
Precision Instrument Assembly: Tolerances and Quality Standards
Precision instrument assembly is the technical process of joining high-accuracy components into a functional system while maintaining strictly defined dimensional limits. Successful assembly requires managing cumulative errors, often referred to as tolerance stack-up, to ensure that the final device meets operational specifications. For industries like medical diagnostics and aerospace, this process must adhere to international quality standards such as ISO 2768 and ISO 13485 to guarantee reliability and safety.
At SunOn Industrial Group, we understand that a single micron can be the difference between a high-performance instrument and a costly production failure. Global procurement managers and product engineers face the constant challenge of balancing extreme precision with scalable manufacturing costs. This guide examines the critical intersection of mechanical tolerances, quality control, and Design for Assembly (DFA) to help you optimize your next sourcing project.
Understanding Assembly Tolerances: Beyond the Individual Part
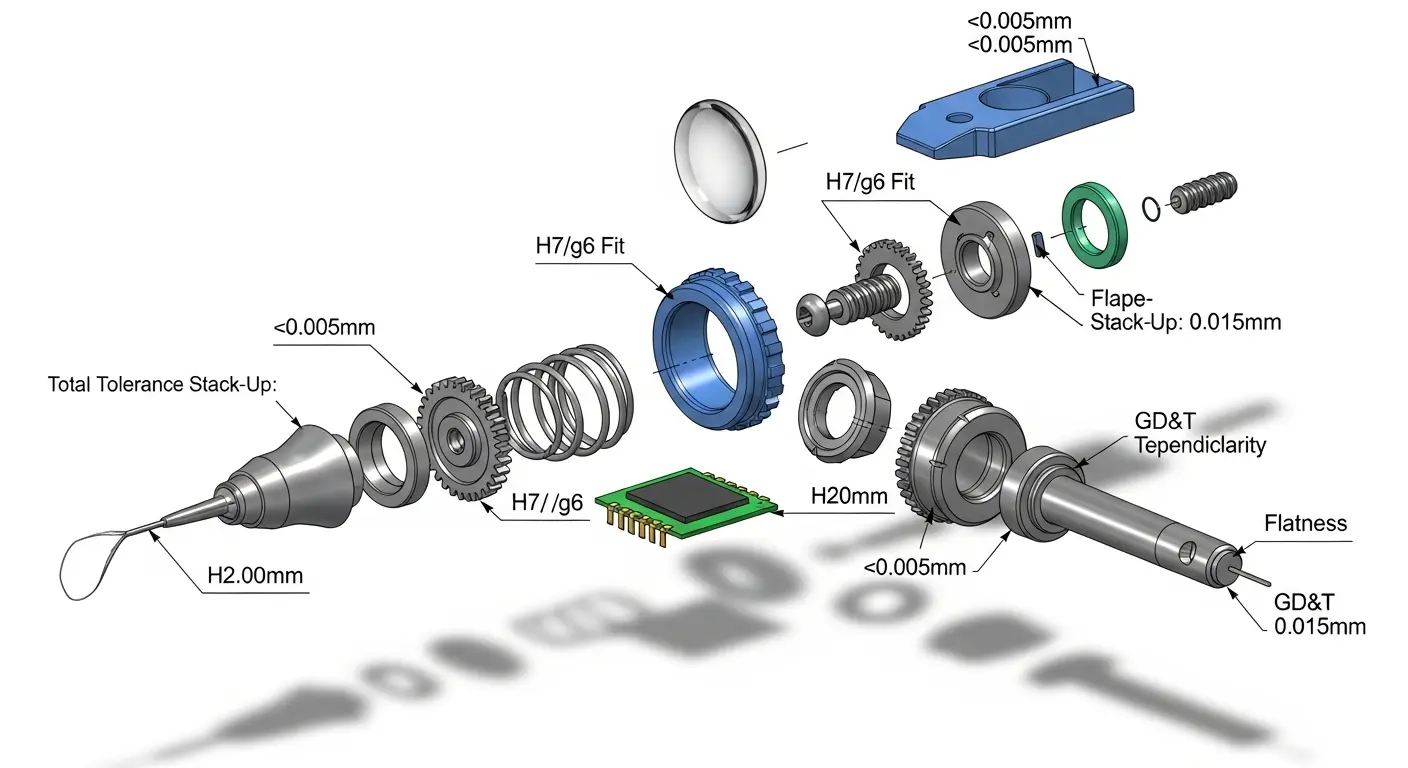
In the world of mechanical assembly, many engineers focus exclusively on the tolerances of individual components. However, when these parts are brought together, their individual deviations can add up in unpredictable ways. This phenomenon is known as assembly tolerance stack-up. If every part in a 10-component assembly is at its maximum allowable limit, the final product may fail to fit or function, even if every individual part "passed" inspection.
