
High-Detail Resin 3D Printing: Best Practices for Prototyping
High-detail resin 3D printing is an industrial additive manufacturing process that uses a light source to cure liquid photopolymer resin into solid, high-resolution parts. Utilizing technologies such as Stereolithography (SLA) and Digital Light Processing (DLP), this method achieves exceptional surface smoothness and dimensional accuracy, with layer heights as thin as 25 microns. For B2B engineering teams, liquid resin 3D printing for prototypes is the gold standard for validating complex geometries in medical devices, consumer electronics, and high-precision automotive components before transitioning to mass production.
Comparing Technologies: SLA vs DLP for High Detail
When sourcing professional SLA 3D printing services, engineers often face a choice between different light-curing technologies. While both use liquid resins, the way they distribute light significantly impacts the final part's resolution and scalability. Understanding the mechanical distinction between these light sources is the first step in ensuring your prototype meets its intended tolerances and aesthetic requirements.
In a professional manufacturing environment, the choice between SLA and DLP is usually dictated by the part's size and the required feature density. At SunOn, we utilize industrial-grade systems—distinct from hobbyist desktop printers—that feature calibrated optics and stable thermal environments. These factors are critical for maintaining consistency across a large build plate, ensuring that the first part in a batch is identical to the last.
Stereolithography (SLA) for Large-Scale Precision
SLA uses a high-precision UV laser to trace a path across the resin surface, curing one point at a time. This technology is superior for large parts because the laser maintains a consistent spot size across the entire build area. For 3D-printed prototype for automotive components, SLA provides the dimensional stability needed for large-scale housings while retaining the smooth finish required for visual validation.
Digital Light Processing (DLP) for Ultra-Fine Micro-Features
DLP utilizes a digital projector screen to flash a single image of an entire layer at once. Because the projector consists of pixels, DLP can achieve incredible detail on smaller components. This makes it a preferred choice for micro-feature 3D printing in the electronics sector, where internal bosses, ribs, and connector ports must be rendered with microscopic precision. However, DLP resolution can degrade as the build size increases, making it a specialized tool for high-density, small-batch runs.
Critical Design Rules for Accurate 3D Printed Parts in Resin
Achieving success with resin-based systems requires a shift in design thinking. Unlike filament-based methods, liquid resin printing involves complex fluid dynamics and vacuum forces during the "peel" cycle of the build. Failing to account for these forces can lead to warped walls, failed supports, or "cupping"—a phenomenon where trapped resin creates a vacuum that can explode a hollow part.
