
CNC Machining for Liquid Cooling Components | Custom Manufacturing at SunOn
SunOn provides CNC machining for liquid cooling components based on customer drawings, material requirements, tolerances, quantities, and application needs. Our machining capabilities can support custom cooling plates, liquid-cooled heat sinks, manifolds, distribution blocks, and related thermal-management parts.
Each project starts with a manufacturability review. We evaluate the component geometry, coolant channels, sealing surfaces, threaded ports, mounting features, finish requirements, and inspection criteria before production begins. From prototypes to repeat production, SunOn can coordinate machining, surface treatment, dimensional inspection, and delivery through one manufacturing workflow.
Send your 2D drawings and 3D CAD files to request a project review and quotation.
Custom Liquid Cooling Components SunOn Can Machine
Liquid cooling components often combine internal flow paths with precise external mounting and sealing features. SunOn machines custom parts according to the customer’s design rather than supplying a fixed catalogue of standard products.
Liquid Cooling Plates and Cold Plate Bodies
CNC-machined cooling plates may include open channels, recessed flow paths, mounting holes, sealing grooves, inlet and outlet ports, and flat contact surfaces.
During the DFM review, SunOn evaluates channel depth, channel width, internal corner radii, tool access, plate thickness, and the relationship between the cooling surface and assembly features. Critical flatness, surface finish, and sealing requirements should be identified clearly on the drawing.
CNC-Machined Liquid Cooling Heat Sinks
SunOn can review custom liquid-cooled heat sink designs that combine heat-transfer surfaces with coolant passages, mounting faces, ports, threaded holes, and assembly features.
Depending on the design, production may involve face milling, pocket machining, drilling, tapping, and multi-face machining. More component-specific information is available on our page for CNC-machined liquid cooling heat sinks.
Liquid Cooling Manifolds and Distribution Blocks
Manifolds often require several threaded ports, intersecting passages, controlled hole locations, and sealing interfaces within one machined body.
These parts may require several machining setups or multi-axis machining to maintain the correct relationship between ports and mounting surfaces. Customers should define the port layout, thread standards, passage geometry, connection orientation, and test requirements before quotation.
Related Custom Cooling Parts
SunOn can also review related drawing-based components such as:
- Cooling-system covers
- Adapter blocks
- Mounting plates
- Connector interfaces
- Machined housings
- Custom aluminum cooling parts
Final feasibility depends on the part geometry, material, tolerance, quantity, and required manufacturing processes.
| Component Type | Common Machined Features | Relevant CNC Operations | Information Needed for Quote |
|---|---|---|---|
| Cooling plate | Channels, pockets, ports, sealing faces, mounting holes | Milling, drilling, tapping, finishing | CAD files, channel geometry, flatness, material, quantity |
| Liquid-cooled heat sink | Heat-transfer surfaces, ports, mounting faces, threaded holes | Milling, drilling, tapping, multi-axis machining | Drawing, surface requirements, finish, critical dimensions |
| Manifold | Multiple ports, intersecting passages, threads, mounting features | Multi-face milling, drilling, tapping, 5-axis machining where needed | Port map, thread standards, passage drawing, test requirements |
| Related custom part | Customer-specific cooling or assembly features | Selected according to the drawing | Complete drawings, material, tolerance, quantity, application requirements |
CNC Machining Capabilities for Liquid Cooling Components
SunOn selects machining operations according to the component design and the features that must be controlled.
CNC Milling
CNC milling is commonly used to produce:
- Cooling plate bodies
- Coolant channels
- Pockets and recesses
- Manifold bodies
- Sealing faces
- Mounting surfaces
- Heat-transfer contact areas
Tool diameter, cutting depth, internal radii, and access to the machined area must be considered during design review.
Drilling, Tapping, and Port Machining
Drilling and tapping are used for inlet and outlet ports, mounting holes, threaded connections, countersinks, and assembly features.
The drawing should identify the thread type, thread size, depth, orientation, and any chamfer or counterbore requirements. Clearly defined port specifications help prevent connection and assembly problems later.
CNC Turning
CNC turning may be used when a liquid cooling project includes cylindrical parts, round connectors, sleeves, or rotational features. The operation can be combined with milling and drilling when the final component requires both round and prismatic geometry.
5-Axis Machining
Five-axis machining may be useful for components with features on several faces, angled holes, complex port relationships, or difficult tool access.
It can reduce the number of separate setups for certain designs and help maintain positional relationships between critical features. The actual machining approach is determined after reviewing the CAD model and tolerance requirements.
For broader information about materials, finishes, and general capabilities, see SunOn’s aluminum CNC machining services.
