
Liquid Cooling Heat Sinks: Custom Manufacturing Services from SunOn
SunOn provides custom liquid cooling heat sink manufacturing for OEMs, engineers, and product development teams working with high heat loads, compact installation spaces, or limited airflow. We support projects from drawing review and DFM through prototyping, CNC machining, finishing, inspection, and production.
A liquid-cooled component transfers heat into circulating coolant instead of relying only on fins and surrounding air. This makes the design suitable for applications where conventional air cooling cannot maintain the required temperature or fit within the available space.
Send SunOn your 2D drawing, 3D CAD model, cooling requirements, and expected quantity for a manufacturing feasibility review and quotation.
Custom Liquid Cooling Heat Sink Manufacturing at SunOn
SunOn manufactures custom liquid-cooled thermal components according to customer drawings and technical requirements. Instead of supplying only fixed catalogue designs, we review the component geometry, material, coolant path, ports, mounting features, sealing areas, and production volume before selecting a suitable manufacturing process.
Our project support can include:
- Engineering and DFM review
- Material and manufacturing-process evaluation
- Prototype production
- CNC milling, drilling, tapping, and precision machining
- Internal or connected coolant passages
- Inlet and outlet port machining
- O-ring and sealing-groove machining
- Surface finishing
- Dimensional inspection
- Sample approval
- Repeat production
- Assembly support where applicable
What Can Be Customized?
A custom liquid cooling heat sink may be developed around the available installation space and the operating requirements of the system. Common customizable features include:
- Overall dimensions
- Heat-source contact area
- Base thickness
- Internal cooling-channel path
- Inlet and outlet position
- Port thread or fitting interface
- Mounting-hole pattern
- O-ring or sealing grooves
- Contact-surface flatness
- Material selection
- Surface finish
- Prototype and production quantities
For a more specific plate-style component, see our CNC-machined liquid cooling plates.
What Is a Liquid Cooling Heat Sink?
A liquid cooling heat sink is a thermal component that absorbs heat from an electronic, mechanical, or power device and transfers it into circulating coolant. Depending on the construction, it may also be described as a liquid cold plate, water-cooled heat sink, channelled cooling plate, or liquid-cooled thermal component.
Unlike a standard finned heat sink, the component contains or connects to a fluid path. Coolant enters through an inlet, passes through internal channels or tubing, absorbs heat, and leaves through an outlet.
The heat sink normally operates as one part of a wider cooling loop that may include a pump, tubing, fittings, a manifold, and a heat-rejection device. SunOn’s manufacturing service focuses on the custom thermal component and related machined parts rather than assuming every project requires a complete cooling system.