Design for Manufacturability (DFM) is the backbone of our quoting process. When you submit a CAD file for liquid resin 3D printing for prototypes, our engineers analyze the geometry for potential failure points. Implementing design rules early prevents the "trial and error" costs associated with unoptimized files. This proactive approach is essential for hardware founders working with tight R&D budgets and strict launch timelines.
Managing Wall Thickness and Minimum Feature Size
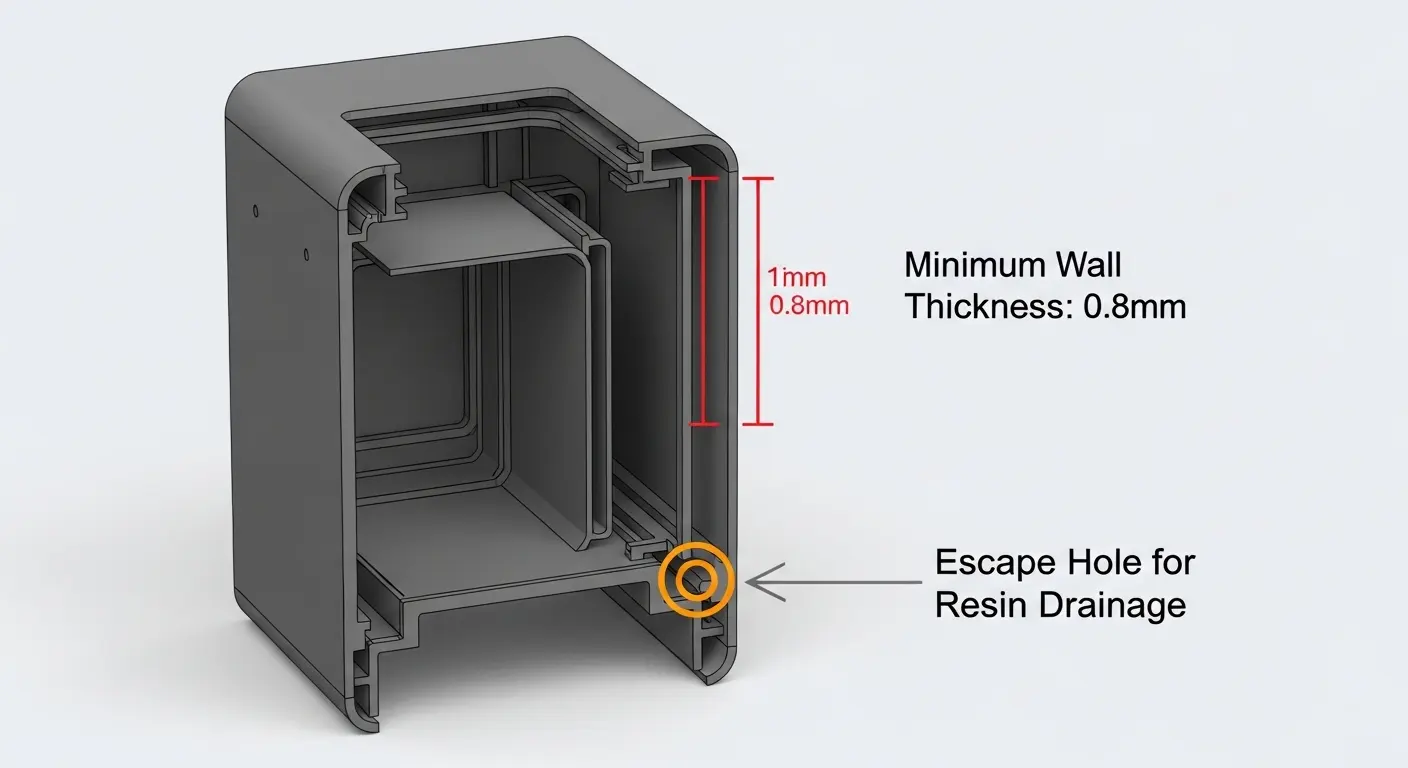
Resin is naturally more brittle than thermoplastic filaments like ABS. To ensure structural integrity, we recommend a minimum wall thickness of 0.8mm for most functional parts, although non-structural micro-features can be rendered down to 0.3mm. Thin walls that are too tall may warp during the UV curing process, so we often suggest adding internal ribs or gussets to provide rigidity without significantly increasing the part's volume or cost.
Orientation Strategies to Minimize Support Scarring
Part orientation is a strategic decision that affects both accuracy and surface finish. Because resin parts require supports to hold them in place during the build, these supports leave small "nubs" or scars when removed. By orienting critical visual surfaces away from the support side, we preserve the aesthetic integrity of your prototype. For 3D-printed prototypes for consumer electronics, this ensures that the "A-side" of your housing remains perfectly smooth and ready for display or assembly testing.
Professional Material Selection: High-Resolution 3D Printing Materials

The evolution of high-resolution 3D printing materials has moved resin far beyond its original "brittle" reputation. Today, industrial photopolymers can simulate the properties of traditional plastics like ABS, Polypropylene, and even high-temperature PEEK. This material diversity allows sourcing leads to choose a resin that matches the mechanical requirements of their specific vertical.
| Material Category | Key Property | Typical Application |
| Standard Resin | Exceptional detail, smooth finish | Visual models, jewelry masters |
| Tough/Durable Resin | High impact resistance, flexural strength | Snap-fits, functional hinges |
| Clear/Transparent | Optical clarity after polishing | Lenses, light pipes, fluidics |
| High-Temperature | Heat deflection up to 200°C | Injection mold inserts, hot-air ducts |
| Biocompatible | ISO 10993 compliant | Surgical guides, medical housings |
At SunOn, we provide full material datasheets for our resins to ensure compliance with your internal QA standards. For teams developing medical equipment, our medical device prototype 3D printing services utilize specific biocompatible resins that can withstand sterilization or skin contact. Choosing the right material ensures that your functional testing results are a reliable predictor of mass-production performance.
