
What Tolerances Can Precision Metal Stamping Achieve?
Precision metal stamping can typically achieve standard tolerances of ±0.005 inches (±0.127 mm). However, with advanced high-precision tooling and specialized presses, manufacturers can reach ultra-tight tolerances as low as ±0.001 inches (±0.025 mm) or even ±0.0005 inches in specific high-volume applications. The exact tolerance achievable depends heavily on the material type, thickness, part geometry, and the quality of the stamping die. For most industrial applications, maintaining these tight margins ensures that complex components fit perfectly within larger assemblies, reducing the need for secondary machining.
Understanding Precision Metal Stamping Tolerances
Tolerance in metal stamping refers to the allowable deviation from a part's intended dimensions. Because metal is elastic and reactive, achieving "perfection" is impossible; instead, engineers define a range where the part will still function correctly.
Precision metal stamping is distinguished from traditional stamping by its ability to hold much tighter limits consistently across millions of cycles. This is crucial for industries like electronics and aerospace, where a fraction of a millimeter can be the difference between a functional device and a total failure.
Factors That Influence Stamping Accuracy
Several variables dictate whether you can hit a ±0.001" target or if you should stick to a more relaxed ±0.010":
- Material Temper: Harder materials spring back more after being hit, while softer metals like aluminum may deform under pressure.
- Tooling Quality: Carbide dies maintain their edges longer than steel, providing better consistency over long runs.
- Press Speed: High-speed presses generate heat, which can cause thermal expansion in the metal, subtly shifting dimensions.
What is the standard tolerance for metal stamping?
The industry standard for most custom metal stamping projects is generally ±0.005 inches (0.127 mm). This range provides a balance between high-quality fitment and cost-effective production, as it does not require extreme specialized cooling or ultra-premium die materials.
While ±0.005" is the "sweet spot," many projects involving simple brackets or structural components may use a "commercial tolerance" of ±0.010 inches to ±0.015 inches. Relaxing the tolerance where possible significantly reduces the cost of the tooling and speeds up the production timeline. When deciding on your specs, it is helpful to understand how to choose the right metal material for stamping parts as the material's thickness and ductility will dictate your achievable baseline.
How does material thickness affect stamping tolerances?
Generally, the thinner the material, the tighter the tolerance you can achieve. This is because thinner sheets require less force to shear and form, leading to less tool deflection and heat buildup.
For materials under 0.020" thick, achieving ±0.001" is common. As you move into thicker plates—such as those used for automotive metal stamping components—the tolerances usually widen to accommodate the massive forces required to pierce the metal.
Tolerance Breakdown by Material Thickness
| Material Thickness | Standard Tolerance | Precision Tolerance |
| Thin (<0.010") | ± 0.002" | ± 0.0005" |
| Medium (0.010" - 0.060") | ± 0.005" | ± 0.001" |
| Thick (>0.060") | ± 0.010" | ± 0.003" |
Can metal stamping be as accurate as CNC machining?
While CNC machining can theoretically hold tighter tolerances (often down to ±0.0001"), precision metal stamping can match CNC accuracy for many thin-gauge parts while offering significantly faster production speeds and lower unit costs.
The primary difference lies in the process: machining removes material, whereas stamping forms it. For high-volume production, stamping is almost always the superior choice for thin, complex parts. If you are unsure which process fits your project, check out our guide on the difference between metal stamping and cnc machining to see which method delivers the precision your design requires.
What is "Springback" and how does it impact tolerance?
