
Copper Cold Plates: Custom CNC Machining Services from SunOn
SunOn provides custom CNC machining services for copper cold plates and related thermal-management components based on customer drawings. Copper’s high thermal conductivity makes it suitable for applications where heat must move rapidly from a concentrated heat source into a liquid-cooling system.
Our engineering team can review copper grades, coolant channels, pockets, threaded ports, mounting holes, sealing features, surface requirements, and critical tolerances before machining. We support prototype development, pilot quantities, and repeat production according to the approved design and inspection requirements.
Send your 2D drawings, 3D CAD files, copper grade, channel specifications, quantity, and quality requirements for a DFM review and quotation. Bonding, sealing, final assembly, pressure testing, leak testing, and thermal testing requirements should be identified during the RFQ stage so their availability can be confirmed.
Custom Copper Cold Plate CNC Machining at SunOn
SunOn manufactures custom copper cold plate components from customer-supplied models and technical drawings. Our broader copper CNC machining capabilities support complex copper parts used in cooling, electrical, and heat-transfer applications.
Depending on the part geometry, the manufacturing plan may include CNC milling, drilling, threading, multi-face machining, and 5-axis machining where difficult feature access requires it. Each project begins with a review of the drawing, material, functional surfaces, tolerances, and expected production quantity.
Features we can review include:
- Coolant channels and flow paths
- Machined pockets and recessed areas
- Inlet and outlet ports
- Threaded connections
- Mounting holes and alignment features
- O-ring or gasket grooves
- Thermal contact surfaces
- Critical flatness requirements
- Surface roughness specifications
- Plating or finishing allowances
- Dimensional inspection requirements
SunOn can support an individual prototype, a pilot batch, or production machining. Requirements for cover plates, bonding, sealing, fittings, cleaning, assembly, or testing must be stated clearly before quotation.
Why Use Copper for a Cold Plate?
Copper is selected for cold plates when heat-transfer performance is a major design priority. Its thermal conductivity allows heat to spread quickly across the plate and toward the coolant channels, which can be useful when the heat source is small, concentrated, or operates at a high power density.
However, copper is not automatically the best material for every liquid-cooling component. It is heavier, generally more expensive, and more difficult to machine cleanly than aluminum. Copper can also produce burrs or smeared edges if the machining process is not properly controlled.
A copper cold plate is most appropriate when the expected thermal benefit justifies the additional material, machining, and weight costs. The decision should consider the heat load, heat-source footprint, available space, coolant, operating environment, pressure-drop target, and total system requirements.
Copper Grades for Cold Plate Machining
C101 Copper
C101 is a high-purity copper grade often considered when conductivity is a central requirement. It may be suitable for demanding thermal or electrical components, but the final selection must also account for material availability, part size, channel geometry, machining difficulty, finishing, and project cost.
C110 Copper
C110 is widely used for electrical and heat-transfer parts. It offers a practical balance for many custom copper components and may be considered for cold plate designs where the specified thermal and mechanical requirements can be achieved without using a higher-purity grade.
Final Grade Selection
Copper grade selection should not be based on conductivity alone. The engineering review should also consider:
- Required thermal performance
- Plate thickness and overall dimensions
- Channel width and depth
- Thin-wall sections
- Port and thread geometry
- Surface finish or plating
- Coolant compatibility
- Operating environment
- Production quantity
- Cost target
The drawing should specify the required grade whenever the material is already fixed. When the grade is still open, include the operating requirements so SunOn can review the machining implications.
Copper Cold Plate Features SunOn Can CNC Machine
Channels, Pockets, and Flow Paths
CNC milling can produce open coolant channels, pockets, distribution areas, and other flow-path features in copper plates or blocks. Channel manufacturability depends on width, depth, internal radius, wall thickness, tool access, and the amount of material surrounding the feature.
Deep and narrow channels require early DFM review. Sharp internal corners may need to be changed to practical tool radii, while very thin walls can move or deform during machining. Fine or micro-sized channels should never be assumed manufacturable until the complete CAD model has been reviewed.
For projects involving very small flow paths, the separate topic of micro-channel cold plate manufacturing may require a different process plan and tighter capability confirmation.