The SunOn Advantage: Post-Processing for Optical and Mechanical Accuracy
The printing process is only 70% of the journey for high-detail parts. The final 30% occurs in the post-processing lab, where the part's final properties are locked in. Unlike hobbyist setups, our industrial post-processing workflow includes automated washing, ultrasonic cleaning, and secondary UV curing in a nitrogen-stabilized environment. This level of control ensures that the resin is fully polymerized, preventing the part from becoming brittle or yellowing over time.
We also specialize in advanced finishing. For transparent components, our technicians perform manual multi-stage polishing and apply UV-resistant clear coats to achieve true optical clarity. For mechanical parts, we offer bead blasting to create a uniform matte finish that hides any remaining layer lines. This comprehensive finishing capability makes SunOn a preferred partner for brands that require "retail-ready" prototypes for market testing or investor demos.
Quality assurance is integrated into every step of our workflow. We use Optical Measuring Machines (OMM) to verify that micro-features and tight tolerances meet your CAD specifications. This evidence-based approach to manufacturing ensures that when you move from molding vs 3D printing analysis to actual production, you have a verified baseline of success. Our goal is to eliminate the variables and provide a predictable, high-precision sourcing experience.
FAQ: High-Detail Resin Prototyping
What resin is best for high-detail printing?
Standard or "Model" resins are best for high-detail printing as they have lower viscosity and contain specific pigments that prevent light bleed, allowing for sharper edges. For functional parts that also require detail, "Tough" resins offer the best balance of micro-feature resolution and mechanical durability for assembly testing.
How do I get a smooth finish on resin prints?
A smooth finish is achieved through a combination of low layer heights (25–50 microns) and professional post-processing. After printing, parts must be thoroughly washed in isopropyl alcohol to remove uncured resin and then sanded or bead-blasted to remove support marks. For an ultra-glossy finish, manual polishing or clear coating is required.
Is SLA more accurate than SLS?
Yes, SLA is generally more accurate than SLS for small to medium parts because it uses a much finer laser spot and a liquid medium that allows for smaller feature sizes. While SLS is better for large, durable batches of parts, SLA remains the superior technology for high-detail prototypes requiring tight tolerances of ±0.1mm.
Why are resin prints so brittle?
Standard resin prints are brittle due to the chemical structure of photopolymers, which cross-link into a rigid lattice. To solve this, SunOn offers engineering resins that incorporate elastomeric or high-impact additives. These "Tough" resins are specifically formulated to withstand the stress and strain required for snap-fits and mechanical testing.
Can resin 3D printing produce clear parts?
Yes, resin 3D printing can produce clear parts using specialized transparent resins. Achieving true optical clarity requires significant post-processing, including sanding with high-grit sandpaper and applying a clear, UV-resistant lacquer to remove the "frosted" look of the raw print.
What is the typical turnaround time for high-detail resin prints?
Typical turnaround times for professional SLA 3D printing services are 3 to 5 business days. This includes the time for file preparation, the build itself, and the mandatory washing, curing, and finishing steps. Urgent "express" options are often available for simpler geometries.
Is resin 3D printing suitable for end-use parts?
Resin is primarily used for prototyping and master patterns, but certain high-performance resins are suitable for end-use parts in low-stress environments. For high-volume production, we typically recommend using 3D printing as a bridge to injection molding to ensure the highest material durability and lowest per-unit cost.
How does UV curing affect the dimensions of a part?
UV curing causes a minor amount of chemical shrinkage as the polymer chains tighten. Industrial software accounts for this by applying a "scale factor" to the part during the slicing stage. At SunOn, we calibrate our machines for each material to ensure that this shrinkage is compensated for, preserving the intended dimensions.
Conclusion: Partnering for Precision with SunOn
High-detail resin 3D printing is a powerful tool for accelerating innovation, but it requires a partner who understands the technical nuances of the process. By combining industrial hardware, advanced materials, and a DFM-led approach, SunOn Industrial Group helps global B2B buyers transform complex CAD files into verified, high-precision physical parts. We bridge the gap from the first concept model to the final mass-produced component.
Our facility in Dongguan is equipped to handle the most demanding prototyping challenges. Whether you are developing a next-generation medical device or a high-end electronic housing, our engineering team provides the insight and quality control necessary for success. We treat every prototype as a critical step toward your eventual market launch.
Do you have a project that requires extreme detail? Contact the SunOn engineering team today for a comprehensive DFM review and a quote that brings your most complex designs to life.