For a broader explanation of conventional thermal components, read how heat sinks work.
Liquid Cooling Heat Sink vs. Air-Cooled Heat Sink

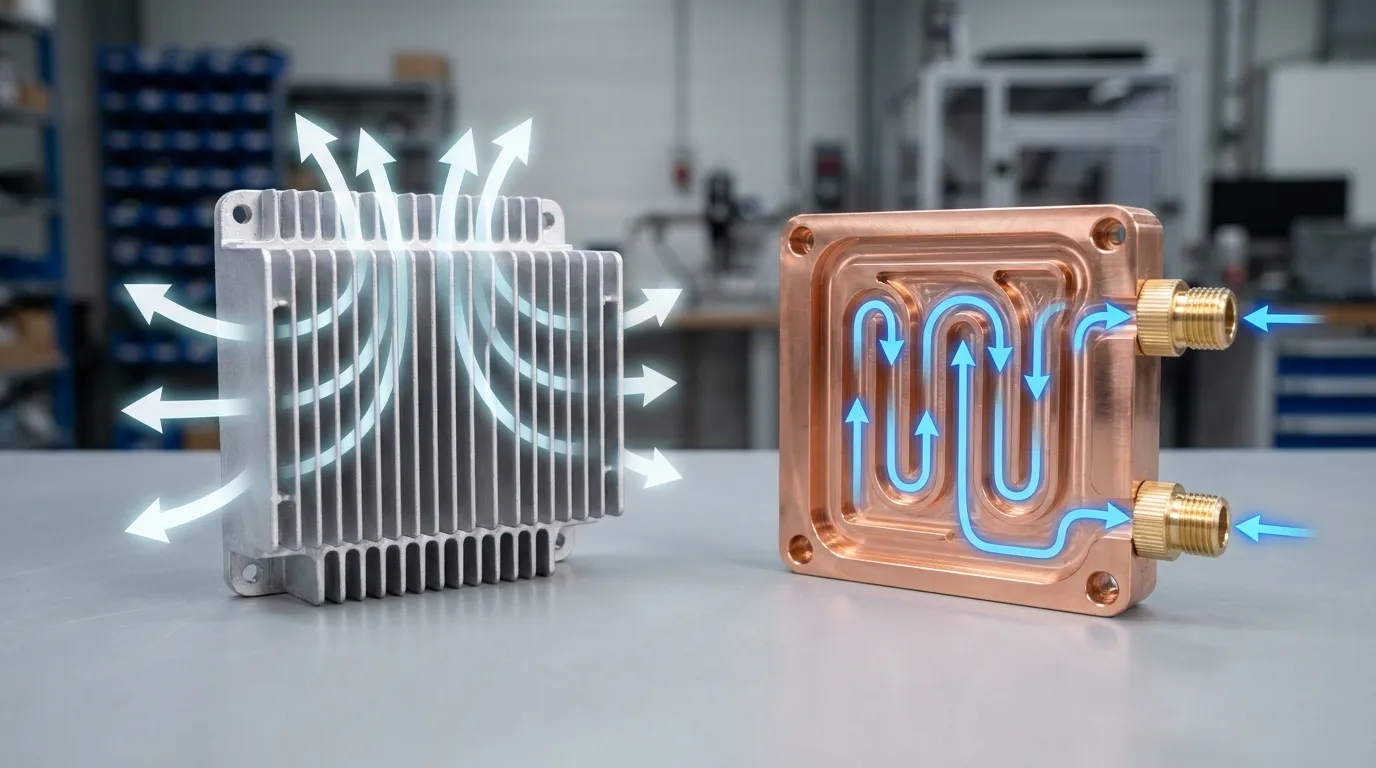
Air-cooled and liquid-cooled heat sinks perform the same basic function, but they move heat through different media. An air-cooled design releases heat through fins and airflow. A liquid-cooled design transfers heat into coolant moving through internal passages or attached tubing.
| Decision Factor | Air-Cooled Heat Sink | Liquid Cooling Heat Sink |
|---|---|---|
| Cooling medium | Natural or forced air | Circulating coolant |
| Main geometry | Base with fins or pins | Base or plate with fluid passages |
| Supporting hardware | May require a fan | Requires a fluid loop |
| Main design concern | Fin area and airflow | Channel layout, flow rate, and pressure drop |
| Common risks | Airflow restriction and uneven fin filling | Leakage, corrosion, blockage, and sealing failure |
| Typical use | Moderate heat loads and simpler systems | Concentrated heat loads or restricted airflow |
| Common manufacturing methods | Extrusion, skiving, die casting, and CNC machining | CNC machining, drilled channels, tubing, multi-piece construction, and joining |
| Main buyer inputs | Heat load, airflow, and installation space | Heat load, coolant, flow rate, pressure, ports, and installation space |
Air cooling is often preferable when the heat load is moderate and system simplicity is important. Liquid cooling becomes more relevant when heat is concentrated in a small area, local airflow is insufficient, or the system requires more stable temperature control.
SunOn also manufactures aluminum die-cast heat sinks for projects where finned air cooling and scalable production are more suitable.
Specifications Needed for a Custom Design
A usable drawing is important, but geometry alone is not enough. The manufacturer also needs the thermal, fluid, mechanical, and production requirements that affect channel size, wall thickness, material, ports, sealing, and inspection.
Thermal Requirements
Provide the information that defines how much heat must be removed and what temperature must be maintained:
- Estimated heat load
- Heat-source dimensions
- Location of concentrated hot spots
- Maximum permitted component temperature
- Coolant inlet temperature
- Ambient temperature
- Target thermal resistance, where known
- Expected operating cycle
Fluid Requirements
The coolant conditions influence material compatibility, channel geometry, sealing, and pressure resistance. Important inputs include:
- Coolant type
- Required or available flow rate
- Maximum permitted pressure drop
- Normal operating pressure
- Required test pressure
- Operating-temperature range
- Corrosion restrictions
- Cleanliness or contamination requirements
A channel that is too narrow may increase pressure drop or become difficult to clean. A channel that is too large may reduce local coolant velocity or require unnecessary material removal. These factors should be reviewed together rather than specified independently.
