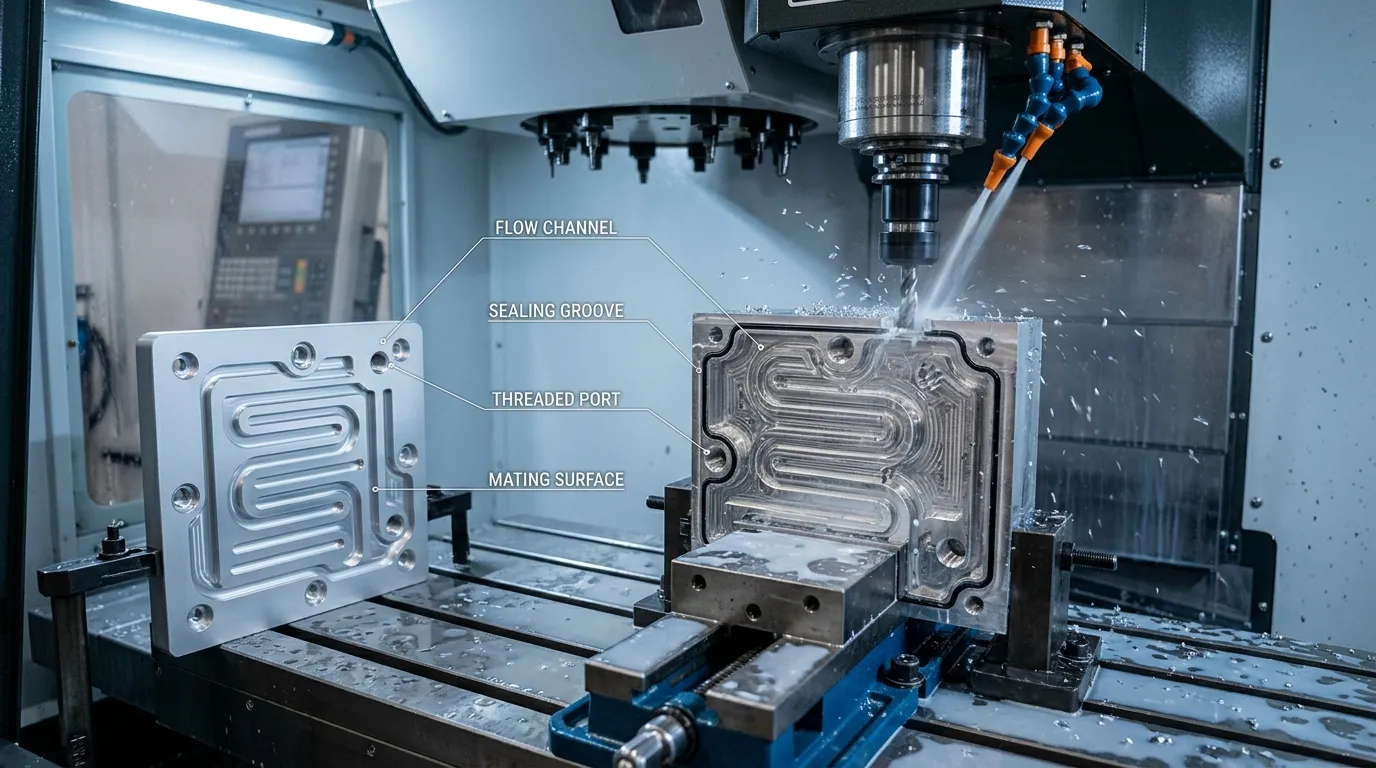
CNC machining is suitable for aluminum cooling parts that require precise pockets, open channels, threaded ports, O-ring grooves, mounting holes, flat mating surfaces, or features located across several faces.
It is often selected for prototypes, design validation, low- and medium-volume production, and projects that may still require engineering changes. Because dedicated production tooling is usually unnecessary, buyers can test and revise the design before committing to a higher-volume process.
SunOn’s aluminum CNC machining services include milling, drilling, tapping, turning, multi-face machining, surface finishing, and dimensional inspection. Critical sealing and assembly features should be clearly identified in the technical drawing.
Die-Cast Cooling Housings and Thermal Components
Aluminum die casting can be considered for stable component designs that require repeatable production, integrated structural features, ribs, housings, mounting geometry, or complex external shapes.
The process requires production tooling, so it is generally more appropriate after the design and demand forecast have been validated. Part geometry, wall thickness, draft, tool construction, casting requirements, and expected machining content must be evaluated before tooling begins.
SunOn’s aluminum die casting capabilities include mold development, casting, trimming, secondary machining, finishing, inspection, and production support.