From Drawing Review to Finished Component

SunOn follows a drawing-based manufacturing workflow for custom liquid cooling parts.
- Drawing and requirement review: The team reviews the 2D drawing, 3D model, component function, quantity, material, and critical specifications.
- DFM and feasibility assessment: Machining access, channel geometry, internal radii, wall thickness, port locations, and tolerance requirements are evaluated.
- Material and process confirmation: The selected material, machining method, finish, inspection plan, and any secondary operations are confirmed.
- CNC programming and fixture planning: Toolpaths, setups, workholding, and inspection points are prepared.
- Machining: Milling, turning, drilling, tapping, and multi-axis operations are completed as required.
- Deburring and finishing: Sharp edges, drilled intersections, and machined surfaces are treated according to the project specification.
- Dimensional inspection: Critical features are checked using suitable measuring equipment.
- Packaging and delivery: Finished parts are cleaned, protected, packed, and prepared for shipment.
Send your drawing, material, quantity, tolerance, finish, and testing requirements so SunOn can review the complete manufacturing scope.
Critical Requirements for CNC-Machined Liquid Cooling Parts
Channel Geometry and Tool Access
Coolant channel dimensions directly affect machining feasibility. Very deep, narrow, or closed passages may limit tool access or require a different manufacturing method.
The design should clearly define:
- Channel width and depth
- Internal radii
- Pocket depth
- Wall thickness
- Open or closed channel construction
- Cover or mating-part requirements
- Allowed machining access points
SunOn reviews these features before production and may recommend practical adjustments where the original geometry is difficult to machine reliably.
Flatness, Parallelism, and Mating Surfaces
Cooling plates and heat sinks often contain surfaces that contact a heat source, seal against another part, or align with an assembly.
The drawing should identify the critical surface, datum reference, flatness tolerance, parallelism requirement, and inspection method. Applying tight tolerances only where they are functionally necessary can improve manufacturability and cost control.
Sealing Grooves and Interfaces
Sealing grooves must be dimensioned according to the intended seal and assembly design. Important information includes groove width, depth, corner radius, surface finish, seal type, and finished dimensions after coating.
SunOn manufactures the geometry according to the customer’s drawing. Seal selection and compression requirements should be confirmed by the customer or system designer.
Ports, Threads, and Hole Alignment
Incorrect port locations or incomplete thread specifications can cause fitting and assembly problems.
For each port, provide:
- Thread standard and size
- Required thread depth
- Port orientation
- Positional tolerance
- Counterbore or chamfer details
- Fitting or plug interface
- Sealing method
Burr Control and Internal Cleanliness
Intersecting drilled passages, channel edges, and threaded holes may retain burrs or machining debris if cleaning requirements are not defined.
Customers should state any special deburring, flushing, cleanliness, or contamination-control requirements during the quotation stage.
| Critical Requirement | Why It Must Be Defined | What the Buyer Should Supply |
|---|---|---|
| Flatness | Controls contact, sealing, and assembly | Datum, tolerance, and inspection requirement |
| Sealing groove | Affects seal fit and compression | Groove drawing and seal specification |
| Channel geometry | Determines tool access and machining feasibility | Complete dimensions and internal radii |
| Port threads | Controls connection compatibility | Thread type, size, depth, and orientation |
| Surface finish | May affect sealing or thermal contact surfaces | Required finish value or acceptance standard |
| Cleanliness | Reduces debris inside passages | Cleaning method and acceptance requirement |
| Pressure or leak test | Defines functional validation | Test medium, pressure, duration, and acceptance criteria |
Materials and Surface Finishes
Aluminum
Aluminum is commonly selected for liquid cooling plates, heat sinks, manifolds, and related components because it combines machinability, low weight, and useful thermal properties.
The correct alloy should be selected according to mechanical requirements, corrosion exposure, coolant compatibility, finishing needs, and supply conditions. SunOn reviews the specified grade before machining.
Other Materials
Stainless steel, brass, and other customer-specified materials may be considered for selected components or interfaces.
Provide the exact grade, material condition, coolant exposure, strength requirements, corrosion concerns, and any documentation requirements with the RFQ.
Finishing Considerations
Available finishing options may include as-machined surfaces, anodizing, plating, polishing, or coating, depending on the material and application.
The drawing should identify:
- Functional and cosmetic surfaces
- Areas that require masking
- Finished dimensional requirements
- Surface texture requirements
- Contact or sealing areas
- Color or appearance requirements
Coating thickness can affect grooves, holes, threads, and mating dimensions, so finishing requirements should be reviewed before machining begins.
Prototype, Small-Batch, and Production Support
CNC machining is suitable for prototypes because it does not require dedicated production mold tooling. It allows engineering teams to evaluate fit, assembly, channel geometry, sealing interfaces, and functional features before committing to a higher-volume process.
