
What is Multi-Jet Fusion (MJF) 3D Printing? Complete Guide
Multi-Jet Fusion (MJF) 3D printing is an advanced powder-bed additive manufacturing technology that uses liquid fusing and detailing agents to create high-density, functional plastic parts. Developed by HP, this process works by depositing an inkjet array of agents across a bed of polymer powder, which is then fused into a solid layer using infrared heat. MJF is widely recognized for producing isotropic parts with high dimensional accuracy and mechanical strength, making it a preferred choice for end-use industrial components, 3D-printed prototype for automotive components, and complex consumer electronics housings.
How Multi-Jet Fusion Technology Works: The MJF Process
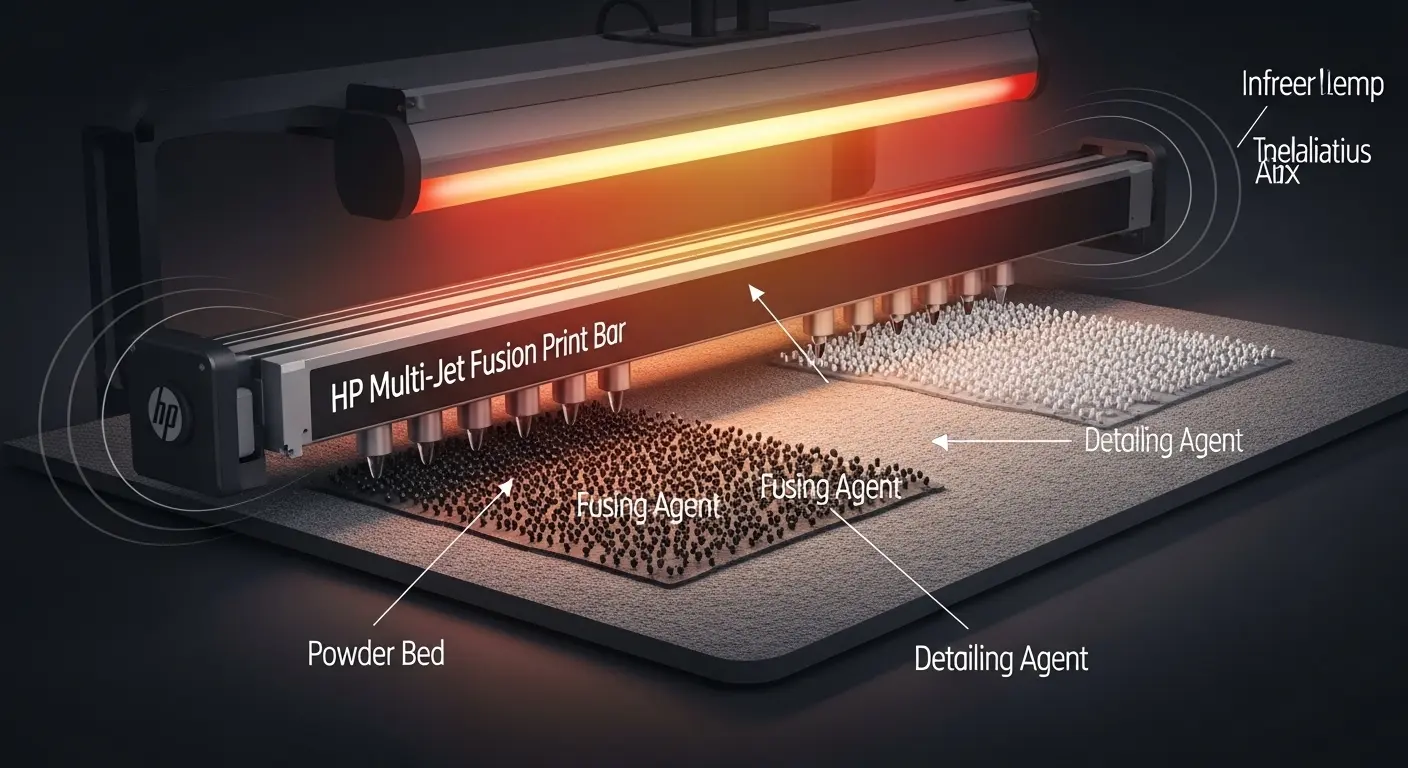
The Multi-Jet Fusion process stands apart from other powder-bed technologies due to its unique "area-based" approach. Instead of a laser tracing a path (as seen in SLS), MJF uses a print bar that spans the entire build width. This allows the machine to deposit agents and heat the entire layer in a single pass, significantly increasing production speed. The process begins with a thin layer of material—typically Nylon PA12—spread across the build platform.