Die-Cast Heat Sink and Housing Components
Die casting can integrate thermal and structural features into one aluminum component. Depending on the design, a part may include external fins, ribs, mounting points, protective walls, connector locations, or enclosure features.
For projects centered on this component type, buyers can review SunOn’s die-cast heat sink components. The broader aluminum liquid cooling parts service can also cover related housings, plates, adapters, and assembly interfaces within the same cooling system.
Cast Parts With Secondary CNC Machining
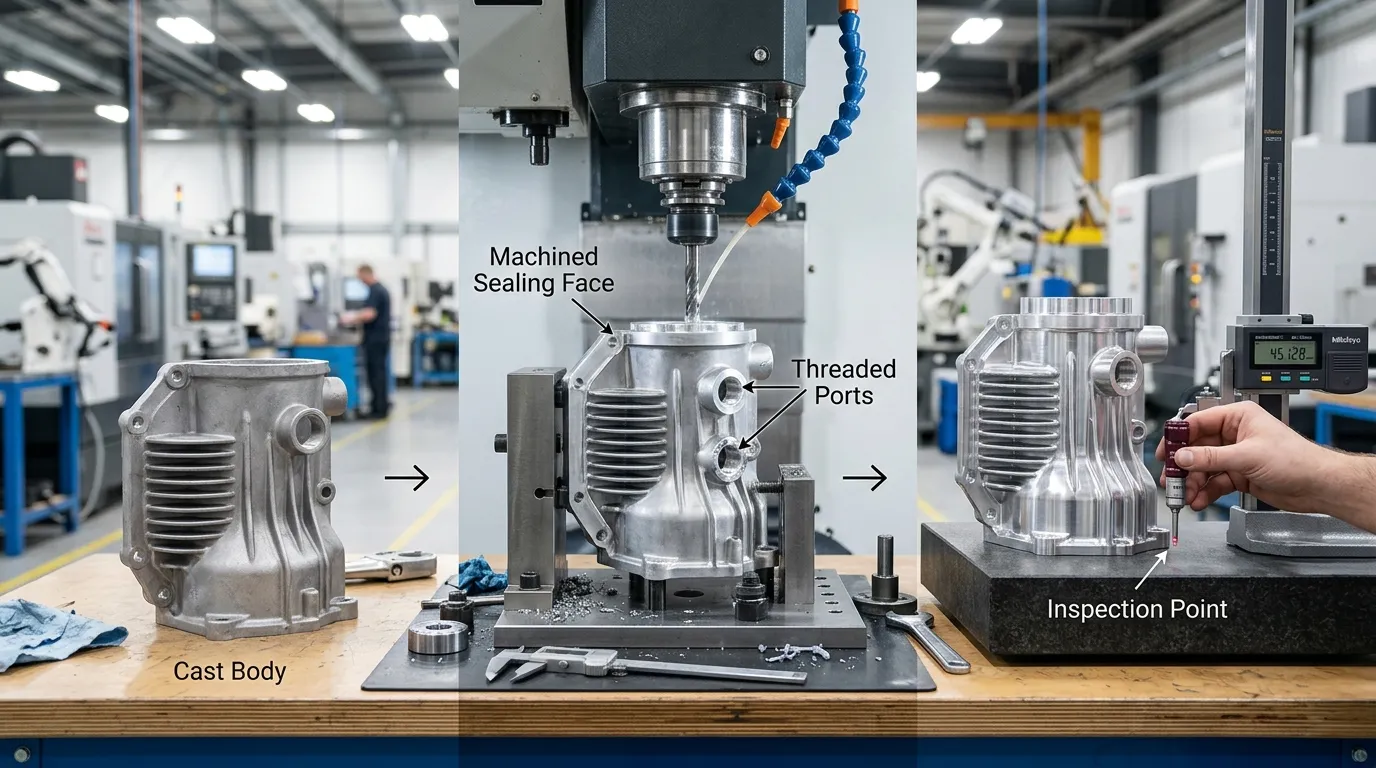
A cast component may still require machining where dimensional control, sealing, alignment, or assembly fit is critical.
Common secondary operations include:
- Machining sealing and mating faces
- Producing O-ring grooves
- Drilling and tapping threaded ports
- Finishing critical bores
- Controlling locating features
- Machining flat contact areas
- Adding assembly holes and interfaces
This hybrid route combines the repeatable shape-forming advantages of die casting with the local precision of CNC machining.
CNC Machining or Die Casting: Which Route Fits Your Part?