SunOn can also review small-batch, bridge-production, and repeat-production requirements. For higher volumes, the most suitable process depends on geometry, machining cycle time, tolerance, tooling investment, and expected annual demand.
CNC Machining or Die Casting for Your Cooling Component?
CNC machining is often preferred during development, low-volume production, or projects requiring frequent design changes. Die casting may become more economical when quantities are high and the geometry is suitable for permanent tooling.
| Decision Factor | CNC Machining | Die Casting |
|---|---|---|
| Tooling investment | No dedicated production die required | Dedicated tooling normally required |
| Design changes | Easier during development | More expensive after tooling is completed |
| Prototype and low volume | Usually a strong fit | Often less economical |
| Precision features | Machined directly where accessible | May require secondary machining |
| High repeat volume | Machining time and unit cost must be reviewed | Can become more economical after tooling investment |
| Critical holes and surfaces | Produced by CNC operations | Often machined after casting |
For high-volume projects, review SunOn’s aluminum die casting capabilities and die-cast heat sink manufacturing.
Quality Control for Liquid Cooling Component Projects
Quality planning should focus on the features that affect assembly, sealing, connection, and thermal contact.
Depending on the project, inspection may include:
- Incoming material verification
- In-process dimensional checks
- Critical-feature inspection
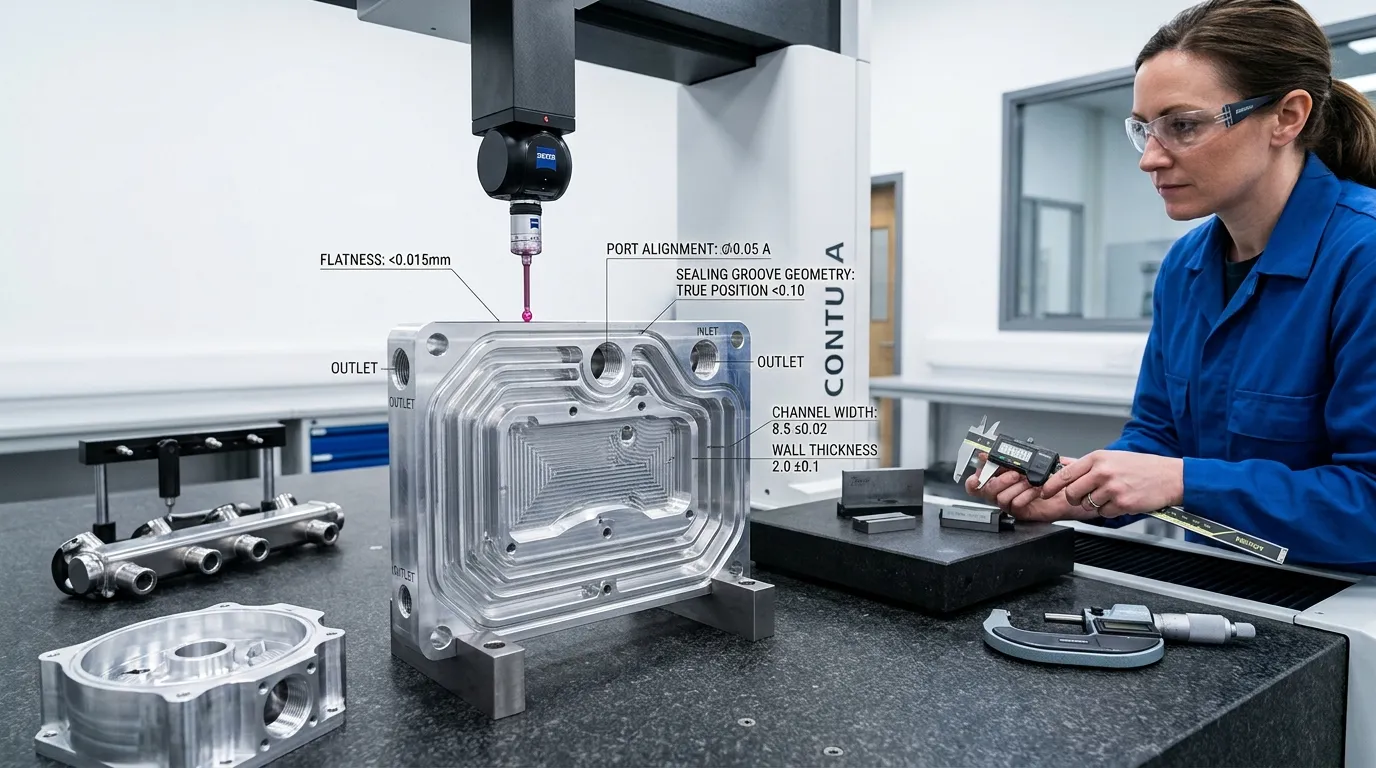
- CMM measurement where applicable
- Surface and finish inspection
- Final dimensional reports when requested
- First-article inspection requirements
- Customer-defined functional tests
Pressure, leak, flow, and cleanliness testing must be specified during RFQ review. The test pressure, medium, duration, equipment, and acceptance criteria should be documented before production. SunOn will confirm whether the requested testing can be performed in-house, coordinated externally, or must be completed by the customer.
