
Master DFM: Optimizing Plastic Injection Mold Design
A high-quality CAD model does not always translate to a successful physical part. In precision manufacturing, Design for Manufacturability (DFM) is the essential bridge that ensures your design can be mass-produced efficiently, cost-effectively, and without structural defects.
At SunOn Industrial Group, our engineering team leverages over 25 years of experience to analyze every project before the steel is cut. With a workforce of 1,000+ skilled employees serving clients in the USA, Germany, and Australia, we understand that technical validation is the most critical step in the product development lifecycle.
Why DFM is the "Insurance Policy" for Your Project
Design for Manufacturability (DFM) is the practice of designing products in a way that simplifies manufacturing processes to reduce costs and improve quality. For plastic injection molding, this means identifying potential failures during the digital phase rather than during expensive trial runs.
Identifying "Un-moldable" Features Early
Many designs that look perfect in a 3D environment contain "un-moldable" features, such as internal undercuts that cannot be ejected or wall thicknesses that will inevitably lead to structural failure. Our engineers conduct a thorough review to catch these issues. For example, if a part requires complex internal geometry, we may suggest switching to low-volume CNC parts for prototyping before committing to expensive hard tooling.
Reducing Tooling Re-works and Hidden Costs
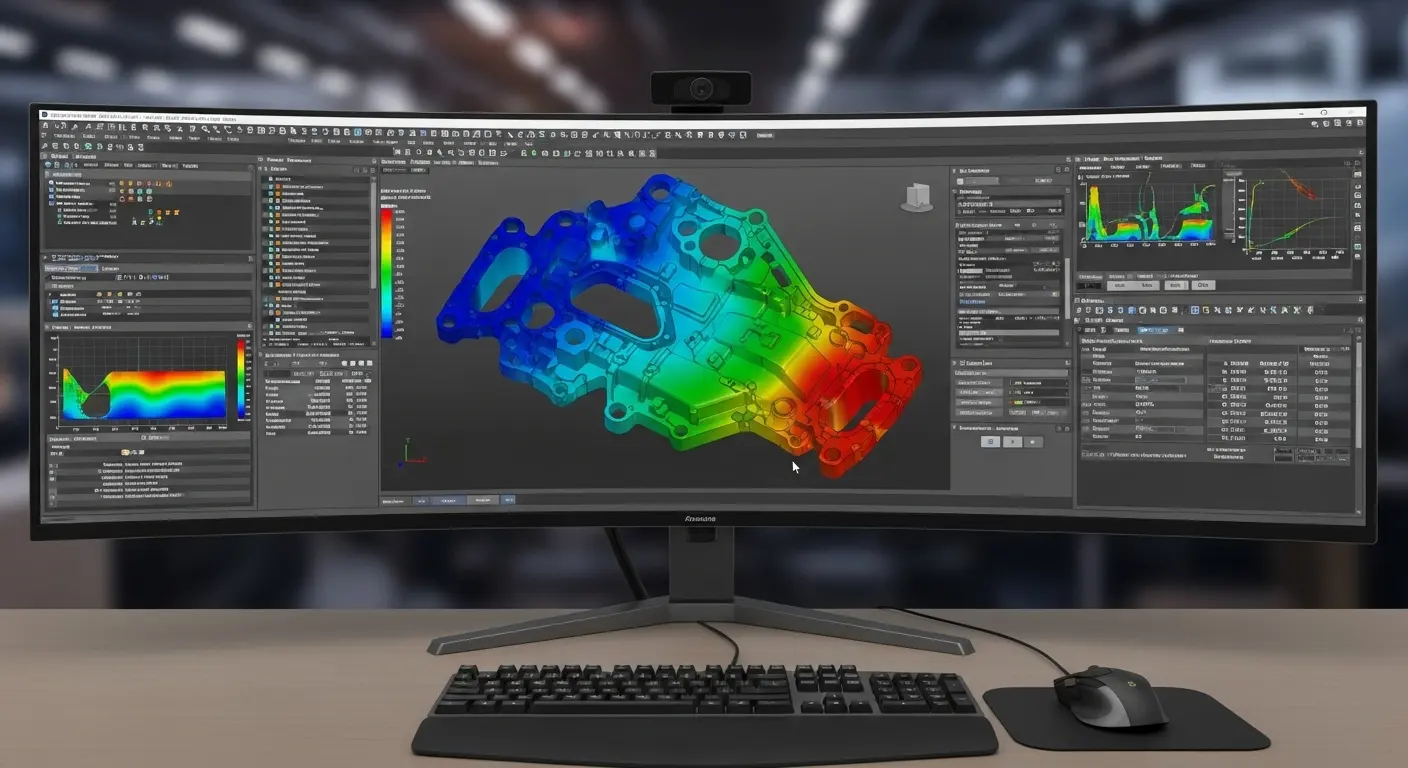
The cost of modifying a mold after it has been fabricated is significantly higher than adjusting a digital file. By utilizing mold flow analysis, we simulate how plastic resin fills the cavity. This allows us to predict air traps, weld lines, and pressure drops. Addressing these variables early ensures that your project stays on schedule, with T1 samples typically delivered within 25 to 45 days.
