
Custom Injection Molding Service: From Product DFM to Repeat Production
A custom injection molding service converts a product-specific plastic-part design into a controlled manufacturing process.
The service may begin with a CAD model and continue through material selection, part DFM, mold design, tooling manufacture, T1 samples, engineering changes, production molding, post-processing, assembly, inspection, packaging, and repeat orders.
However, not every injection molding supplier provides the same scope.
Some companies manufacture only the mold. Others receive an existing mold and produce parts. A full-service supplier may manage both tooling and molding, while a turnkey provider may also coordinate purchased components, decoration, assembly, testing, and retail packaging.
For engineers and sourcing teams, the first task is therefore to define what the supplier must control—not simply request a unit price.
SunOn provides custom plastic injection molding services covering project review, mold development, molded-part production, and related manufacturing support.
Custom Injection Molding Service at a Glance
| Project Need | Service Direction to Review |
|---|---|
| Design is still changing | Prototype, DFM, and low-volume support |
| Production material is required for validation | Bridge or low-volume injection molding |
| Stable design with repeat demand | Production steel mold |
| Several identical parts per cycle | Multi-cavity mold review |
| Different related components | Family-mold feasibility review |
| Two colors or materials | 2K, overmolding, or insert molding |
| Cosmetic finished product | Texture, painting, printing, and appearance standards |
| Functional subassembly | Inserts, purchased parts, assembly, and testing |
| Automotive production | APQP, PPAP, traceability, and customer-specific requirements |
| International mold transfer | Mold standard, documentation, spare parts, and machine compatibility |
What Should a Custom Injection Molding Service Include?
The exact service scope should be agreed before quotation.
Possible responsibilities include:
- Product-design review
- Plastic-material recommendation
- Moldability and DFM analysis
- Mold-flow and warpage analysis
- Mold design
- Mold-steel and component selection
- Mold manufacturing
- Mold trial and sample submission
- Engineering changes
- Injection molding
- Insert molding or overmolding
- Decoration and surface finishing
- Mechanical assembly
- Quality documentation
- Packaging and logistics
- Mold storage and maintenance

A supplier should not be assumed to include every item automatically.
For example, a tooling quotation may exclude resin, sample shipping, texture, hot-runner controllers, measurement fixtures, engineering changes, validation tests, packaging, or production molding.
The RFQ should state both the expected deliverables and the approval process.
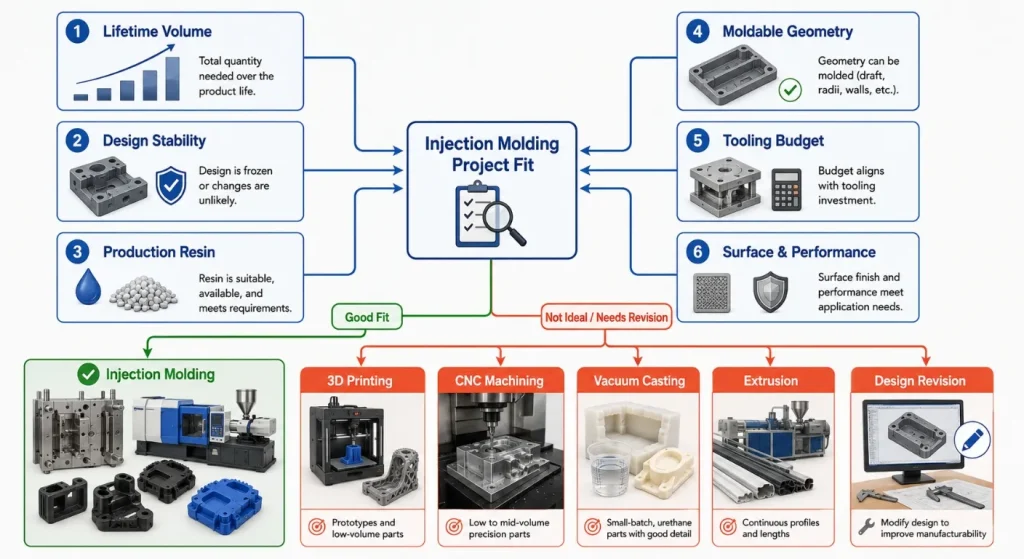
First Confirm Whether Injection Molding Fits the Project
Injection molding is generally considered when a project requires repeat production, production-grade thermoplastics, complex molded geometry, integrated features, and consistent part output.