Two distinct types of agents facilitate the build. The "fusing agent" is applied where the part is meant to be solid, absorbing infrared energy to melt the powder. Simultaneously, a "detailing agent" is applied at the boundaries of the part. This detailing agent evaporates to cool the surrounding powder, preventing the heat from bleeding into neighboring areas. This dual-agent system ensures crisp edges and high feature resolution. Once a layer is fused, the build platform moves down, a new layer of powder is spread, and the cycle repeats until the parts are complete.
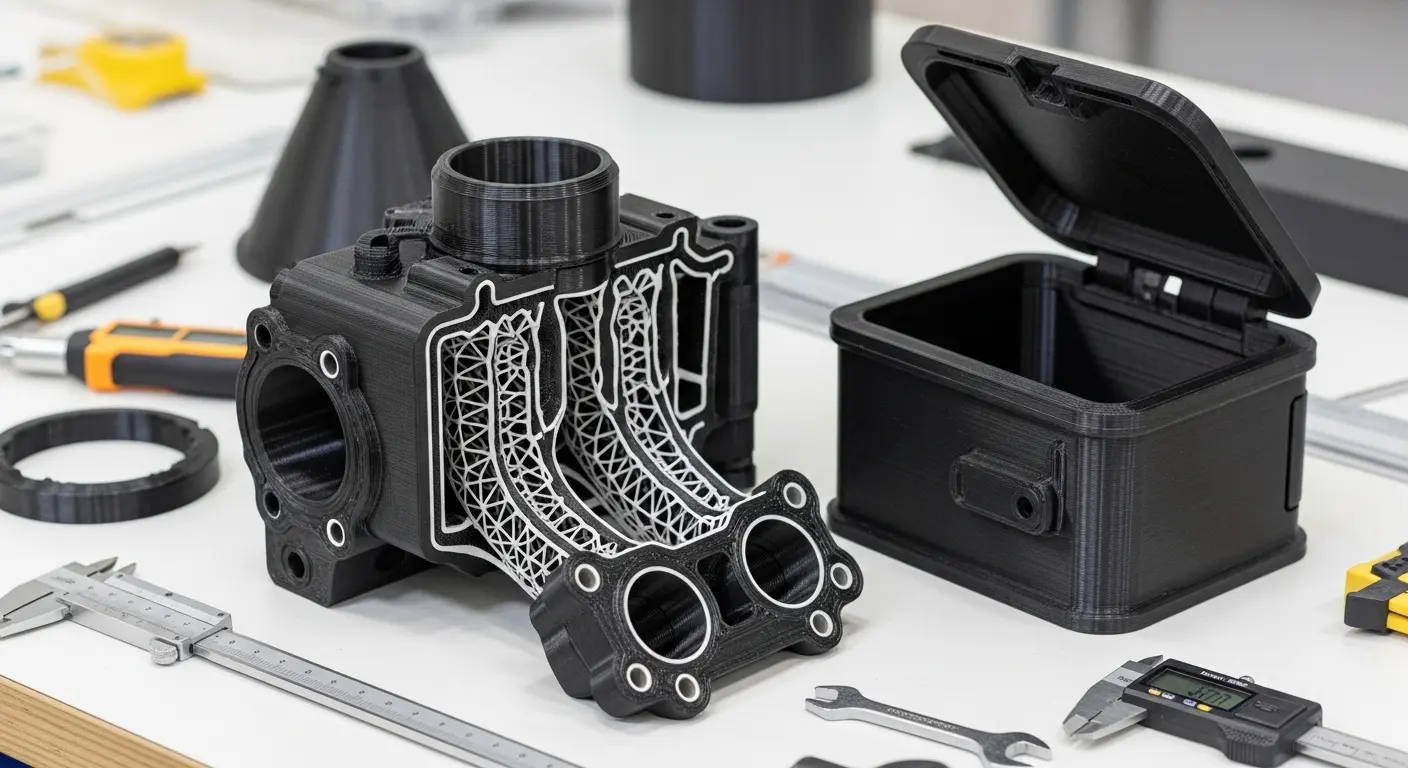
Following the build, the entire powder cake is moved to a processing station for cooling. Because the parts are supported by the surrounding unsintered powder, designers enjoy massive geometric freedom. There is no need for support structures, which reduces manual labor and allows for the creation of internal channels or interlocking parts that would be impossible with traditional molding or FDM printing.