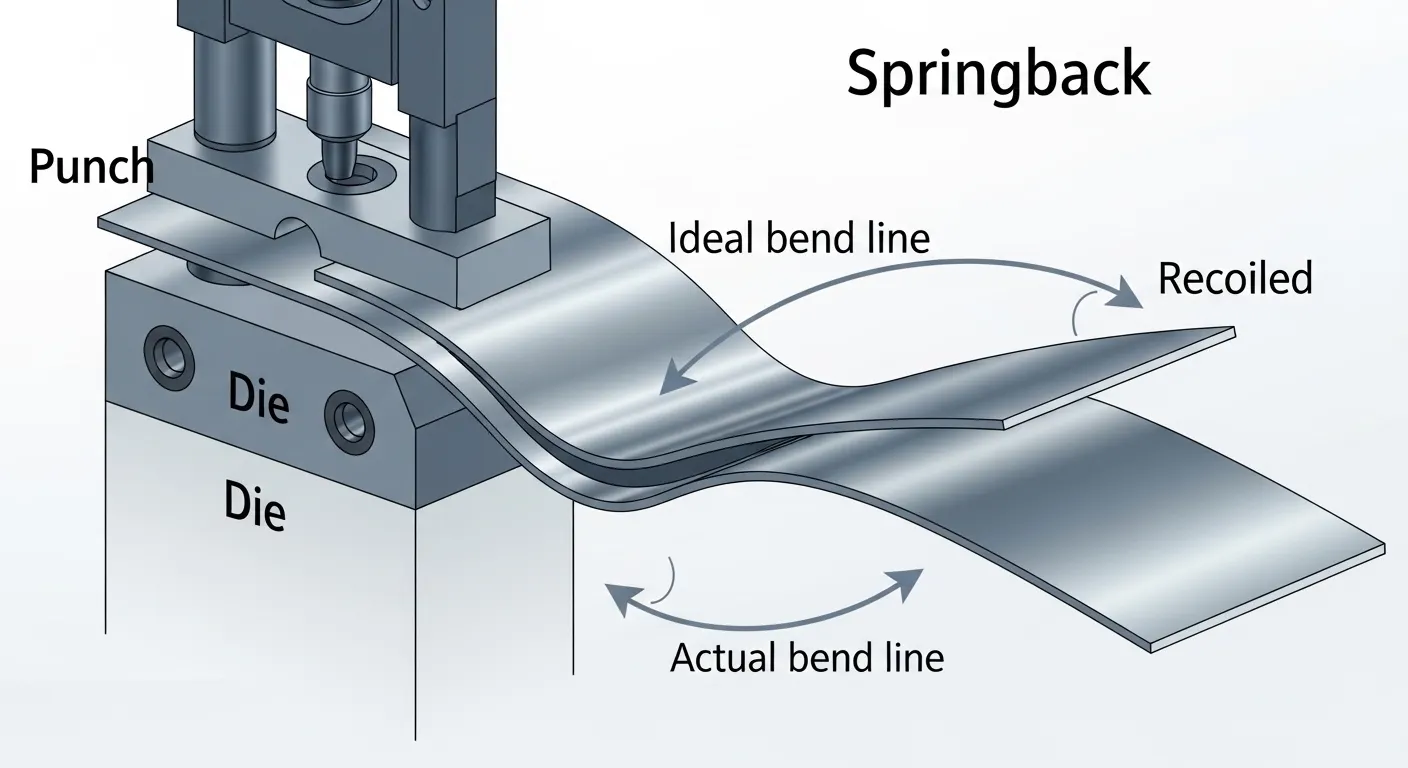
Springback is the tendency of a metal part to return toward its original shape after the stamping pressure is released. It is a major challenge in achieving tight tolerances, especially in bending operations.
Engineers account for springback by "over-bending" the part in the die. For example, if a 90-degree bend is required, the die may be designed to bend the metal to 92 degrees, knowing it will "spring" back two degrees once it leaves the press.
- High-strength steels have high springback and require more aggressive compensation.
- Annealed copper has very low springback, making it easier to hold tight tolerances.
Frequently Asked Questions
Yes. Secondary processes like heat treatment or plating can cause parts to expand, contract, or warp. It is essential to calculate these changes during the design phase so the "as-stamped" dimensions account for the final finish.
In specialized "micro-stamping" environments, tolerances as tight as ±0.0002" are achievable, though this requires climate-controlled facilities and ultra-precise carbide tooling.
The best way to reduce cost is to only apply tight tolerances to critical "mating" surfaces. Use looser tolerances (±0.015") for non-critical edges to extend the life of your stamping die.
Indirectly, yes. Using a press with insufficient tonnage can cause the frame to flex, leading to inconsistent dimensions. High-precision jobs require heavy-duty, high-rigidity presses.
Key Takeaways
- Standard tolerances for precision stamping are typically ±0.005 inches.
- Ultra-precision applications can reach ±0.0005 inches with advanced carbide tooling.
- Material choice and thickness are the most significant factors in determining achievable accuracy.
- Strategic design (only tightening tolerances where necessary) is the key to balancing quality and cost.
Conclusion
Determining what tolerances precision metal stamping can achieve is a balance of physics, material science, and engineering. While ±0.005" is the baseline, the ceiling for precision is incredibly high for those willing to invest in premium tooling and rigorous quality control. By understanding these limits early in the design phase, you can ensure your components are both high-performing and manufacturable.