The correct process depends on design maturity, production quantity, geometry, tooling budget, precision requirements, and expected design changes.
| Decision Factor | CNC Machining | Aluminum Die Casting | Casting and CNC Machining |
|---|---|---|---|
| Typical project stage | Prototype, validation, or bridge production | Stable production design | Stable design with precision interfaces |
| Tooling requirement | Low or no dedicated tooling | Production die required | Production die and machining fixtures |
| Design changes | Easier to implement between batches | Tool modifications may be required | Cast geometry is less flexible, but machined areas can be adjusted |
| Precision features | Suitable for tight local control | Limited by casting requirements | Critical areas are machined after casting |
| Integrated geometry | Limited by cutter access | Suitable where casting rules permit | Supports complex cast bodies with controlled interfaces |
| Typical quantity fit | Low to medium | Medium to high | Medium to high |
| Main advantage | Precision and flexibility | Repeatability and production scale | Scalable geometry with precision surfaces |
CNC machining is generally suitable when design flexibility, prototype speed, and precise features are more important than tooling economics.
Die casting may be more practical when the design is stable and repeatable production can justify tooling development.
A hybrid process is useful when the main body can be cast, but sealing surfaces, ports, grooves, bores, or mounting interfaces require machining.
Universal quantity thresholds should not be used without reviewing the actual part. Tooling cost, cycle time, component size, machining content, annual demand, and quality requirements all affect the final recommendation.
Critical Features in Aluminum Liquid Cooling Parts
Flow Channels and Internal Geometry
Flow channels must be fully defined in the 3D model and supported by dimensions in the drawing where necessary. Channel width, depth, corner radius, spacing, entry points, and tool access can influence manufacturability.
Deep, narrow, or enclosed passages may require a modified design, multiple components, additional processing, or another manufacturing route. SunOn reviews the geometry before confirming how the channels can be produced.
Sealing Surfaces and O-Ring Grooves
Sealing areas require clear dimensional and surface requirements. Buyers should specify the groove geometry, mating component, seal type, operating conditions, and any critical surface-finish requirement.
Applying tight tolerances to every surface can add unnecessary cost. The drawing should identify which grooves, faces, and dimensions directly affect leakage prevention and assembly fit.
Ports, Threads, and Assembly Features
The technical package should define:
- Thread standard and size
- Thread depth
- Port location and orientation
- Insert requirements
- Countersinks and counterbores
- Mounting-hole positions
- Assembly alignment features
These details allow SunOn to select the proper machining sequence, tooling, inspection method, and fixture arrangement.
Flatness, Parallelism, and Mating Faces
Cooling plates, housings, and baseplates may require controlled mating surfaces for sealing, alignment, or thermal contact. Buyers should clearly mark functional faces and specify only the flatness, parallelism, or surface roughness required by the application.
This helps maintain performance while avoiding unnecessary manufacturing time and cost.
Aluminum Alloy and Surface-Finish Requirements
The aluminum grade should be selected according to the component design, required mechanical properties, manufacturing process, coolant environment, corrosion exposure, and finishing requirements.
The RFQ should identify:
- Required aluminum alloy or functional material properties
- Operating temperature
- Coolant or fluid environment
- Corrosion conditions
- Required anodizing, coating, or other finish
- Areas that must be masked
- Cosmetic requirements
- Dimensions that apply after surface treatment
- Material documentation requirements
Surface treatments can affect final dimensions, threads, sealing areas, and electrical contact points. These requirements should be reviewed before manufacturing begins.
From Drawing Review to Finished Components
SunOn follows a project workflow designed to identify manufacturing risks before production.
- RFQ and file review: The buyer submits 2D drawings, 3D CAD files, material requirements, estimated quantities, finishes, and critical specifications.
- DFM and process recommendation: SunOn reviews geometry, tool access, wall thickness, tolerances, sealing features, production volume, and tooling requirements.
- Quotation and project confirmation: The manufacturing route, scope, quality requirements, and commercial terms are confirmed.
- Prototype or tooling development: The project moves to CNC prototyping or die-casting tool development, depending on the selected process.
- Manufacturing and secondary operations: Components are machined or cast, followed by drilling, tapping, finishing, and assembly operations where required.
- Inspection and first-article review: Critical dimensions, surfaces, threads, and assembly features are checked according to the agreed inspection plan.
- Production and delivery: After sample approval, the project moves to the confirmed production quantity and delivery schedule.
This approach can support a project from initial prototype through design validation and production scaling.
Quality and Inspection Requirements
Quality planning should focus on the features that affect sealing, flow, alignment, thermal contact, and final assembly.
Depending on the agreed project scope, inspection may cover:
- Raw-material verification
- In-process dimensional checks
- Final dimensional inspection
- Critical groove and port dimensions
- Flatness and parallelism
- Thread features
- Surface condition
- Coating or finish requirements
- Assembly fit
- Inspection documentation
Buyers should state whether they require material certificates, dimensional reports, first-article records, surface-roughness checks, coating measurements, or other project-specific documentation.