It may be less suitable when:
- Only a few parts are needed
- The product geometry is still changing frequently
- A suitable production resin cannot be selected
- The part cannot include the required draft
- Tooling investment cannot be justified
- A simpler extrusion, machining, thermoforming, or additive process is more appropriate
The decision should consider total lifetime demand rather than only the first order.
A project requiring 200 parts now but substantially more after validation may justify a different tooling strategy from a project with a permanent lifetime quantity of 200.
SunOn’s low-volume injection molding service addresses early production and demand-flexible projects, while its production injection molding service focuses on higher-output manufacturing.
Begin With Product and Application Requirements
Before discussing mold steel or cavity count, the supplier should understand:
- What the part does
- Where it is installed
- Mechanical loads
- Operating temperature
- Chemical exposure
- UV or outdoor exposure
- Electrical requirements
- Appearance standards
- Regulatory conditions
- Assembly method
- Annual and lifetime quantity
- Product revision status
Two parts with similar external geometry may require different resins, gates, cooling systems, tolerances, inspection, and tooling because their service conditions differ.
“ABS or equivalent” is usually not an adequate material specification when impact performance, flammability, color, chemical resistance, or regulatory documentation matters.
DFM Should Identify Decisions, Not Only Defects
A useful Design for Manufacturability review should explain how the part design affects the mold and production process.
Wall Structure
Large thickness changes can contribute to sink, voids, differential cooling, shrinkage, and warpage.
The DFM review should identify:
- Nominal wall strategy
- Thick sections
- Core-out opportunities
- Rib and boss relationships
- Gradual transitions
- Local strength requirements
Draft and Ejection
Surfaces parallel to the mold-opening direction normally need draft.
The review should connect draft to:
- Surface depth
- Texture
- Resin shrinkage
- Core retention
- Ejection method
- Cosmetic requirements
Undercuts
Undercuts can require:
- Slides
- Lifters
- Collapsible cores
- Unscrewing systems
- Hand-loaded inserts
- Part redesign
Each solution affects tooling cost, mold size, cycle, maintenance, and reliability.
Gates, Weld Lines, and Ejector Marks
The supplier should identify likely:
- Gate locations
- Gate vestiges
- Weld-line regions
- Air traps
- Ejector-pin locations
- Parting lines
- Cosmetic risks
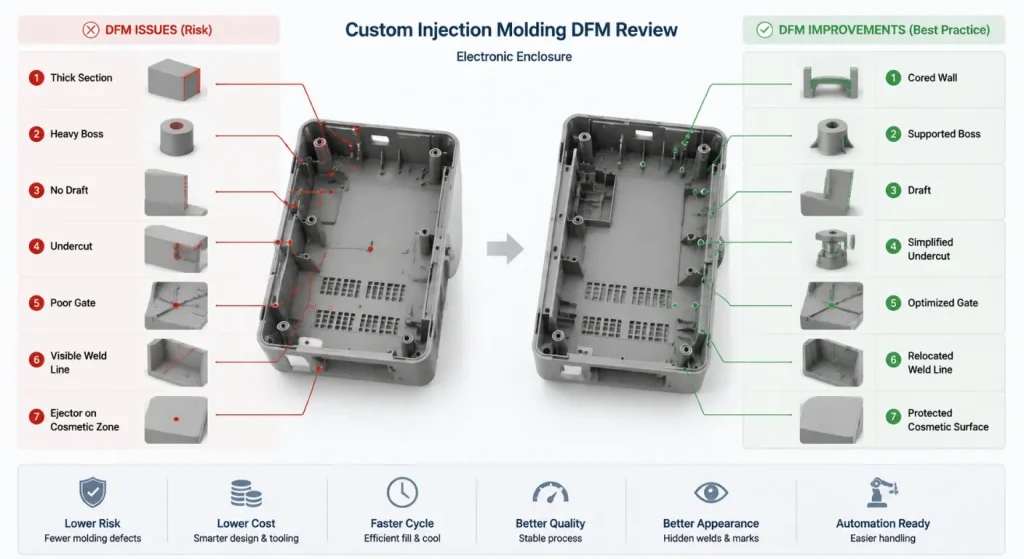
These decisions should be approved before mold manufacture, particularly for visible housings and functional sealing surfaces.