Ports, Threads, and Fluid Connections
SunOn can review inlet and outlet locations, drilled passages, threaded ports, and fitting interfaces as part of the machining plan. Port designs should define:
- Thread type and size
- Thread depth
- Sealing method
- Fitting clearance
- Positional tolerance
- Tool access
- Surface or plating allowance
Closely spaced ports, intersecting holes, or threads located near thin channel walls may increase machining and inspection difficulty.
Mounting and Thermal Contact Surfaces
A cold plate must interface correctly with the heat source and the surrounding assembly. The drawing should clearly identify:
- Mounting-hole positions
- Component contact area
- Datum references
- Critical flatness
- Surface roughness
- Hole or slot tolerances
- Alignment features
Applying tight tolerances to every dimension can increase cost without improving performance. Functional dimensions should be separated from non-critical dimensions wherever possible.
Sealing Features
O-ring grooves, gasket seats, and sealing faces can be machined according to the customer drawing. Groove dimensions, corner radii, surface condition, and positional relationships must be defined carefully.
Machining a sealing feature does not automatically mean that the completed assembly has been verified as leak-tight. Cover-plate joining, seal installation, assembly responsibility, operating pressure, and test requirements must be confirmed separately.
DFM Considerations for Copper Cold Plates
Copper’s softness and ductility create machining challenges that are especially important inside coolant passages. Poor tool selection or cutting conditions can cause burrs, smeared edges, rough surfaces, chip-control problems, and dimensional variation.
Features requiring early review include:
- Deep or narrow channels
- Thin channel walls
- Small drilled passages
- Intersecting holes
- Sharp internal corners
- Closely spaced ports and mounting holes
- Burr-sensitive flow paths
- Critical sealing faces
- Plated dimensions
- Features that cannot be inspected directly
The DFM review should identify where larger internal radii, thicker walls, revised tool access, or adjusted tolerances may improve machining stability. It should also identify internal areas where burr removal and visual inspection may be difficult.
For complex projects, SunOn’s broader precision CNC machining services can support process planning, multi-face machining, tolerance control, and dimensional verification.
SunOn’s Copper Cold Plate Manufacturing Process
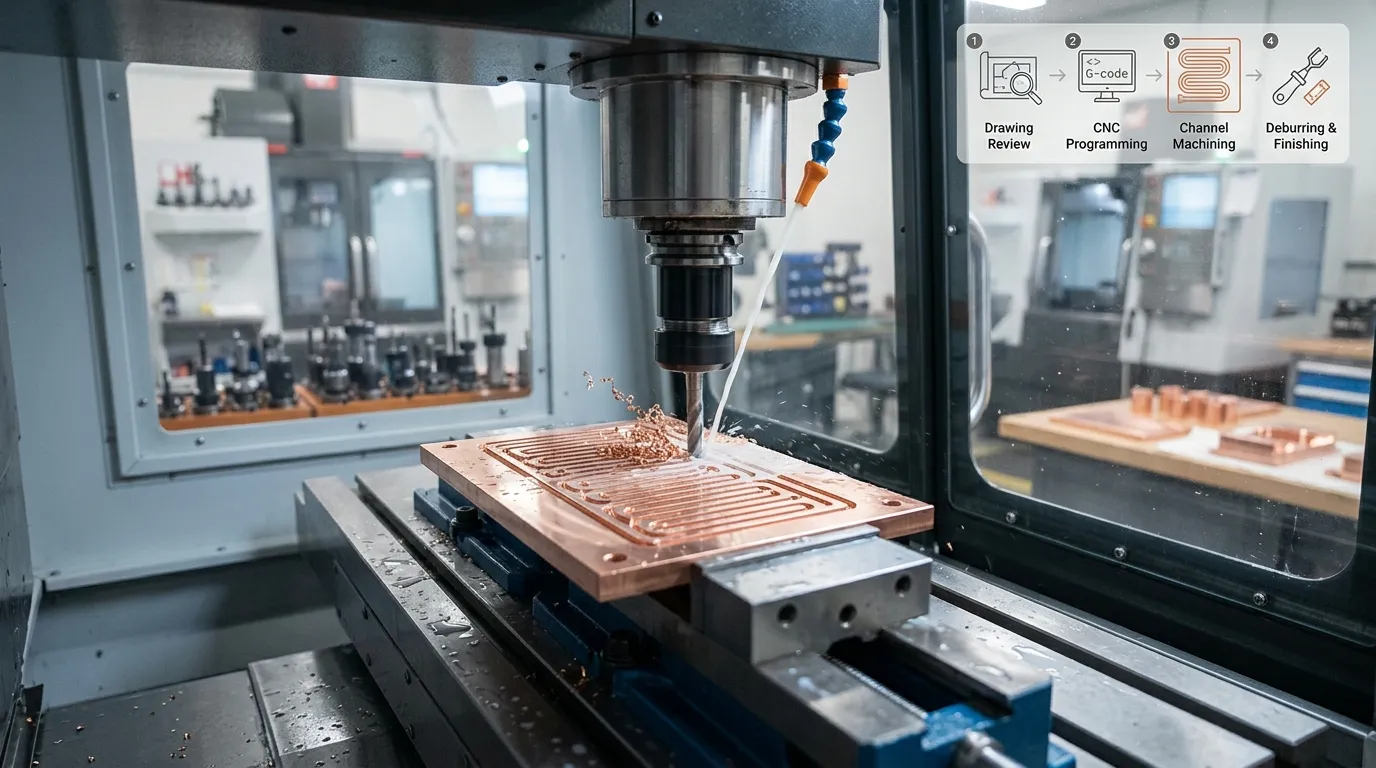
1. RFQ and Drawing Review
The process begins with the 3D model, 2D drawing, copper grade, quantity, application, and quality requirements. The drawing should identify critical dimensions, flatness, surface roughness, threads, channel geometry, and inspection needs.