Key Components of an Expert DFM Report
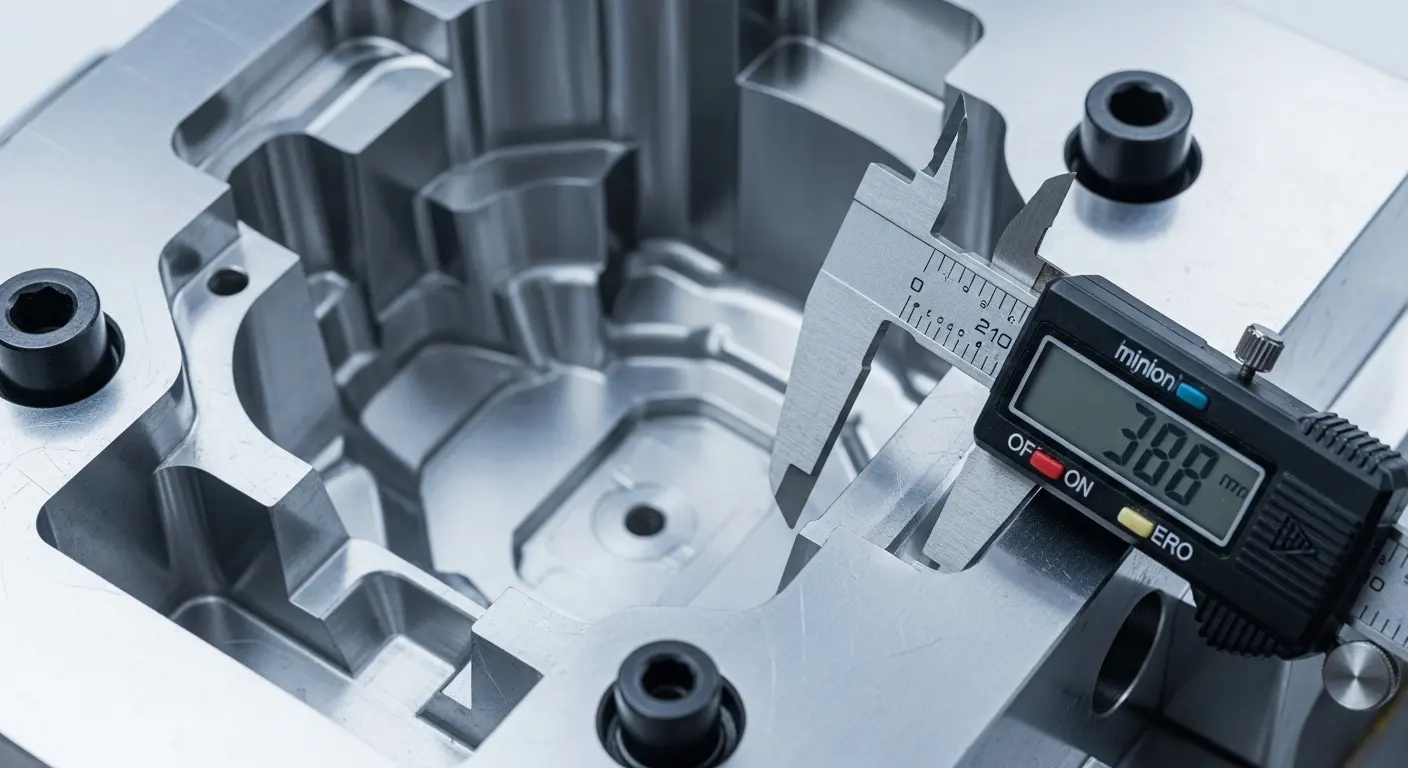
A professional DFM report is more than a simple "yes" or "no" to a design; it is a comprehensive technical roadmap. At SunOn, every project begins with this report to ensure we meet tolerances as tight as +/- 0.05mm.
Draft Angle Analysis: Ensuring Clean Ejection
A draft angle is a slight taper applied to the vertical walls of a molded part to allow it to release from the mold without friction. Without sufficient draft, the part may stick to the core or cavity, resulting in surface scratches or "drag marks."
- Smooth surfaces: Usually require a minimum of 0.5 to 1 degree of draft.
- Textured surfaces: May require 3 to 5 degrees, depending on the depth of the texture.
Failure to include these tapers forces the ejector pins to work harder, which can lead to part deformation or even damage to the mold itself.
Wall Thickness Consistency: Avoiding Sink and Warp
Uniform wall thickness is the most important factor for maintaining part stability and reducing cycle times. When walls are non-uniform, the thicker sections cool more slowly than the thinner ones. This temperature differential causes the material to pull inward, creating sink marks on the surface or causing the entire part to warp.
