
Tight Tolerance CNC Machining Services

SunOn supports CNC milling, CNC turning, 5-axis machining, prototyping, low-volume CNC machining, finishing, assembly, and broader custom manufacturing support. Buyers can send 2D drawings, 3D CAD files, material requirements, tolerance callouts, surface finish notes, quantity, and inspection needs for review before quotation.
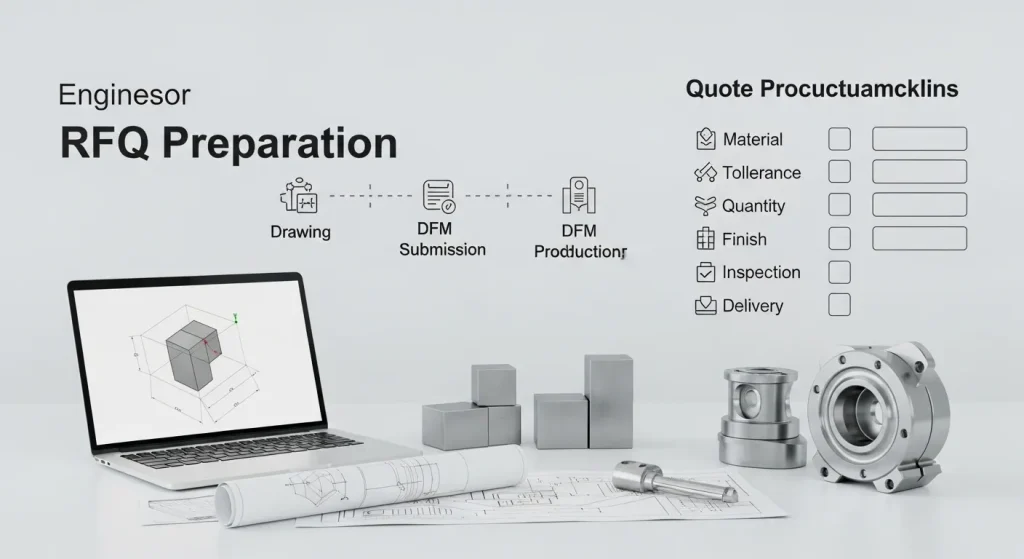
This page helps you prepare a clearer RFQ and understand when tight tolerance is realistic, when it needs DFM review, and what details should be confirmed before production.
When Tight Tolerance CNC Machining Is Needed
Tight tolerance machining is usually needed when a part has features that directly affect function. These may include bearing seats, shaft diameters, mating holes, sealing faces, alignment slots, threaded features, connector interfaces, or assembly surfaces.
It is common in projects where a small dimensional error can cause poor fit, vibration, leakage, difficult assembly, or product failure. For example, an electronics housing may need accurate connector openings. A medical device component may need consistent mating surfaces. An automation fixture may need accurate hole position and datum control.
For related application requirements, see SunOn’s page on CNC machining for medical devices.
Tight tolerance should not be applied to every dimension by default. A better approach is to identify critical-to-function features and keep general dimensions under normal machining tolerance where possible. This helps control cost, machining time, and inspection workload.
What Is Considered Tight Tolerance in CNC Machining?
In practical RFQ discussions, tight tolerance usually means a tolerance tighter than standard general machining tolerance. A general CNC part may use broader tolerances for non-critical dimensions, while selected features may require tighter control such as ±0.05 mm, ±0.02 mm, ±0.01 mm, or other drawing-specific requirements.
However, tolerance should always be reviewed by feature, not only by the whole part. A flat surface, a small hole, a long shaft, a deep pocket, and a thin wall do not behave the same way during machining.
The final tolerance feasibility depends on:
- Part size and geometry
- Material grade and stability
- Wall thickness and feature depth
- Datum structure and GD&T callouts
- CNC milling, turning, or 5-axis setup
- Tool access and cutting strategy
- Surface finish or coating after machining
- Inspection method and reporting needs
- Prototype, small-batch, or production quantity
A drawing may request a very tight number, but the manufacturing plan must confirm whether that number is realistic, measurable, and necessary for the part’s function.