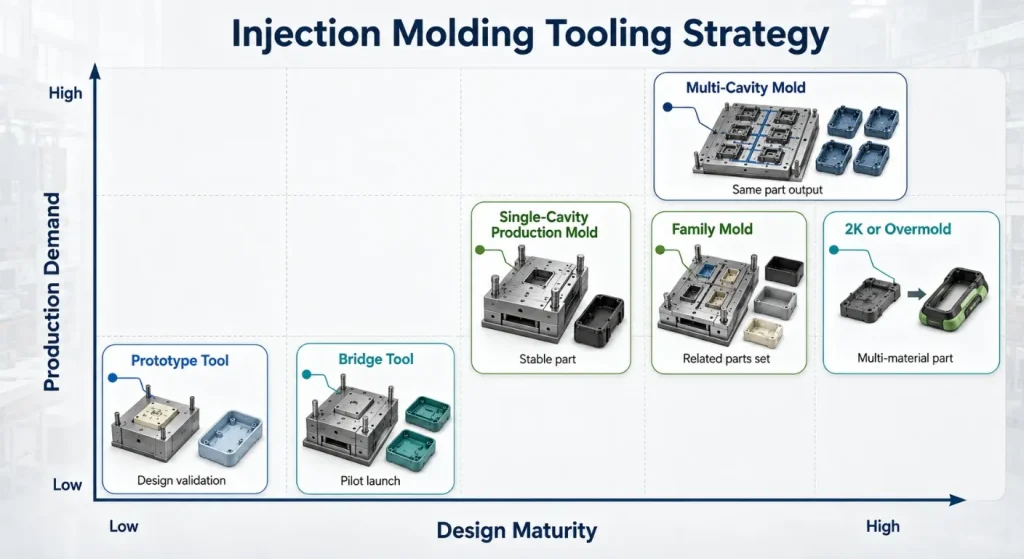
Select Tooling Around the Product Lifecycle
The least expensive mold quotation is not always the lowest-cost production solution.
Prototype or Bridge Tooling
Prototype tooling can support:
- Design validation
- Market trials
- Initial customer testing
- Limited launch quantities
- Production-material evaluation
The design may prioritize speed and modification flexibility over maximum production life or automation.
Production Tooling
A production mold may require:
- Hardened steel inserts
- Multi-cavity architecture
- Hot-runner systems
- Automated ejection
- Sensors
- Replaceable wear components
- Standardized spare parts
- Controlled cooling circuits
- Maintenance documentation
Tooling Standards and Transfer
When the mold may be transferred to another factory, the RFQ should define:
- Mold-base standard
- Machine size
- Tie-bar spacing
- Locating ring
- Sprue or hot-runner interface
- Electrical connectors
- Water connections
- Hydraulic requirements
- Safety switches
- Lifting points
- Documentation language
- Spare components
A mold that runs correctly at one factory may require modification if the receiving machine and plant standards were not considered during design.
T1 Is the Start of Validation, Not Final Approval
The first mold trial is commonly referred to as T1.
