
Skived Fin Heat Sinks: Manufacturing Overview
A skived fin heat sink uses thin fins formed directly from a solid metal base, creating a continuous structure without a separate joint between the fins and base. This manufacturing route can support dense fin arrangements where space is limited and controlled airflow is available.
SunOn can review custom heat sink drawings, evaluate manufacturability, plan secondary machining, and compare skiving with its established CNC machining and die-casting routes. However, skived-fin production availability, supported materials, dimensional limits, and whether production is completed in-house or through a manufacturing partner must be confirmed during project review.
Submit your 2D drawing, 3D model, operating conditions, and estimated quantity so SunOn can recommend a suitable production route before quotation.
Can SunOn Support Your Skived Fin Heat Sink Project?
SunOn supports custom thermal component projects through design review, manufacturing-route evaluation, CNC machining, die casting, finishing, inspection, and production planning.
For a proposed skived fin heat sink, SunOn can review:
- Overall part dimensions
- Fin height, thickness, pitch, and direction
- Base thickness and flatness requirements
- Heat-source contact area
- Mounting holes, threads, pockets, and alignment features
- Aluminum or copper material requirements
- Surface finishing requirements
- Prototype and production quantities
- Inspection and packaging requirements
The engineering review determines whether skiving is practical or whether another route would better suit the geometry, volume, tolerances, and application. For complex integrated shapes or established production volumes, die-cast heat sink manufacturing may be more suitable. CNC machining may be preferred for prototypes, low-volume orders, precision mounting features, or designs that do not require a dense skived fin structure.
Skiving availability and process limits are confirmed before SunOn issues a production quotation.
What Is Delivered for a Custom Heat Sink Project?
A custom project may include the following services, depending on the confirmed production route:
- Review of 2D drawings and 3D CAD files
- Design for manufacturability feedback
- Manufacturing-process recommendation
- Material and surface-finish review
- Identification of critical dimensions
- Secondary CNC machining planning
- Prototype or first-article planning
- Dimensional inspection requirements
- Production and delivery planning
- Packaging recommendations for fin protection
The purpose of this review is not simply to confirm that a part can be made. It is to identify the route that balances fin geometry, thermal requirements, assembly features, production volume, and manufacturing risk.
For a broader explanation of available designs and production methods, see heat sink manufacturing methods.