CNC Processes Used for Tight Tolerance Parts
SunOn reviews the part design and selects a CNC process based on geometry, critical features, material, finish, and production stage.
CNC Milling
CNC milling is suitable for housings, brackets, plates, fixtures, pockets, slots, flat surfaces, and multi-face parts. Tight tolerance milling often depends on stable fixturing, tool selection, datum control, and whether critical features can be machined in the same setup.
CNC Turning
CNC turning is used for shafts, bushings, sleeves, pins, spacers, threaded round components, and cylindrical precision features. It is often useful when diameter, concentricity, roundness, or surface finish is important.
5-Axis CNC Machining
5-axis CNC machining can reduce the number of setups for complex parts. Fewer setups may help control datum shift and improve consistency for multi-face geometry. It is especially useful when a part has angled surfaces, complex contours, or critical features on several sides.
Secondary Machining Details
Tight tolerance projects may also involve drilling, tapping, boring, reaming, countersinking, threading, inserts, slots, undercuts, or controlled finishing. These details should be shown clearly on the drawing because they affect both manufacturability and inspection.
Materials for Tight Tolerance CNC Parts
Material choice has a direct effect on tolerance stability. Some materials machine cleanly and hold shape well. Others require more control because of hardness, heat, stress, softness, or moisture behavior.
Common material groups include:
- Aluminum: Lightweight and machinable, but thermal expansion and thin-wall distortion should be reviewed.
- Stainless steel: Strong and corrosion-resistant, but cutting force, tool wear, and heat control matter. See stainless steel 304 machining for related material guidance.
- Copper and brass: Useful for electrical, thermal, and mechanical parts. Copper can be more difficult to control because it may be soft or gummy during cutting. See copper CNC machining.
- Engineering plastics: Delrin/POM, PEEK, nylon, ABS, PC, and other plastics can be used for lightweight or functional parts. Heat, moisture, and clamping pressure should be considered. For POM-related parts, see Delrin CNC machining.
- Titanium and other harder metals: These may require careful toolpath planning, slower machining strategy, and more review for tolerance and finish.
If the material grade is not fixed yet, SunOn can review the part function and help discuss manufacturability before quotation.
Tolerance, Finish, and Inspection Checklist
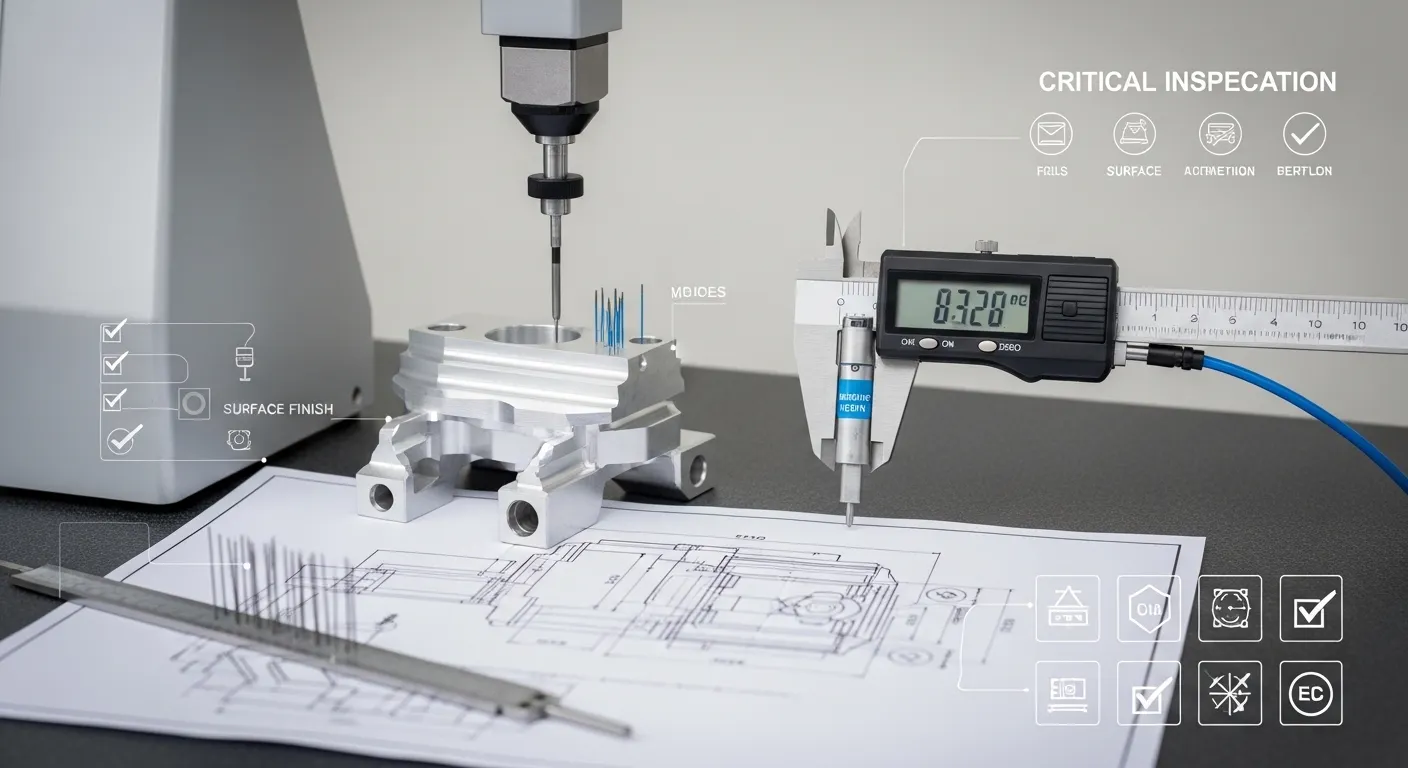