2. DFM and Process Planning
Engineers review tool access, channel depth, internal radii, wall thickness, burr-sensitive features, machining setups, datums, and inspection access. Any features that create avoidable manufacturing risk can be discussed before production.
3. CNC Programming and Setup
The machining strategy is developed according to the part geometry and the relationship between controlled features. Complex cold plates may require several setups or multi-axis machining to maintain access and feature alignment.
4. CNC Milling and Feature Machining
Machining may include channels, pockets, mounting holes, drilled passages, threads, grooves, and controlled contact surfaces. Cutting parameters and tool paths must be selected for copper rather than copied from harder metals.
5. Deburring and Surface Treatment
External edges and accessible internal features are deburred according to the part requirements. The project may also include an as-machined finish, polishing, or plating where specified. Any finish thickness affecting critical dimensions should be included in the tolerance plan.
6. Inspection and Delivery
Completed parts are inspected against the approved drawing. Depending on the project, inspection may include dimensions, hole position, thread features, flatness, surface condition, and other identified characteristics. Required reports and packaging instructions should be stated in the purchase requirements.
Copper Versus Aluminum Cold Plates
Copper offers stronger heat-transfer capability, while aluminum is often selected for lower weight, easier machining, and reduced material cost. The better option depends on the actual thermal and mechanical requirements.
| Decision Factor | Copper | Aluminum | Buyer Guidance |
|---|---|---|---|
| Thermal performance | Higher conductivity | Suitable for many cooling systems | Select copper when its performance benefit is necessary |
| Weight | Heavier | Lighter | Consider equipment weight and mounting load |
| Material cost | Generally higher | Generally lower | Compare total system value, not material price alone |
| Machinability | More burr-prone | Usually easier to machine | Copper needs stronger process and deburring control |
| Typical use | High heat-transfer priority | Balanced cost, weight, and performance | Evaluate the real heat load before selecting |
| Finishing | Plating may be required | Anodizing is common | Define the functional purpose of the finish |
Buyers considering both materials can review SunOn’s aluminum CNC machining services before finalizing the design.
What to Send for a Copper Cold Plate Quote
A complete RFQ helps SunOn evaluate manufacturability, inspection, and pricing accurately.