Our team recommends keeping rib-to-wall ratios between 40% and 60% of the nominal wall thickness. This balance provides structural integrity without creating aesthetic "shadows" on the exterior of the part. If your design requires varying thicknesses, our engineers may suggest integrating sheet metal fabrication components or secondary insert molding services to maintain precision.
Gate and Parting Line Placement for Aesthetics
The parting line is where the two halves of the mold meet, and the gate location is where the molten plastic enters the cavity. Both leave visible marks. At SunOn, our mold engineers have found that moving a gate by just 2mm can often eliminate unsightly sink marks in high-gloss automotive parts. We prioritize placing these marks in "non-cosmetic" areas whenever possible to ensure a premium finish.
Advanced Considerations for Complex Molds
As part complexity increases—especially in the medical and automotive sectors—standard DFM isn't enough. You must account for moving mechanical components within the tool.
Managing Undercuts with Lifters and Sliders
An undercut is a feature that prevents the part from being ejected in a straight line. To manufacture these, we use sliders (which move perpendicular to the mold opening) or lifters (which move at an angle). While these add to the tooling cost, a proper DFM report will show you how to simplify these features to save money. In some cases, substituting a complex molded part with copper or brass stamped components for internal electrical contacts can simplify the overall mold design.
Cooling Line Optimization for Faster Cycle Times
In mass production, time is money. Cycle time optimization depends heavily on how efficiently the mold can dissipate heat. We design conformal cooling channels that follow the geometry of the part, ensuring even cooling. This not only speeds up production but also prevents internal stresses that lead to long-term part failure.
Material-Specific Shrinkage: ABS vs. Polycarbonate
Every resin has a specific shrinkage rate. For example, Nylon shrinks differently than ABS or Polycarbonate. Our engineers select the appropriate steel grade, such as S136 or H13, and calculate the mold cavity size to account for these specific resin properties. If your project involves metal-to-plastic transitions, we compare these rates against aluminum die casting standards to ensure perfect fitment during assembly.
How SunOn Industrial Group Handles Your DFM

We don't just manufacture molds; we provide engineering solutions that protect your investment. Our facility is ISO 9001:2015 certified, and we maintain a rigorous internal Quality Control (QC) lab to verify every dimension.
Our Engineering Workflow: From CAD Review to T1 Samples
- CAD Data Receipt: You send us your 3D files (Step, IGS, or X_T).
- Initial Feasibility Study: We check for draft, wall thickness, and undercuts.
- Comprehensive DFM Report: We provide a detailed PDF outlining suggested changes, gate locations, and parting lines.
- Mold Design Approval: Tooling begins only after you approve the DFM and final mold design.
- T1 Sample Delivery: Within 25-45 days, you receive physical samples for testing.
Case Study: Solving Warpage Issues for a German Automotive Client
A German automotive Tier-1 supplier approached us with a complex air vent design that was failing due to extreme warpage. Their previous supplier ignored the cooling differential between the glass-filled Nylon material and the mold core.
SunOn’s engineers redesigned the cooling system and adjusted the rib thickness in the DFM phase. By optimizing the rib-to-wall ratio and gate placement, we reduced the warpage by 85%, allowing the client to move into mass production 3 weeks ahead of schedule.
Frequently Asked Questions (FAQ)
What is the most critical element of a DFM report for injection molding?
The most critical element is the identification of potential manufacturing risks, such as thick sections causing sink marks or inadequate draft angles. A professional DFM report provides actionable design modifications to ensure part quality and reduce cycle times.
How does wall thickness impact injection molding costs?
Uniform wall thickness is essential for consistent cooling and preventing part warpage. Non-uniform walls lead to internal stresses and longer cooling cycles, which directly increases the per-unit cost of mass production.
Why are draft angles necessary in mold design?
Draft angles are slight tapers applied to the vertical faces of a part to facilitate easy ejection from the mold. Without proper draft (typically 1° to 3°), parts may stick, causing surface scratches or structural damage during the ejection phase.
Can 2K injection molding reduce assembly costs?
Yes, 2K (two-shot) injection molding allows for the combination of two different materials or colors into a single part during one cycle. This eliminates the need for secondary assembly processes, reducing labor costs and improving bond strength.
What are the benefits of a DFM report before mold making?
A DFM report acts as a blueprint for success, identifying "un-moldable" features early. This prevents expensive mold re-works, shortens the time-to-market, and ensures the final product meets all mechanical and aesthetic requirements.
A high-performance mold is only as good as the engineering that goes into it. Don't leave your production to chance by skipping the technical validation phase. Partner with a manufacturer that prioritizes precision, transparency, and technical excellence from day one.
Ready to validate your design? Upload your CAD files to SunOn for a Comprehensive DFM Review and get a technical quote within 24 hours.