Tight tolerance is not only a number on a drawing. It must connect to the actual part function, machining setup, surface treatment, and inspection plan.
| RFQ item | What buyers should provide | Why it matters |
|---|---|---|
| 3D CAD model | STEP, IGES, or available 3D file | Helps review geometry, tool access, and setup direction |
| 2D technical drawing | Critical dimensions, tolerance, GD&T, notes | Defines what must be measured and controlled |
| Material requirement | Material type and grade if known | Affects machining stability, tool wear, and final tolerance |
| Critical features | Holes, bores, faces, slots, mating areas | Prevents unnecessary tight tolerance on non-critical areas |
| Surface finish | Machined finish, polishing, anodizing, plating, painting, coating | Finishing may change final dimensions |
| Quantity | Prototype, small batch, or production volume | Affects fixture strategy, inspection plan, and repeatability |
| Inspection needs | Dimensional report, CMM check, gauges, first article review if required | Confirms how the tolerance will be verified |
| Assembly details | Threads, inserts, press fits, mating parts, BOM | Helps avoid fit problems after machining |
| Application | Industry, operating environment, function | Helps review risk, material choice, and tolerance priority |
A complete RFQ helps reduce back-and-forth. It also helps the manufacturing team identify tolerance risks before production begins.
What Affects the Cost of Tight Tolerance CNC Machining?
Tighter tolerance usually increases cost because the process requires more control. The machine may need slower finishing passes, more stable fixturing, special tools, more careful setup, and additional inspection.
Cost can also increase when the part has:
- Thin walls that may deform during clamping
- Deep pockets or long tool reach
- Small holes with tight position tolerance
- Sharp internal corners
- Long slender features
- Multiple tight-tolerance faces across different setups
- Tight tolerance after anodizing, plating, polishing, or coating
- Full dimensional reports or special inspection requirements
To control cost, specify tight tolerance only where it affects function. For non-critical dimensions, use general tolerance notes. This gives the supplier more flexibility without reducing part performance.
Prototype, Small-Batch, and Production Planning
Tight tolerance projects often benefit from a prototype or pilot run before larger production. A prototype can confirm material behavior, assembly fit, surface finish, and inspection method before the buyer commits to higher quantity.