MJF vs SLS 3D Printing: Key Differences for Engineers
For engineering teams evaluating an HP MJF 3D printing service, the most common comparison is with Selective Laser Sintering (SLS). While both technologies utilize powder beds and nylon materials, the mechanical outcomes and surface qualities differ. SLS uses a CO2 laser to sinter powder, whereas MJF uses infrared heat and chemical agents. This fundamental difference in energy delivery impacts how the polymer chains bond, particularly in the Z-axis.
One of the primary industrial MJF 3D printing benefits is its superior isotropy. In many 3D printing processes, the "grain" of the layers creates a weak point in the vertical direction. MJF achieves nearly identical strength in the X, Y, and Z axes because the infrared heating process ensures a more uniform thermal profile across the part. For procurement managers, this translates to a more reliable part that is less likely to fail under multi-axial loads in the field.
Mechanical Properties and Isotropic Strength
Isotropic strength is the defining characteristic of MJF. In functional testing, MJF parts exhibit higher elongation at break compared to SLS, meaning they can deform more before failing. This is particularly useful for 3D-printed prototypes for consumer electronics that require snap-fits or living hinges. When we compare these to traditional injection molding, MJF PA12 comes remarkably close to the mechanical properties of molded Nylon 12.
Dimensional Accuracy and Feature Resolution
MJF is capable of achieving very tight tolerances, typically around ±0.2mm or ±0.2% for larger parts. The detailing agent allows for sharper corners and finer textures than are usually possible with the relatively larger laser spot size of SLS. However, because the process involves significant heat, thermal management is critical. At SunOn, our DFM-led quoting process identifies areas where heat might accumulate—such as thick cross-sections—and suggests design modifications like hollowing to ensure the final dimensions remain accurate.
Multi Jet Fusion Materials: Focus on PA11 and PA12
The success of any additive manufacturing project relies heavily on material selection. Most Multi Jet Fusion materials are nylons, prized for their chemical resistance, durability, and versatility. Because MJF produces parts with low porosity, these materials are often used for airtight or watertight applications, such as fluid manifolds or pressure-testable housings.
When selecting a material, sourcing leads must balance the part's mechanical requirements with the environmental conditions it will face. While PA12 is the industry standard, PA11 offers higher impact resistance for parts that will undergo heavy vibration or collision. We provide full documentation for these materials, ensuring that QA managers can verify compliance with international standards for automotive or industrial equipment.
PA12: The Standard for Functional Industrial Parts
MJF PA12 properties make it the workhorse of the MJF technology. It offers an excellent balance of stiffness and strength with a fine-grained surface finish. PA12 is highly resistant to chemicals, including hydrocarbons, oils, and greases, making it ideal for engine components or industrial machinery parts. Its low moisture absorption ensures that parts maintain their dimensional stability even in humid environments, which is a common concern for global B2B procurement.
PA11: High-Impact Resistance and Biocompatibility
Nylon PA11 is a bio-derived material made from castor oil. It is more ductile than PA12 and offers superior impact resistance. For medical device prototype 3D printing, PA11 is often the preferred choice because it is biocompatible and passes USP Class I-VI and ISO 10993 testing. Its ability to absorb energy without shattering makes it an excellent choice for orthotics, prosthetics, and protective gear where human contact and durability are paramount.
Industrial MJF 3D Printing Benefits for Sourcing Managers
From a sourcing perspective, the primary benefit of MJF is speed-to-market. Because the technology can print thousands of parts in a single build, it effectively bridges the gap between prototyping and mass production. For small-to-medium batches (up to 1,000 units), MJF often presents a lower total cost than injection molding because it eliminates the five-figure investment required for steel tooling.
