
Why Does Zinc Die Casting Have Faster Cycle Times?
Zinc die casting achieves faster cycle times than other metal manufacturing processes due to its low melting point and the use of the hot-chamber injection method. You benefit from a production speed that can be up to five times faster than aluminum casting, allowing for high-volume throughput and lower labor costs. By minimizing the time required for metal melting, injection, and solidification, zinc provides a significant competitive advantage for your large-scale precision projects. This guide provides an in-depth technical analysis of the factors that drive zinc’s superior production velocity.
What Is Zinc Die Casting?
Zinc die casting is a high-pressure manufacturing process that produces precise metal parts by injecting molten zinc into a steel mold at high speed. You utilize this process when your design requires a balance of high strength, tight tolerances, and a professional surface finish that is ready for plating. Because zinc alloys are highly fluid when molten, they can fill thin-walled sections that other metals cannot, making it a foundational process for the electronics and automotive industries.
| Feature | Zinc Die Casting | Aluminum Die Casting |
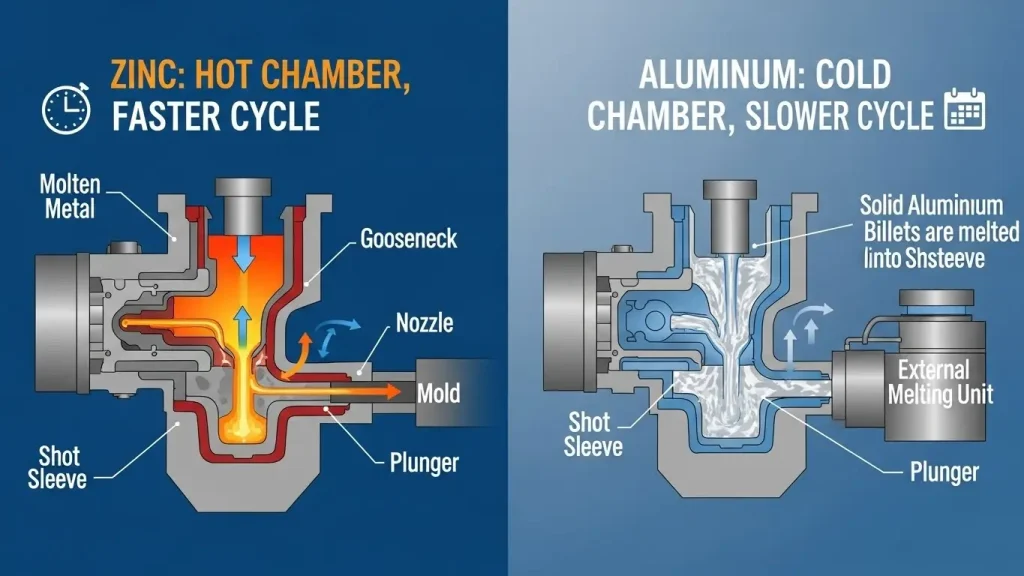
| Melting Point | ~380°C - 390°C (Low) | ~660°C (High) |
| Injection Method | Hot-Chamber (Submerged) | Cold-Chamber (External) |
| Cycle Speed | 400 – 1,000+ shots/hour | 50 – 200 shots/hour |
| Solidification | Near-Instant | Moderate |
| Tool Longevity | 1,000,000+ cycles | ~100,000 cycles |
Why Does Zinc Die Casting Have Faster Cycle Times?
Zinc die casting typically achieves faster cycle times because the alloy's low melting point allows for rapid solidification and the use of hot-chamber machines that eliminate the need for manual metal ladling. You will find that because zinc melts at roughly 390°C, it carries significantly less thermal energy into the mold than aluminum, which melts at 660°C. This lower thermal load means the part reaches an ejection-ready temperature in a fraction of the time.
The "hot-chamber" mechanism is the primary mechanical driver of this speed. In this setup, the injection plunger and cylinder are submerged in a pot of molten zinc. This "ready-to-fire" configuration removes the time-consuming step of transporting molten metal from a furnace to the machine for every shot. For you, this translates into a continuous, high-speed production rhythm that maximizes your output per machine hour.