Pressure testing, leak testing, thermal testing, flow testing, or special cleanliness procedures must be specified during the RFQ stage. Availability and method should be confirmed for the individual project rather than assumed as standard.
Information to Include in Your RFQ
A complete technical package helps SunOn provide a more accurate process recommendation and quotation.
Include the following information:
- 2D technical drawing
- 3D CAD model
- Part name and application
- Aluminum alloy or required properties
- Prototype quantity
- Expected production quantity
- Annual demand estimate
- Critical dimensions and tolerances
- Channel geometry
- Port and thread specifications
- O-ring and sealing details
- Flatness and surface-roughness requirements
- Surface finish and masking requirements
- Operating temperature
- Coolant or fluid environment
- Working-pressure range
- Requested inspection reports
- Leak- or pressure-test specification
- Assembly requirements
- Packaging requirements
- Target delivery schedule
Not sure whether your design should be CNC-machined, die-cast, or produced with a hybrid process? Submit the current drawing, CAD model, and quantity forecast so SunOn can review the design and discuss a practical manufacturing route.
Why Work With SunOn?
SunOn has provided custom manufacturing services since 1997. Our broader capabilities include mold development, CNC machining, aluminum die casting, surface finishing, inspection, assembly, and production support.
For aluminum liquid cooling components, this integrated structure allows buyers to discuss prototype machining, production tooling, casting, secondary machining, and final inspection with one manufacturing partner.
Key project-support capabilities include:
- Design for manufacturability review
- Prototype and production support
- CNC machining and die casting
- Secondary precision machining
- Surface finishing
- Dimensional inspection
- Assembly support where required
- International project and delivery experience
Final manufacturing capability, inspection scope, certification requirements, and testing arrangements are confirmed according to the specific drawing and project.
Frequently Asked Questions
What files should I submit for a quotation?
Submit a 3D CAD model and a 2D drawing showing material, tolerances, critical surfaces, threads, sealing features, and finish requirements. Also include prototype quantity, expected production demand, operating conditions, inspection requirements, and any leak- or pressure-test specification.
Can SunOn produce low-volume aluminum cooling components?
Yes. CNC machining can support prototypes, validation parts, and low- or medium-volume orders without requiring a production die. The suitable process depends on geometry, tolerance, material, finishing, and quantity.
Can a CNC-machined prototype be converted to die-cast production?
A CNC prototype can help validate fit, assembly, and overall function before die-casting tooling is developed. However, the design may need to be adjusted for draft, wall thickness, parting lines, tool construction, and secondary machining.
Can die-cast cooling parts receive secondary CNC machining?
Yes. Secondary machining can be used for sealing faces, O-ring grooves, critical bores, threaded ports, mounting holes, locating features, and other areas that require tighter dimensional control than the casting process alone provides.
How do I choose between CNC machining and die casting?
CNC machining is generally preferred for prototypes, changing designs, lower quantities, and precision features. Die casting is more suitable for stable designs and repeatable production that can justify tooling. A hybrid route may be selected when a cast body needs machined interfaces.
Which aluminum alloy should I specify?
The alloy depends on the selected manufacturing process, mechanical requirements, corrosion environment, operating temperature, finish, and application. Provide the required grade when known. Otherwise, provide the functional requirements so the material can be reviewed during the RFQ stage.
Can SunOn provide anodizing or another finish?
Surface finishing can be included according to the project requirements. Specify the finish type, appearance, masking areas, coating thickness, and dimensions that must be controlled after treatment.
How should I specify O-ring grooves and sealing surfaces?
Show the complete groove dimensions, tolerance, mating geometry, seal specification, surface requirement, and operating conditions. Clearly identify which dimensions and faces directly affect sealing.
Can SunOn provide pressure or leak testing?
Testing requirements should be submitted with the drawing and operating-pressure information. SunOn will review the requested test method, acceptance criteria, documentation, and project scope before confirming availability.
Does SunOn sell standard liquid cooling parts from stock?
SunOn focuses on custom manufacturing from customer drawings and CAD models rather than standard retail cooling parts. Components are quoted according to their geometry, material, quantity, finish, inspection, and testing requirements.
Request a Quote for Custom Aluminum Liquid Cooling Parts
Upload your 2D drawings and 3D CAD models for an engineering review and quotation. Include the aluminum alloy, estimated quantity, critical tolerances, sealing details, surface finish, inspection requirements, and any pressure- or leak-test specification.
Ask SunOn to review whether CNC machining, aluminum die casting, or a hybrid manufacturing route is the right solution for your custom aluminum liquid cooling parts.