How a Skived Fin Heat Sink Is Manufactured
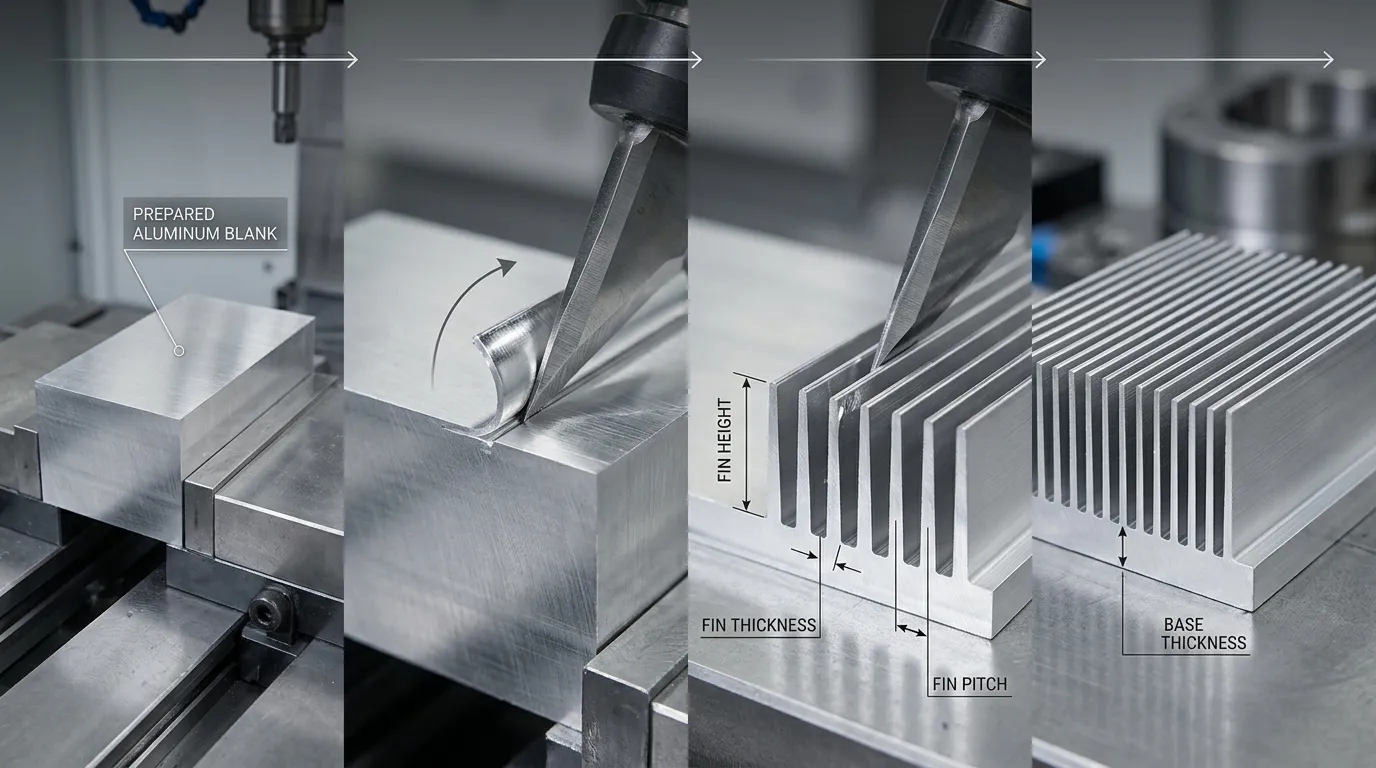
A skived heat sink is normally produced from a solid aluminum or copper blank. A controlled cutting tool partially slices thin layers from the surface and lifts them into upright fins while keeping each fin connected to the base.
This creates a one-piece fin-and-base structure with no bonded, soldered, or brazed interface between the two sections.
Material and Blank Preparation
Production begins with a metal blank sized for the final heat sink. The supplier must consider the finished base dimensions, machining allowance, material condition, fin direction, and required contact surface.
Aluminum is commonly selected where low weight, corrosion resistance, and practical manufacturing cost are important. Copper may be considered where higher thermal conductivity is required, but it increases weight and may introduce additional manufacturing and cost constraints.
SunOn’s ability to support a specific aluminum or copper skived design must be confirmed during engineering review.
Fin Cutting and Lifting
During skiving, the cutting tool moves across the metal surface and raises a controlled layer into a fin. The operation is repeated to form a row of parallel fins.
Manufacturability depends heavily on:
- Fin thickness
- Fin height
- Fin pitch
- Cutting length
- Material properties
- Fin angle
- Base stability
Very thin or tall fins may provide more surface area, but they are also more difficult to manufacture, handle, finish, inspect, and package. Fin dimensions should therefore be selected as part of the complete cooling and production design rather than in isolation.
Trimming and Deburring
After the fins are formed, the component may require trimming, edge cleanup, and burr removal. Inspection should also check for bent fins, uneven height, inconsistent pitch, and surface damage.
Thin fins can deform during machining, cleaning, finishing, transportation, or assembly. Handling and packaging requirements should be defined before volume production.
Secondary CNC Machining
A skived fin structure rarely includes every required assembly feature directly from the skiving operation. Secondary CNC machining may be needed for:
- Base facing
- Mounting holes
- Threaded holes
- Pockets and recesses
- Alignment features
- Connector interfaces
- Bracket locations
- Precision thermal-contact surfaces
Machining access must be considered early. Some features become difficult to reach after dense fins have been formed, so the production sequence may require certain operations before skiving and others afterward.
Finishing and Inspection
Finishing requirements depend on the material, operating environment, appearance, and electrical requirements. Aluminum components may require anodizing, while copper components may use suitable plating or surface protection.