Its purpose is to evaluate the initial mold and process condition, including:
- Filling
- Flash
- Short shots
- Sink
- Warpage
- Surface appearance
- Gate removal
- Ejection
- Dimensions
- Assembly fit
- Cycle limitations
A T1 sample may reveal part-design, tooling, material, cooling, venting, or processing issues.
The project should define:
- Number of trial stages
- Sample quantities
- Trial material and color
- Inspection-report scope
- Mold-modification responsibility
- Approval authority
- Shipping and testing
- Acceptable deviation procedure
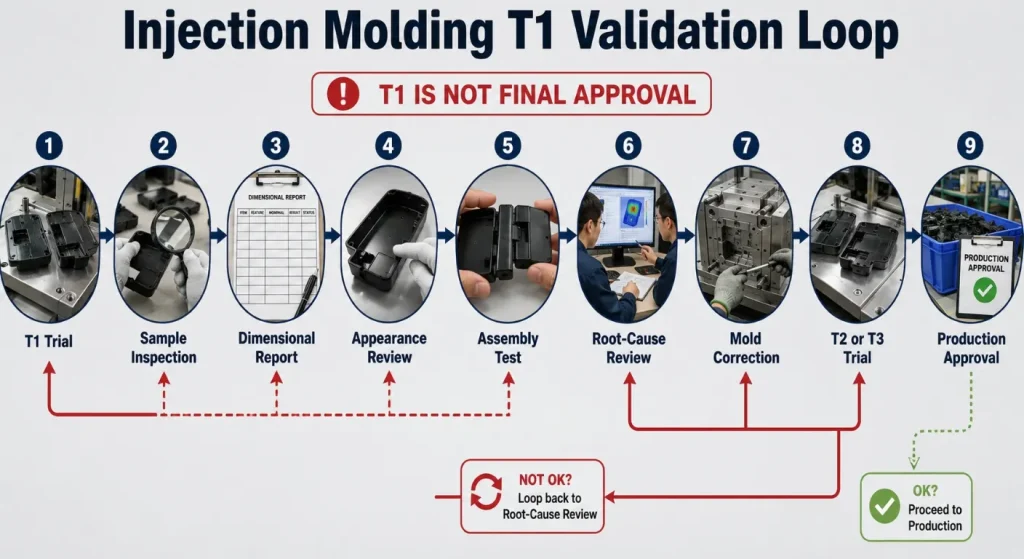
SunOn’s T1 sample guide explains the relationship between DFM, first trials, correction, and approval.
Define Plastic-Part Tolerances Functionally
Plastic-part tolerances should reflect resin shrinkage, geometry, wall thickness, mold construction, environmental conditioning, and measurement method.
ISO 20457 specifies possible manufacturing tolerances for molded plastic parts and allows additional dimensional or geometric requirements where function requires them. It should be applied with the part design and datum strategy rather than used as a promise that every dimension can meet the tightest class. ISO 20457
Critical-to-quality features may include:
- Snap-fit relationships
- Bearing or shaft interfaces
- Sealing surfaces
- Connector positions
- Optical alignment
- Assembly datums
- Flatness
- Hole patterns
- Weld-line-sensitive areas
The drawing should separate functional requirements from non-critical general dimensions.
Move From Approved Samples to Controlled Production
A successful sample does not automatically prove stable production.
Production planning should address:
- Approved resin and color
- Resin drying and handling
- Mold setup
- Process window
- Cavity balance
- Part weight
- Cooling stability
- Automated handling
- Inspection frequency
- Cavity identification
- Scrap control
- Preventive mold maintenance
- Packaging
- Design and process changes
For repeat projects, the approved process should be documented sufficiently to reproduce the agreed part condition.
ISO 9001 defines requirements for establishing, maintaining, and continually improving a quality management system, but quality-system certification alone does not demonstrate that a supplier can meet a particular part’s material, tolerance, appearance, or validation needs. ISO 9001
Buyers should evaluate the actual project process as well as the supplier’s certificates.