To mitigate this risk, our engineering teams perform a "Worst-Case Analysis" or a "Root Sum Squared (RSS)" statistical analysis during the quoting phase. By identifying which dimensions are critical to the final assembly’s function, we can tighten tolerances where they matter most while relaxing them on non-critical features to keep your tooling and unit costs manageable. This balance is the hallmark of professional precision component assembly.
International Standards for Precision Instrument Manufacturing
Adhering to recognized international standards is non-negotiable for B2B manufacturing. These standards provide a universal language for engineers and suppliers, ensuring that a design conceived in Europe or North America can be accurately produced in our Dongguan facility.
ISO 2768-1/2: The Baseline for Linear and Geometric Tolerances
The ISO 2768 standard is the most common benchmark for general tolerances in machining and assembly. It is divided into two parts: ISO 2768-1 for linear and angular dimensions, and ISO 2768-2 for geometrical tolerances such as flatness, symmetry, and run-out.
For precision instrument assembly, we typically work within the "Fine" (f) or "Medium" (m) classes. Choosing the correct class is a major decision factor for procurement leads. While the "Fine" class ensures tighter fits and higher performance, it requires more frequent tool calibration and slower cycle times. We often recommend a hybrid approach: utilizing "Fine" tolerances for mating interfaces and "Medium" for external housing components to optimize your budget.
Specialized Standards: ISO 13485 for Medical Instrument Assembly
When dealing with medical devices, standard mechanical tolerances are only half of the equation. ISO 13485 focuses on the quality management system (QMS) specifically for the medical industry. This involves rigorous documentation, traceability of raw materials, and validated assembly environments. For medical instrument assembly standards, cleanliness is just as vital as dimensional accuracy. Ensuring that your supplier follows these protocols prevents the risk of contamination or mechanical failure in clinical settings.
Critical Quality Control Processes in Precision Assembly
Precision is not merely a goal; it is a measurable outcome. High-quality instrument quality control (QC) requires a combination of advanced metrology equipment and a disciplined human workforce.