The finishing process must not bend, block, or damage narrow fin channels. Final inspection should verify base flatness, mounting features, fin geometry, burr condition, surface finish, and overall dimensions.
Design Information Required for Manufacturing Review
A complete technical package allows SunOn to evaluate both manufacturability and the most suitable production route.
| Required Input | Why It Matters |
|---|---|
| 2D drawing | Defines dimensions, tolerances, and critical notes |
| 3D CAD model | Shows complete geometry and machining access |
| Heat-source footprint | Defines the required contact area |
| Power dissipation | Helps assess the cooling requirement |
| Ambient and maximum temperatures | Establishes operating conditions |
| Natural or forced airflow | Influences fin density and spacing |
| Airflow direction or fan data | Helps evaluate channel orientation |
| Overall size envelope | Defines available installation space |
| Fin height, thickness, and pitch | Determines skiving feasibility |
| Base thickness and flatness | Affects stiffness and thermal contact |
| Mounting method | Defines holes, threads, clips, or brackets |
| Material preference | Supports aluminum-versus-copper review |
| Surface finish | Defines protection and appearance requirements |
| Prototype and annual quantity | Influences the manufacturing route |
| Inspection requirements | Defines critical-to-quality reporting |
Fin density should not be selected only to maximize surface area. If a fan cannot move enough air through narrow channels, the added fins may increase airflow resistance without improving system-level cooling.
Skived Fin vs Die-Cast vs CNC-Machined Heat Sinks
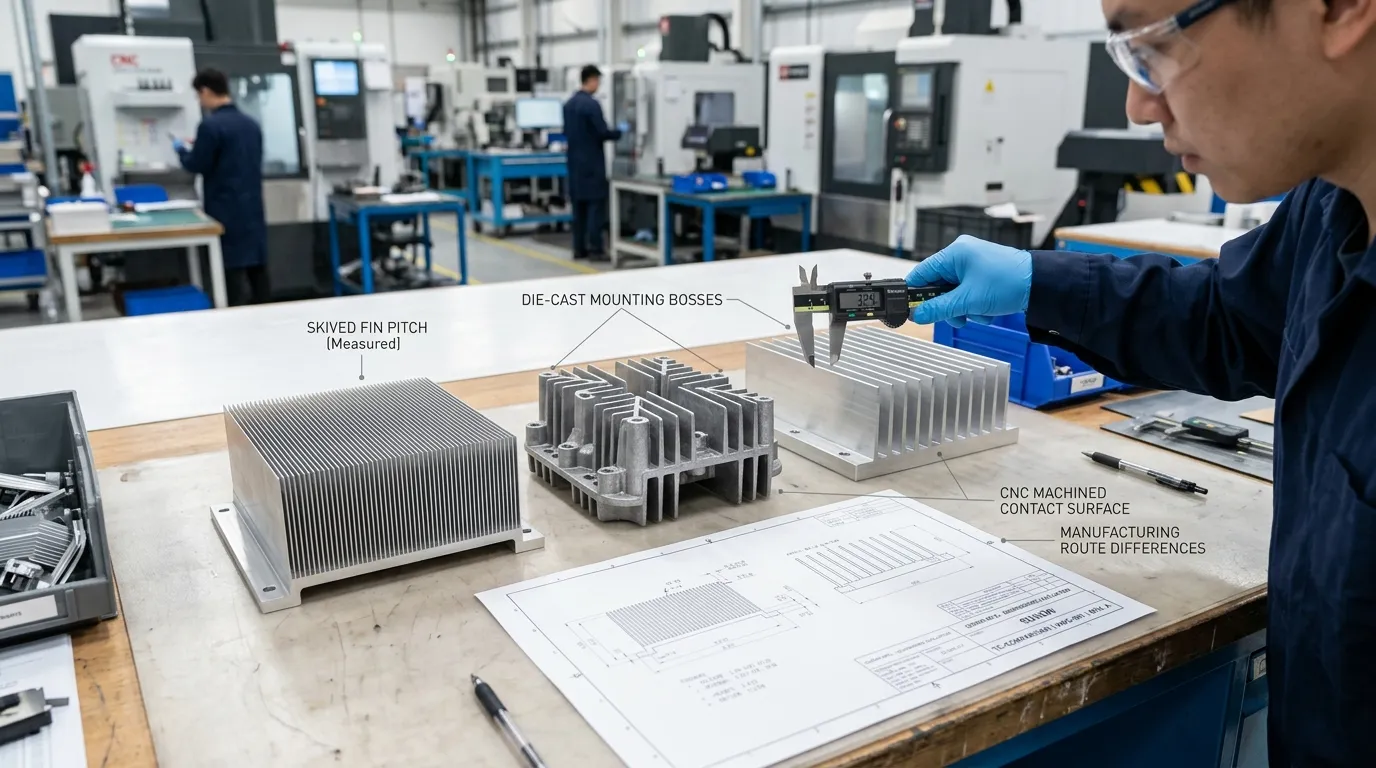
The correct process depends on geometry, quantity, tolerances, tooling requirements, and application conditions.