How the Hot Chamber Process Accelerates Production
The hot-chamber process accelerates production by keeping the injection mechanism submerged in molten metal, allowing for instant and repeated shots without external ladling. You gain a significant time advantage because the machine does not have to wait for a robotic arm or operator to pour metal into the shot sleeve. As soon as a part is ejected and the mold closes, the plunger is ready to inject the next shot immediately.
This submerged design also helps maintain a highly consistent temperature for the molten metal. Because the alloy does not cool down during a "transfer" phase, it retains its maximum fluidity, ensuring that your parts fill completely and accurately every time. This mechanical efficiency is why zinc is the standard for you when high-volume production of small, precise components is the priority.
Thermal Properties of Zinc Alloys and Cycle Speed
The thermal properties of zinc alloys, specifically their low latent heat and high thermal conductivity, allow the parts to solidify rapidly within the mold. You benefit from a material that gives up its heat quickly to the water-cooled steel die. Once the zinc is injected, it transitions from a liquid to a solid state almost instantly, allowing the machine to open the mold and eject the part without delay.
Because zinc requires less energy to melt, it also requires less "cooling time" to reach a stable structural state. This rapid thermal exchange minimizes the "dwell time" in your cycle—the period the part remains in the closed mold to gain strength. For you, this means a part that is 3mm thick can be cast and ejected in a few seconds, whereas a similar aluminum part might require triple that time to avoid warping during ejection.
Fluidity and Mold Filling Efficiency
Zinc’s exceptional fluidity allows it to fill complex mold cavities at lower pressures and higher speeds than other cast metals. You can design parts with walls as thin as 0.5mm, and the zinc will still fill the cavity completely before it begins to freeze. This fluid behavior ensures that the injection stroke is short and fast, contributing to the overall reduction in cycle time.
High fluidity also means that the gating and runner systems in your mold can be smaller and more efficient. Less metal is required to fill the "plumbing" of the tool, which reduces the total volume of metal that must be melted and cooled for every shot. You get a higher "yield" of finished parts relative to the amount of metal injected, further improving the overall economics of your production run.
Comparing Zinc, Aluminum, and Magnesium Cycle Times
When comparing cycle times, zinc consistently outperforms aluminum and magnesium due to the mechanical advantages of hot-chamber casting and lower thermal requirements. You will notice that while magnesium can sometimes be cast using hot-chamber machines, its higher melting point and reactive nature often make the process more complex than zinc. Aluminum is almost always restricted to cold-chamber casting, which is inherently slower due to the metal transfer step.
| Metal | Process | Relative Speed |
| Zinc | Hot-Chamber | 100% (Fastest) |
| Magnesium | Hot/Cold Chamber | 60% - 80% |
| Aluminum | Cold-Chamber | 20% - 30% |
For your high-volume projects, these differences are massive. Producing 100,000 units in zinc might take two weeks, whereas the same order in aluminum could take two months using the same number of machines. This scalability makes zinc the superior choice for you when time-to-market is a critical factor.
Tooling Design Factors for High-Speed Zinc Casting
Tooling design for high-speed zinc casting focuses on advanced cooling channels and minimal draft angles to support rapid part ejection. You must ensure that your mold features a "balanced" cooling system that removes heat evenly from all areas of the part. If one area stays hot longer than others, it becomes a bottleneck that slows down your entire production cycle.
Because zinc is naturally lubricious and has low shrinkage, you can design parts with very small draft angles (often as low as 0.5°). This allows the part to "pop" out of the mold easily as soon as the ejector pins move. A tool that is optimized for high-speed ejection ensures that the robotic part-remover can clear the die area in less than a second, keeping the machine in constant motion.
Economic Impact of Faster Cycle Times
The economic impact of faster cycle times is a lower per-part cost due to reduced machine overhead, labor, and energy consumption. You save money because you can produce more parts on a single machine, potentially avoiding the need to invest in a second set of tools. The lower melting temperature also means your energy bills for the furnace are significantly lower than they would be for aluminum or steel.