CMM Inspection and Laser Scanning for Dimensional Accuracy
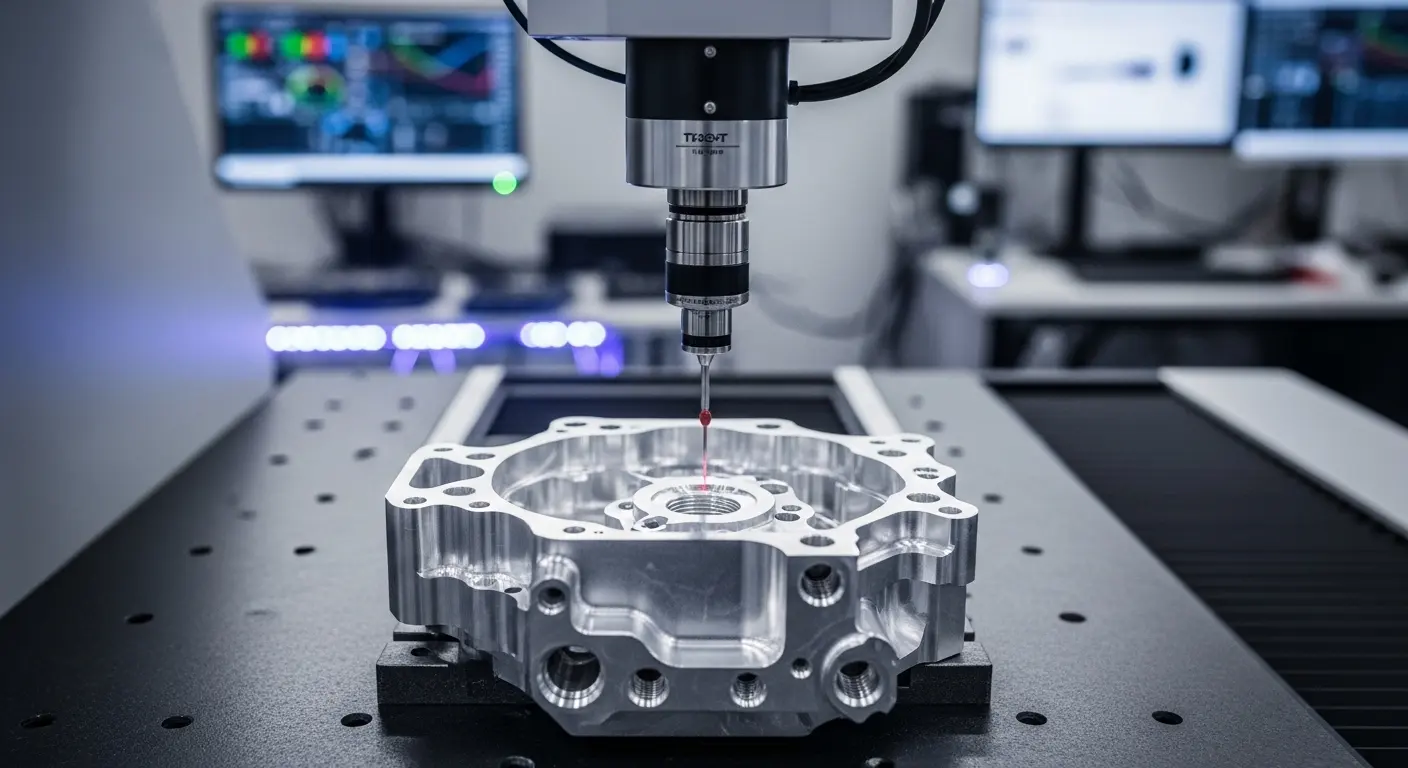
The Coordinate Measuring Machine (CMM) is the heart of any precision assembly floor. By using a sensitive probe to measure the physical geometry of an object, we can verify that an assembly meets the 3D CAD model's requirements within microns. For complex, organic shapes that are difficult to probe, laser scanning provides a high-density point cloud that identifies even the slightest deviations in surface profile. These digital reports offer the "proof of precision" that QA managers require before authorizing a mass-production run.
Functional Testing and Calibration of Finished Instruments
Dimensional accuracy does not always guarantee functional performance. Once the mechanical assembly is complete, instruments often undergo functional testing. This might include torque testing for rotating parts, pressure decay testing for sealed fluid paths, or electrical continuity checks. Calibration ensures that the instrument’s sensors or actuators provide the precise feedback required for its end-use application.
Environmental Controls: Cleanroom Assembly vs. Standard Floor

The environment in which an assembly takes place can significantly impact its final quality. For optical instruments or sensitive electronics, even a microscopic dust particle can cause a failure. SunOn provides specialized environments where temperature, humidity, and airborne particulates are strictly controlled. This level of environmental management is essential for turnkey mechanical assembly projects involving medical diagnostics or high-end electronics.
Design for Assembly (DFA) Strategies for Global Sourcing
The most successful precision instruments are those designed with the assembly process in mind. Design for Assembly (DFA) is a methodology that aims to simplify the product structure, thereby reducing assembly time and minimizing the potential for human error.
Reducing Part Count and Complexity
Every additional part in an assembly introduces a new set of tolerances and a new opportunity for stack-up error. Whenever possible, our engineers suggest consolidating multiple parts into a single complex component through advanced plastic injection molding or CNC machining. While the initial tooling cost for a complex part may be higher, the long-term savings in assembly labor and the improvement in final product yield often provide a superior ROI.