| Decision Factor | Skived Fin | Die Cast | CNC Machined |
|---|---|---|---|
| Structure | Fins remain connected to a solid base | Molten alloy forms the complete part | Material is removed from a solid blank |
| Main advantage | Dense, thin, one-piece fins | Complex integrated geometry | Precision and design flexibility |
| Production tooling | Specialized skiving setup | Production mold required | Usually no production mold |
| Suitable projects | Dense parallel fins with controlled airflow | Stable-volume parts with bosses, housings, or integrated features | Prototypes, low volumes, and precision parts |
| Secondary machining | Often required | Often required for critical features | Part of the main process |
| Design flexibility | Focused on accessible parallel fin structures | Strong for complex cast shapes | Strong, but removal cost rises with complexity |
| Volume suitability | Project-specific | Often suitable for repeat higher-volume production | Common for prototype and lower-volume work |
| SunOn capability status | Must be confirmed | Established service | Established service |
A skived design is not automatically better than a die-cast or CNC-machined design. For a part that combines cooling fins with mounting bosses, enclosures, connector structures, or other complex features, skived versus die-cast heat sink evaluation may lead to a die-cast solution.
Where dedicated casting tooling is required, the project may also involve a heat sink die-casting mold.
When a Skived Fin Design May Not Be the Right Choice
Skiving may not be the best route when:
- The system relies on weak natural convection
- Narrow fin channels create excessive airflow resistance
- Thin fins cannot withstand handling or operating conditions
- The component requires a complex integrated housing
- Production economics favor die casting
- Features require machining from several inaccessible directions
- The heat load exceeds the practical capacity of air cooling
- The requested fin geometry exceeds available process limits
- Thermal performance must be guaranteed without simulation or testing
Thermal resistance cannot be predicted from fin count alone. Heat-source contact, base spreading, airflow, fan pressure, interface material, mounting pressure, ambient temperature, and enclosure conditions all affect actual performance.
SunOn’s Recommended Project Workflow
1. Submit Project Information
Send the available drawing, CAD model, heat-load information, airflow conditions, material, finish, quantity, and inspection requirements.
2. Engineering and DFM Review
SunOn reviews the geometry, fin arrangement, base design, machining access, tolerances, assembly features, and possible production risks.
3. Confirm Production Route and Scope
The project team confirms whether the component should be skived, CNC machined, die cast, or redesigned for another feasible route. Skiving availability and supply responsibility are clarified at this stage.
4. Quotation and Production Planning
The quotation is prepared around the confirmed material, setup or tooling, machining work, finishing, inspection, quantity, packaging, and delivery requirements.
5. First Article or Sample Approval
Where required, an initial sample can be inspected before volume production. Critical dimensions and visual acceptance requirements should be agreed before approval.
6. Production, Inspection, and Delivery
Approved parts move into production under the confirmed process plan. Inspection records, surface requirements, and protective packaging should match the purchase specification.