Post-Processing, Assembly, and Turnkey Scope
Molded components may require:
- Degating and trimming
- Pad printing
- Screen printing
- Painting
- Laser marking
- Plating
- Heat staking
- Ultrasonic welding
- Inserts
- Adhesive bonding
- Mechanical fastening
- Functional testing
- Final packaging
Using one supplier for molding and assembly may reduce transport and handoff complexity, but the scope should still define inspection points and ownership of purchased components.
SunOn’s turnkey mold development and mechanical assembly pages describe broader workflows that extend beyond individual molded parts.
How to Evaluate an Injection Molding Supplier
Do not rely only on a machine list, certification logo, or mold price.
Review whether the supplier can demonstrate:
- Experience with the required resin
- DFM and tool-design capability
- Mold-flow support where needed
- Suitable machines and auxiliary equipment
- Mold-making and maintenance resources
- Trial and engineering-change procedures
- Inspection capability
- Material and cavity traceability
- Post-processing and assembly controls
- Capacity for repeat production
- Communication and revision control
- Clear mold ownership terms
- Export and transfer documentation
For automotive projects, AIAG’s quality core tools include APQP, control plans, PPAP, FMEA, and MSA. The required submission level and customer-specific requirements should be confirmed before quotation rather than added after the mold is complete. AIAG Quality Core Tools
What Determines Custom Injection Molding Cost?
Total project cost may include:
- Product-design changes
- DFM and simulation
- Mold design
- Mold base and steel
- Slides, lifters, or unscrewing mechanisms
- Hot-runner system
- Texture and polishing
- T1 and later trials
- Engineering changes
- Material
- Machine time
- Setup and changeover
- Scrap allowance
- Inspection and reports
- Post-processing
- Assembly
- Packaging
- Mold maintenance
- Logistics
Cavity count should be selected according to demand, machine capacity, balance, cycle, and business risk—not simply maximized to reduce the theoretical unit price.
A high-cavity mold can increase output, but it also raises tooling investment, balancing complexity, maintenance impact, and the quantity affected by one mold issue.
From RFQ to Repeat Orders
A controlled custom injection molding project commonly follows:
- Project Review: Confirm application, material, quantity, quality, and service scope.
- Design and DFM: Review geometry, draft, walls, gates, ejection, and assembly.
- Tooling Strategy: Select prototype, bridge, single-cavity, multi-cavity, family, or multi-material tooling.
- Mold Design Approval: Confirm tool structure, steel, components, cooling, and machine interface.
- Mold Manufacturing: Complete CNC, EDM, fitting, polishing, and assembly.
- T1 Trial: Evaluate the first tool and sample condition.
- Correction and Validation: Modify, retrial, inspect, and approve the parts and process.
- Pilot Production: Confirm handling, inspection, packaging, and repeatability.
- Production Release: Begin controlled orders under the approved process.
- Lifecycle Management: Maintain the mold, revisions, records, spare parts, and capacity.