Include:
- 3D CAD model
- 2D technical drawing
- Required copper grade
- Overall plate dimensions
- Heat-source footprint
- Heat load or thermal target
- Coolant type
- Target flow rate
- Allowable pressure drop
- Channel width and depth
- Inlet and outlet locations
- Thread and fitting specifications
- Operating pressure
- Critical flatness
- Surface roughness
- Sealing details
- Plating or coating requirements
- Burr and cleanliness requirements
- Prototype or production quantity
- Inspection-report requirements
- Bonding or cover-plate requirements
- Pressure, leak, flow, or thermal-testing requirements
- Required delivery schedule
Submitting only a 3D model may leave tolerances, finishes, datums, and inspection criteria unclear. A controlled 2D drawing should accompany the model when these requirements affect function.
Inspection and Quality Requirements
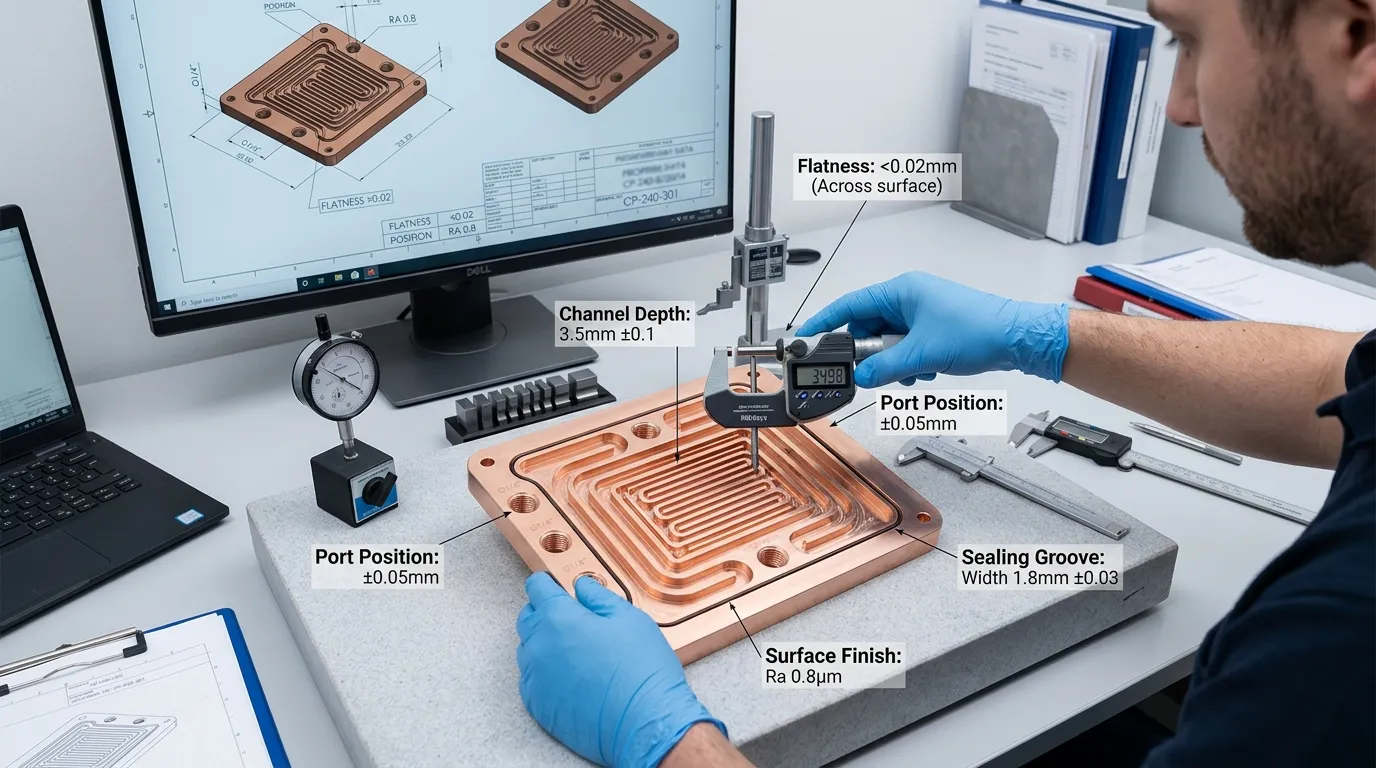
Copper cold plate inspection should focus on the features that affect thermal contact, assembly, sealing, and coolant flow.