Furthermore, MJF enables "distributed manufacturing." A hardware founder can validate their design with a few dozen MJF parts before moving to SunOn’s molding vs 3D printing comparison analysis to decide when to switch to hard tooling. This agile approach preserves capital and allows for design changes based on real-world market feedback without the penalty of scrapping expensive molds.
The design freedom of MJF also simplifies supply chains. Instead of assembling five separate injection-molded parts into a single housing, an engineer can consolidate the entire assembly into one MJF-printed component. This reduces inventory SKU counts, eliminates assembly labor, and removes potential points of failure like fasteners or adhesive bonds.
Post-Processing Options for MJF Parts at SunOn
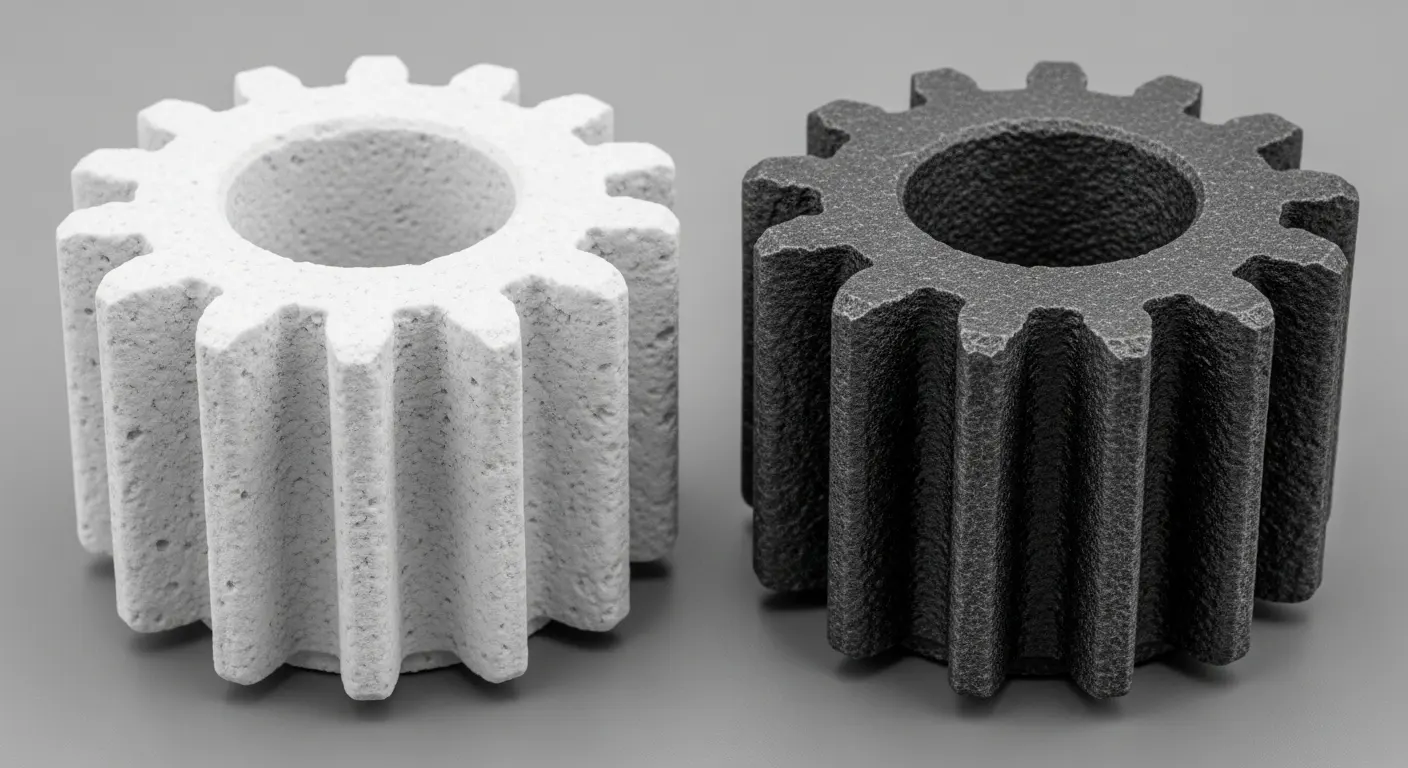
Raw MJF parts emerge from the powder bed with a gritty, stone-like texture and a natural grey or black color. While functional, these parts often require post-processing to meet aesthetic or technical requirements. SunOn provides a full suite of finishing services to ensure your prototypes or end-use parts meet professional standards for "retail-ready" quality.