Quality Requirements for Skived Fin Heat Sinks
Thin fins require both dimensional and visual controls.
| Inspection Item | Risk Controlled |
|---|---|
| Overall dimensions | Installation interference |
| Fin height | Uneven clearance or airflow |
| Fin thickness | Weak or inconsistent fins |
| Fin pitch and gap | Restricted or uneven airflow |
| Fin angle | Channel obstruction |
| Base flatness | Poor thermal contact |
| Base thickness | Warping or insufficient stiffness |
| Hole position | Assembly mismatch |
| Thread quality | Fastener failure |
| Burr condition | Handling and assembly risk |
| Fin deformation | Reduced clearance and damaged appearance |
| Surface finish | Corrosion or cosmetic variation |
| Packaging | Transit damage |
The drawing should identify which measurements are critical to quality. Base flatness, mounting-hole position, fin envelope, and contact-surface condition often require closer control than non-functional exterior dimensions.
When to Consider a Liquid-Cooled Alternative
A liquid cooling heat sink or cold plate may be more appropriate when airflow is limited, acoustic requirements restrict fan speed, heat density is too high for practical air cooling, or the equipment already uses a liquid-cooling loop.
For example, an AI server cold plate may suit concentrated computing loads where heat must be transferred directly into a circulating coolant. A micro-channel cold plate may be considered where compact internal flow paths and high heat-flux removal are required.
This decision should be based on the complete system rather than replacing an air-cooled heat sink solely because a dense fin design is difficult to manufacture.
Information to Send for a Quote
Prepare the following before requesting a manufacturing review:
- 2D drawing and 3D CAD model
- Material preference
- Heat-source dimensions
- Power dissipation
- Ambient and maximum operating temperature
- Natural or forced-airflow details
- Fan specifications where available
- Maximum installation envelope
- Fin height, thickness, and pitch
- Base thickness and flatness
- Mounting holes, threads, or bracket features
- Surface-finishing requirements
- Prototype quantity
- Expected annual production quantity
- Inspection and documentation requirements
- Delivery destination
Frequently Asked Questions
Does SunOn manufacture skived fin heat sinks in-house?
SunOn can review skived-fin projects and compare the design with its CNC machining and die-casting capabilities. In-house or partner-supported skiving availability, dimensional limits, and supported materials must be confirmed before quotation.
What files are required for a skived heat sink quotation?
A 2D drawing and 3D CAD model are preferred. Include material, tolerances, fin dimensions, base flatness, mounting details, heat load, airflow conditions, surface finish, quantity, and inspection requirements.
Can SunOn add CNC-machined holes and threads?
Secondary CNC operations may be used for mounting holes, threads, pockets, alignment features, and precision contact surfaces. Machining access and the correct operation sequence should be reviewed before fin production.
Can a skived fin heat sink be made from copper?
Copper can technically be used for skived heat sinks and offers higher thermal conductivity than aluminum. It is also heavier and can be more demanding to manufacture. SunOn’s copper skiving capability must be confirmed for each project.
Is skiving better than die casting?
Not in every application. Skiving is useful for dense, parallel, one-piece fins. Die casting is often more suitable for complex integrated shapes and repeat production. The correct route depends on geometry, quantity, tolerances, tooling, and operating conditions.
Do skived fins require forced airflow?
Not always, but dense fin arrays commonly benefit from controlled forced airflow. Under natural convection, excessive fin density may restrict air movement and reduce the expected cooling benefit.
Which dimensions determine manufacturability?
Fin thickness, fin height, pitch, cutting length, base thickness, overall width, material, and machining access are key factors. These dimensions must be evaluated together rather than approved independently.
When should a liquid cold plate be considered instead?
Consider liquid cooling when air movement is restricted, heat density is high, fan noise is limited, or the system already has a coolant circuit. The decision should include thermal, mechanical, reliability, and maintenance requirements.
Send your 2D drawing, 3D model, material preference, thermal conditions, fin dimensions, and expected quantity to SunOn for a DFM and manufacturing-route review. SunOn will confirm whether skiving, CNC machining, die casting, or another verified process is appropriate before quotation.