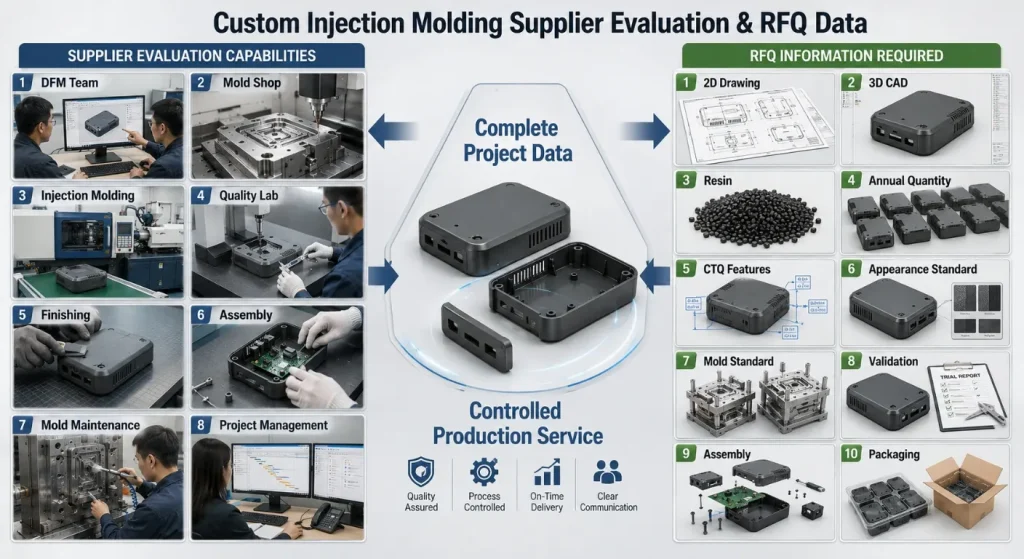
What to Include in a Custom Injection Molding RFQ
Provide:
- Controlled 2D drawings
- 3D CAD models
- Product assembly model
- Part function and environment
- Exact resin grade
- Color and appearance standards
- Annual and lifetime quantities
- Prototype and launch quantities
- Critical dimensions and CTQ features
- Surface textures
- Gate and ejector restrictions
- Inserts and undercuts
- Regulatory requirements
- Required mold standard
- Mold ownership and transfer plans
- Trial and sample requirements
- Inspection reports
- Capability or PPAP requirements
- Post-processing and assembly
- Packaging and delivery
- Target project schedule
A complete RFQ should also state whether the supplier is quoting only the mold, mold plus molded parts, or a complete turnkey product.
Conclusion
A custom injection molding service should connect product design, material, tooling, validation, production, finishing, assembly, and lifecycle management.
The best supplier is not necessarily the company with the lowest mold price or largest machine. It is the supplier whose engineering, equipment, quality controls, communication, and production model fit the actual project.
Buyers should define the required service scope before requesting a quotation. DFM, mold ownership, T1 approval, engineering changes, production documents, maintenance, packaging, and long-term capacity should not be left as assumptions.
To request a project review, contact SunOn with your drawings, CAD files, resin, quantity, CTQ features, appearance, tooling, testing, assembly, and delivery requirements.
Frequently Asked Questions About Custom Injection Molding Services
1. What Is Included in a Custom Injection Molding Service?
The scope may include DFM, material support, mold design, tool manufacturing, trials, production molding, finishing, assembly, inspection, and packaging. Buyers should confirm the exact deliverables because some quotations cover only tooling or molded parts.
2. How Do I Choose Between Low-Volume and Production Tooling?
Low-volume tooling suits design validation, initial launches, and uncertain demand. Production tooling is more suitable when the design is stable and the expected output justifies hardened steel, automation, multiple cavities, and longer-term maintenance planning.
3. Who Owns the Injection Mold?
Mold ownership should be defined in the purchase agreement. The contract should also address storage, insurance, maintenance, engineering changes, access to mold data, transfer conditions, and unpaid balances.
4. How Many Mold Trials Are Usually Required?
There is no fixed number. The number depends on part maturity, mold complexity, material, appearance, dimensions, testing, engineering changes, and the quality of the initial DFM and mold design.
5. Can One Supplier Handle Molding, Finishing, and Assembly?
Yes, a turnkey supplier may coordinate molding, decoration, inserts, welding, purchased components, testing, and packaging. The quotation should still identify process ownership, inspection stages, subcontracted operations, and acceptance criteria.
6. What Information Is Needed for an Accurate Injection Molding Quote?
Provide 2D and 3D files, resin grade, annual quantity, lifetime demand, critical dimensions, cosmetic standards, mold requirements, validation documents, finishing, assembly, packaging, and delivery needs. A unit price cannot be evaluated accurately without the tooling and production assumptions.