For small-batch CNC machining, the focus is usually stable setup and repeatable inspection. For production, the planning may also include dedicated fixtures, batch inspection strategy, finishing control, and assembly requirements.
SunOn’s broader manufacturing support can also help when a CNC prototype later moves toward mold making, injection molding, die casting, surface finishing, assembly, or OEM/ODM production. This is useful for buyers who need one supplier to support both early validation and later manufacturing stages.
What Buyers Should Confirm Before Requesting a Quote
Before sending a tight tolerance CNC machining RFQ, prepare as much technical detail as possible. If some details are not fixed, state that clearly so the engineering team can review options.
Send or confirm:
- Product or part name
- Application or industry
- Prototype, small-batch, or production stage
- Estimated quantity
- 3D CAD model
- 2D technical drawing
- Material and grade if known
- Critical dimensions and tolerance requirements
- GD&T and datum notes if available
- Surface finish or coating requirement
- Color, plating, anodizing, polishing, or painting requirement
- Holes, threads, inserts, undercuts, slots, or assembly details
- Inspection report requirement
- Functional testing requirement if relevant
- Delivery destination
- Target schedule
- NDA, BOM, or project specification if needed
This information helps SunOn review manufacturability, quote more accurately, and suggest practical adjustments if a tolerance may be difficult or expensive to achieve.
Why Work With SunOn for Precision CNC Parts?
SunOn Mould supports custom manufacturing projects for engineers, procurement teams, OEM/ODM buyers, product developers, and industrial companies. For tight tolerance CNC parts, the value is not only cutting the part. It is reviewing the drawing, identifying risky features, confirming material and finish requirements, and planning inspection before production.
SunOn can support CNC machining together with rapid prototyping, 3D printing, vacuum casting, mold manufacturing, injection molding, die casting, sheet metal fabrication, post-processing, finishing, assembly, and OEM/ODM manufacturing support. This gives buyers a practical path from early design review to prototype, small-batch validation, and production planning.
The best results come when buyers share complete project files and explain which dimensions affect function. This allows the manufacturing team to focus precision control where it matters most.
Frequently Asked Questions
What tolerance can SunOn review for CNC machined parts?
SunOn reviews tolerance requirements based on the drawing, material, geometry, surface finish, and inspection needs. Tight tolerance should be confirmed feature by feature because not every dimension on a part has the same machining risk.
Is ±0.01 mm possible in CNC machining?
It may be possible for selected features under suitable material, geometry, setup, and inspection conditions. It should not be treated as a default tolerance for every surface. Send drawings for feasibility review before quoting.
Should every dimension have tight tolerance?
No. Tight tolerance should be used for critical functional features only. Applying tight tolerance everywhere can increase machining cost, inspection time, and production risk without improving the final product.
What files are needed for a tight tolerance CNC quote?
Send a 3D CAD model, 2D technical drawing, material grade, quantity, tolerance callouts, surface finish requirements, and inspection needs. Include application details and mating part information if fit or assembly is important.
How does surface finish affect final tolerance?
Finishing processes such as anodizing, plating, painting, polishing, or coating can change final dimensions. Critical surfaces should be clearly marked so the machining and finishing plan can protect the required tolerance.
Can SunOn support prototypes and production parts?
Yes. SunOn supports CNC prototype machining, small-batch CNC machining, finishing, assembly, and broader OEM/ODM manufacturing support. For tight tolerance parts, prototype validation can help confirm fit, function, and inspection before production.
Request a Tight Tolerance CNC Machining Quote
Share your 2D drawing and 3D CAD model with SunOn for tolerance review, DFM feedback, and quotation. Include the part type, quantity, prototype or production stage, application, material, critical tolerances, surface finish, coating or plating needs, threads or inserts, inspection report requirements, delivery destination, and target schedule.
SunOn’s team can review your project files, discuss realistic tolerance expectations, recommend suitable CNC machining and finishing options, and support your project from prototype to production planning.