Depending on the drawing, the inspection plan may cover:
- Material identification
- Overall dimensions
- Channel and pocket dimensions
- Port and hole positions
- Thread verification
- Sealing-groove geometry
- Contact-surface flatness
- Surface roughness
- Visual burr inspection
- Plated dimensions
- Final inspection reports
The following requirements must be confirmed before ordering:
- Cover-plate bonding method
- Final sealing process
- Cleaning standard
- Pressure testing
- Leak testing
- Coolant-flow testing
- Thermal-performance testing
- Fitting installation
- Final assembly responsibility
These operations should not be assumed to be included unless they appear in the approved quotation and manufacturing scope.
Prototype, Pilot, and Production Support
A prototype copper cold plate can be used to verify fit, mounting, port position, channel geometry, and material choice before committing to a larger order.
A pilot batch helps evaluate process repeatability, assembly, sealing, inspection, and packaging. Once the design and production plan are stable, repeat manufacturing can proceed according to the approved drawing, quality requirements, and quantity schedule.
Design changes should be controlled through revised drawings and models so the correct version is used during production.
Applications for Custom Copper Cold Plates
Custom CNC-machined copper cold plates may be considered for:
- High-power electronic devices
- Power conversion equipment
- Semiconductor-related equipment
- AI and computing hardware
- Data-center liquid cooling
- Industrial power systems
- Laser and optical equipment
- Energy-storage systems
- Thermal test equipment
Application suitability depends on the complete design. Mentioning an application does not mean that one standard plate can be used across different systems.
Why Work With SunOn?
SunOn combines confirmed copper machining capability with drawing review, process planning, CNC manufacturing, finishing discussions, dimensional inspection, and production support.
Customers can work with one manufacturing team to review:
- Copper grade and stock form
- Machinable channel geometry
- Multi-face features
- Burr-sensitive areas
- Critical tolerances
- Plating requirements
- Prototype quantities
- Inspection documentation
- Production planning
This approach helps identify manufacturing risks before material is cut. It also gives buyers a clear path from initial drawing review to prototype and repeat production.
Copper Cold Plate FAQs
Can SunOn machine custom copper cold plates?
Yes. SunOn can review customer drawings for CNC-machined copper cold plates and related thermal components. The final manufacturing scope depends on the copper grade, channel geometry, tolerances, finishing, quantity, and inspection requirements.
Is C101 or C110 better for a copper cold plate?
C101 may be considered when very high conductivity is a priority, while C110 is a practical option for many thermal and electrical parts. The correct choice depends on thermal needs, geometry, machinability, availability, finishing, and project cost.
Is copper always better than aluminum?
No. Copper offers higher thermal conductivity, but aluminum is lighter, generally less expensive, and easier to machine. Copper should be selected when its thermal advantage provides a meaningful benefit to the complete cooling system.
What files are needed for a quote?
Provide a 3D CAD model and a controlled 2D drawing. The drawing should include material, tolerances, datums, surface finish, channel dimensions, port details, sealing features, inspection requirements, and quantity.
Can SunOn machine narrow cooling channels?
Narrow channels can be reviewed, but manufacturability depends on channel width, depth, wall thickness, internal radius, tool access, burr removal, and inspection access. Fine or micro-sized channels require a full CAD and DFM review before capability is confirmed.
Can SunOn produce prototypes and low-volume quantities?
Yes. SunOn supports prototype development, pilot quantities, and production planning for custom copper CNC parts. Include the expected quantity and future production demand in the RFQ.
Does SunOn provide bonding and leak testing?
These requirements must be confirmed for each project. Clearly state the bonding method, sealing design, operating pressure, leak-test standard, and final assembly scope so availability can be evaluated before quotation.
What affects copper cold plate manufacturing cost?
Major cost factors include copper grade, material size, channel depth, feature complexity, number of setups, tolerances, flatness, surface finish, plating, deburring, inspection, quantity, bonding, and testing requirements.
Send SunOn your 2D drawing, 3D CAD model, copper grade, channel specifications, heat-load information, quantity, and inspection requirements. Request a DFM review and custom quotation for your copper cold plate, and identify any bonding, sealing, pressure-testing, leak-testing, or thermal-testing requirements so the complete manufacturing scope can be confirmed.