Why Source CNC-Machined Cooling Components from SunOn?
SunOn supports custom manufacturing from design review through production and inspection. Its broader capabilities include CNC machining, prototyping, die casting, mold development, injection molding, finishing, and assembly-related services.
For liquid cooling component projects, this broader manufacturing base allows the team to review whether CNC machining is the correct production route or whether another process should be considered as quantities and design requirements develop.
Key service advantages include:
- Drawing-based DFM review
- Milling, turning, drilling, tapping, and 5-axis capability
- Prototype and production support
- Material and finishing coordination
- Dimensional inspection
- Cross-process manufacturing experience
- Support for international OEM and sourcing projects
Final manufacturing capability, tolerance, testing, and delivery requirements are confirmed according to each drawing.
What to Send for a CNC Machining Quote
To receive a more accurate review and quotation, provide:
- 2D engineering drawing
- 3D CAD model
- Component name and application
- Material and grade
- Required quantity
- Prototype or production stage
- Critical dimensions and tolerances
- Datum structure
- Flatness requirements
- Surface-finish requirements
- Channel and passage dimensions
- Port and thread standards
- Sealing-groove specifications
- Surface-treatment requirements
- Masking instructions
- Coolant or operating environment
- Cleaning requirements
- Pressure, leak, flow, or functional-test requirements
- Inspection-report requirements
- Packaging requirements
- Target delivery date
Frequently Asked Questions
What liquid cooling components can SunOn CNC machine?
SunOn can review customer-designed cooling plates, cold plate bodies, liquid-cooled heat sinks, manifolds, distribution blocks, adapter parts, covers, and related machined cooling hardware. Final feasibility depends on the drawing, material, tolerances, channel geometry, quantity, finish, and testing requirements.
Can SunOn machine aluminum cooling plates and manifolds from my CAD file?
Yes. Submit the 3D CAD model together with a complete 2D drawing. The drawing should define critical dimensions, flatness, channels, ports, thread standards, sealing features, surface finish, and inspection requirements.
Is CNC machining suitable for liquid cooling prototypes?
CNC machining is well suited to prototypes and early production because it does not require dedicated mold tooling. It allows design changes and functional evaluation before a project moves to larger-volume manufacturing.
Which CNC processes are used for cooling components?
Depending on the design, SunOn may use CNC milling, turning, drilling, tapping, multi-face machining, and 5-axis machining. The process is selected after reviewing part geometry, tool access, tolerances, and quantity.
What tolerances can SunOn achieve on my component?
Tolerance capability depends on the component size, material, geometry, feature location, machining setup, and inspection method. Mark only functionally critical tolerances on the drawing so the engineering team can review them individually.
Can SunOn machine sealing grooves and threaded coolant ports?
Yes, when the features are accessible and fully defined on the drawing. Provide groove dimensions, seal information, thread type, thread depth, port orientation, finish requirements, and any coating allowances.
What materials and finishes are available?
Aluminum is a common choice, while stainless steel, brass, and other materials may be considered according to the project. Finishing options depend on the selected material and may include as-machined, anodized, plated, polished, or coated surfaces.
Can SunOn provide dimensional inspection reports?
Dimensional inspection and reports can be discussed during quotation. Identify the critical dimensions, inspection standard, sampling requirement, and any first-article or CMM reporting needs before production.
Are leak, pressure, or flow tests available?
Testing availability must be confirmed for each project. Provide the required test medium, pressure, duration, flow condition, and acceptance criteria. SunOn will confirm whether the test can be completed internally, coordinated externally, or supplied by the customer.
When should I choose CNC machining instead of die casting?
Choose CNC machining for prototypes, lower quantities, frequent design changes, or parts requiring accessible precision-machined features. Die casting may be more suitable for higher repeat volumes after the design is stable and tooling investment is justified.
Need a custom cooling plate, liquid-cooled heat sink, manifold, or related machined component? Send SunOn your 2D drawings, 3D CAD files, material, quantity, tolerance, finish, and testing requirements. Our team will review the design for manufacturability and prepare a project-specific quotation.