Dyeing is the most common post-process for MJF. Because the parts are slightly porous, they take black dye exceptionally well, resulting in a deep, consistent color that won't flake off. For parts requiring a smoother finish, we offer bead blasting, which uses fine media to even out the surface texture. For automotive or consumer-facing parts, vapor smoothing is available; this chemical process seals the surface, making it glossy and significantly increasing its resistance to fluids and gases.
We also offer secondary machining for parts that require extremely tight tolerances, such as bearing seats or threaded holes. By combining the geometric complexity of MJF with the precision of CNC machining, we deliver parts that meet the most demanding engineering specs. This "hybrid" approach is a cornerstone of our prototype-to-production model, ensuring you never have to compromise on accuracy.
FAQ: High-Intent Questions About MJF Technology
Is MJF stronger than SLS?
MJF parts are generally stronger in the Z-axis (vertically) than SLS parts due to the more uniform heating and fusing agents used in the process. While the raw tensile strength of the materials is similar, MJF’s superior isotropy means it is more reliable for parts that will experience forces from multiple directions during use.
Can MJF parts be dyed different colors?
MJF parts are naturally grey or black and are most effectively dyed deep black. While some lighter grey parts can be dyed in dark blues or greens, the process is not as vibrant as dyeing white SLS parts. For parts requiring specific branding colors, we recommend professional painting or choosing a different additive technology.
Is MJF 3D printing waterproof?
MJF parts are water-resistant but not naturally 100% waterproof in their raw state due to slight surface porosity. However, once treated with vapor smoothing or specialized coatings, MJF PA12 components become effectively watertight and airtight, making them suitable for fluid tanks, ducts, and manifolds.
What is the minimum wall thickness for MJF?
The recommended minimum wall thickness for MJF is 0.5mm for structural features, though 1.0mm is preferred for better dimensional stability and strength. For very small, non-structural details, the technology can resolve features as small as 0.3mm, provided the geometry is supported correctly during the build and cooling phases.
Is MJF suitable for end-use production?
Yes, MJF is one of the few 3D printing technologies specifically designed for end-use production. Its high speed, isotropic mechanical properties, and material durability make it a viable alternative to injection molding for batch sizes ranging from 50 to 1,000 units, particularly for complex geometries.
How does MJF compare to injection molding for Nylon?
MJF PA12 mimics the mechanical properties of injection-molded Nylon 12 very closely, offering about 80% to 90% of the strength. The primary difference is the surface finish; MJF has a matte, slightly grainy texture compared to the smooth, polished finish of a molded part unless secondary vapor smoothing is applied.
What industries use MJF the most?
MJF is heavily utilized in the automotive, medical, and consumer electronics industries. It is particularly valued for lightweighting components, creating customized medical orthotics, and producing durable housings for electronics that require complex internal cable management or snap-fit assemblies.
What is the typical lead time for an MJF project?
Standard lead times for MJF production at SunOn are typically 3 to 5 business days for parts without advanced post-processing. Because the technology can print entire "bins" of parts at once, it is significantly faster for small batches than technologies that rely on single-laser sintering or filament extrusion.
Conclusion: Driving Innovation with MJF at SunOn
Multi-Jet Fusion has redefined what is possible in the realm of plastic manufacturing. By offering a path that combines the speed of additive manufacturing with the strength of traditional molding, it provides B2B teams with an unprecedented tool for innovation. Whether you are validating a new medical device prototype 3D printing project or seeking a faster way to produce industrial housings, MJF delivers the performance and reliability your project demands.
SunOn Industrial Group is your partner in this journey. Our expertise in both 3D printing and injection molding allows us to advise you on exactly when to use MJF and when it’s time to transition to steel tooling. We provide the technical depth, DFM-led quoting, and quality assurance that global procurement leaders expect from a premier Chinese manufacturing partner.
Ready to see how MJF can accelerate your production? Contact the SunOn engineering team today for a detailed DFM review and a quote for your Multi-Jet Fusion project.