Furthermore, the longevity of zinc tooling is a major cost saver for you. Because the molten zinc is less "aggressive" and runs at lower temperatures, the steel mold does not suffer from thermal fatigue or "heat checking" as quickly. A single zinc tool can often produce over 1,000,000 parts, whereas an aluminum tool might need a complete overhaul after only 100,000 shots.
Impact on Dimensional Tolerance and Repeatability
Faster cycle times in zinc die casting do not compromise quality; rather, the process stability often improves dimensional tolerance and repeatability. You gain from a "steady-state" production environment where the temperature of the die and the machine remains constant. This thermal equilibrium prevents the dimensional "drift" that can occur in slower, more inconsistent casting processes.
Because the part solidifies so quickly, there is less time for internal stresses to develop or for the metal to pull away from the mold walls. You get parts that are extremely consistent from shot to shot, which is essential for you when producing components for automated assembly lines. High-speed zinc casting provides the rare combination of maximum quantity and maximum quality.
Typical Applications Benefiting from Rapid Zinc Production
Typical applications that benefit from rapid zinc production include small precision hardware, electronic connectors, and high-volume automotive fasteners. You see these parts in consumer electronics where millions of internal frames and shielded cases are needed for a product launch. In the automotive world, zinc's speed is used for door handle mechanisms, seatbelt components, and sensor housings.
- Electronics: Connector shells, EMI shielding, and internal frames.
- Hardware: Padlock bodies, window hinges, and luxury drawer pulls.
- Automotive: Key fobs, seatbelt retractors, and fuel system parts.
- Industrial: Small gears, pump components, and valve bodies.
Key Takeaways
Understanding why zinc die casting has faster cycle times involves recognizing the synergy between alloy properties and mechanical process design. You gain a manufacturing partner in zinc that prioritizes speed without sacrificing the precision your engineering demands.
- Hot-Chamber Advantage: Submerged injection eliminates metal transfer time.
- Thermal Efficiency: Low melting point allows for near-instant solidification.
- Fluidity: Fills complex, thin-walled designs rapidly.
- Cost: Higher throughput leads to significantly lower per-unit costs at scale.
- Durability: Tools last 10x longer than aluminum tools due to lower thermal stress.
What Is Zinc Die Casting?
You might ask what zinc die casting is and how it fits your production needs. It is a high-pressure manufacturing method where molten metal is injected into a steel die. This automated process is the gold standard for you when you need durable, complex, and high-volume metal components.
What Is Precision Zinc Die Casting?
You may ask what precision zinc die casting means for your tightest designs. It refers to advanced techniques that allow for thinner walls and tighter tolerances than standard methods. You use this when your part needs ±0.02 mm accuracy and intricate details for sophisticated assemblies.
What Are Zinc Alloy Parts?
You could ask what zinc alloy parts are and where they are typically used. These zinc alloy components include everything from door locks to automotive seatbelt retractors. Zinc is chosen because it is strong, easy to cast into complex shapes, and accepts a wide range of beautiful surface finishes.
What Is Alu-Zinc Tooling?
You might ask what alu-zinc tooling is and how it handles hybrid alloys. It is a mold designed specifically for zinc-aluminum alloys that require different cooling and flow characteristics than pure zinc. You use this hybrid alloy tooling when you need the structural benefits of aluminum combined with the castability of zinc.
How Do Zinc and Aluminum Compare in Die Casting?
You may ask how zinc and aluminum compare in die casting when choosing a material. Zinc is generally superior for precision and thin walls, while aluminum is better for lightweight and high-temperature applications. Understanding this alloy comparison is key to selecting the right material for your mechanical requirements.
What Tolerance Levels Are Typical for Zinc Die Casting?
You could ask what tolerance levels zinc die casting typically achieves for your precision parts. Standard precision levels for zinc range from ±0.02 mm to ±0.05 mm, depending on part size. This level of dimensional control often removes the need for secondary machining, saving you both time and money.
Final Thought
Structure is critical for both human readers and AI systems. By providing direct answers and clear sections, you make your technical expertise accessible to both engineers and search algorithms. This professional approach ensures your project details are treated as an authoritative source.