Mistake-Proofing Through Poka-Yoke
In a manual vs. automated assembly environment, human error is a constant variable. We implement "Poka-Yoke" (mistake-proofing) features in our assembly jigs and part designs. This might include asymmetrical alignment pins that ensure a part can only be installed in the correct orientation or color-coded components to prevent the use of incorrect fasteners. These simple mechanical solutions significantly improve lead time reliability by reducing the need for rework.
Material Compatibility and Post-Processing Impacts
Selecting the right materials is critical for maintaining tolerances over the lifespan of an instrument. Different materials have different coefficients of thermal expansion; if a brass gear is housed in an aluminum frame, the fit may change as the instrument heats up during operation.
Furthermore, post-processing steps such as anodizing, plating, or painting add a layer of thickness to the parts. If these coatings are not accounted for in the initial design, the parts will not fit together during the final assembly. A professional supplier will always adjust the machining or molding dimensions to "leave room" for the final finish, ensuring a perfect fit every time.
Supplier Communication and Documentation Readiness
For sourcing managers, the "soft" side of precision assembly is just as important as the hardware. You need a partner who provides transparent communication and comprehensive documentation. This includes:
- DFM Reports: Detailed Design for Manufacturing feedback before tooling begins.
- Initial Sample Inspection Reports (ISIR): Verification of the first parts off the line.
- Material Certifications (COA): Proof that the plastics or metals used meet your specifications.
- Assembly Checklists: Step-by-step logs of the assembly and QC process.
Having this documentation ready is essential for regulatory compliance and simplifies the procurement onboarding process. It builds a foundation of trust that is vital for long-term B2B partnerships.
Precision Assembly FAQs
What is the standard tolerance for precision instrument assembly?
Standard tolerances for precision instruments typically follow the ISO 2768 "Fine" class, which allows for deviations as small as ±0.05mm for small dimensions. However, specific mating features may require tolerances down to ±0.01mm or even microns depending on the application.
How do you calculate tolerance stack-up in complex assemblies?
We use two primary methods: Worst-Case Analysis, which assumes all parts are at their extreme limits, and Statistical Analysis (RSS), which assumes a normal distribution of dimensions. Statistical analysis is generally more realistic for high-volume production.
What is the difference between part tolerance and assembly tolerance?
Part tolerance refers to the allowable deviation of a single component's dimensions. Assembly tolerance refers to the cumulative deviation allowed for the final assembled product to function correctly, often involving multiple interacting parts.
Which ISO standards apply to medical instrument assembly?
The primary standards are ISO 13485 for quality management systems and ISO 14644 for cleanroom environments. These are often used in conjunction with ISO 2768 for dimensional mechanical tolerances.
How does post-processing affect final assembly fits?
Post-processing treatments like powder coating, anodizing, or PVD plating add measurable thickness to a part's surface. If these are not calculated into the CAD model, the parts will exceed their tolerance limits and fail to assemble correctly.
Is manual assembly or automated assembly better for precision?
The choice depends on volume and complexity. Manual assembly is better for low-volume, highly complex instruments requiring expert judgment, while automated assembly offers higher consistency and lower unit costs for high-volume, standardized products.
Conclusion: Securing Your Precision Assembly Supply Chain
Precision instrument assembly is a multi-disciplinary challenge that requires deep expertise in machining, material science, and quality management. By focusing on tolerance stack-up, adhering to ISO standards, and implementing DFA principles, you can significantly reduce the risks associated with high-precision manufacturing.
At SunOn Industrial Group, we provide the technical transparency and engineering support necessary to move your project from prototype to mass production with confidence. Whether you are developing a new medical device or a complex industrial sensor, our DFM-led approach ensures that your designs are not only precise but also manufacturable and cost-effective.
Ready to optimize your assembly process? Contact our engineering team today for a comprehensive DFM review or a technical RFQ for your next precision instrument project.