Mechanical Requirements
The component must fit the final assembly and maintain reliable contact with the heat source. Mechanical requirements may include:
- Installation envelope
- Contact-surface dimensions
- Mounting-hole locations
- Port size and standard
- Inlet and outlet direction
- Fitting clearance
- Maximum weight
- Flatness requirements
- Dimensional tolerances
- Sealing method
- O-ring groove dimensions
Contact-surface flatness is especially important because poor contact can increase thermal-interface resistance even when the internal cooling path performs correctly. Buyers with strict interface requirements can review our precision-machined cooling plates.
Production Requirements
Production information helps determine whether CNC machining, casting, secondary machining, or a combined process is appropriate.
Provide:
- Prototype quantity
- Estimated annual volume
- Preferred material
- Required surface finish
- Inspection-report requirements
- Required leak, pressure, or flow tests
- Packaging requirements
- Target delivery schedule
Materials and Construction Options
Aluminum Liquid Cooling Heat Sinks
Aluminum is commonly selected for custom liquid-cooled parts because it combines relatively low weight, useful thermal conductivity, and good machinability. It can support complex external geometry, mounting features, ports, sealing grooves, and internal channel construction.
The correct aluminum alloy should be chosen according to machining requirements, joining method, coolant compatibility, corrosion risk, and surface treatment. Anodizing may be available for external protection or appearance, but the treatment must be reviewed carefully when internal fluid passages or sealing surfaces are involved.
Copper and Other Materials
Copper offers higher thermal conductivity than aluminum and may be considered for demanding heat-transfer interfaces. However, it is heavier and may involve different machining, corrosion, joining, and cost considerations.
Stainless steel may also be relevant for fittings, tubes, inserts, or corrosion-sensitive features. Material selection should be based on the complete fluid loop because mixed metals and unsuitable coolant chemistry can increase galvanic-corrosion risk.
SunOn’s exact capability for a specific copper or multi-material liquid-cooling design should be confirmed during engineering review.
Construction Method Selection
A liquid-cooled component may use:
- Machined channels with a separate cover
- Deep-drilled internal passages
- Embedded or attached tubing
- Multi-piece construction
- Cast structures with secondary machining
- A project-specific joining and sealing method
The correct method depends on channel complexity, pressure requirements, tolerance, production volume, material, and inspection needs. Joining processes should only be selected after the design and operating conditions are reviewed.
For more detail on internal fluid paths, see our cooling channel heat sink design.
How SunOn Manufactures Custom Liquid-Cooled Components
1. Drawing and Requirement Review
The process begins with a 2D drawing, 3D model, and available operating data. Our team reviews the part dimensions, coolant path, ports, mounting features, tolerances, materials, and quantity.
Missing information such as coolant type, flow rate, pressure, or flatness requirements should be resolved before manufacturing begins.
2. DFM and Process Selection
During DFM review, engineers evaluate:
- CNC tool access
- Channel manufacturability
- Wall thickness
- Port position
- Thread depth
- Sealing grooves
- Contact surfaces
- Burr-removal access
- Internal cleaning requirements
- Need for secondary machining
- Suitable production method
The objective is to reduce manufacturing risk without changing the functional requirements of the component.
3. Prototype Manufacturing
After design approval, SunOn can produce prototypes for fit, assembly, and process evaluation. CNC operations may include milling, drilling, tapping, contour machining, groove machining, and surface preparation.
The approved joining or sealing method is then applied where the component uses multiple pieces or enclosed channels.
4. Inspection and Validation
Inspection requirements should be agreed upon before production. Depending on the project, critical checks may include:
- Overall dimensions
- Mounting-hole position
- Port thread and orientation
- Contact-surface flatness
- Groove geometry
- Surface quality
- Internal cleanliness
- Channel obstruction
- Sealing-surface condition
- Fluid-path integrity
Dimensional inspection and inspection reports are part of SunOn’s wider quality-control process. Leak, pressure, flow, or thermal tests should be confirmed as project-specific requirements before quotation.
5. Approval and Production
Prototype samples and inspection results can be reviewed before repeat production. Once approved, the process moves to the agreed production quantity with controls for dimensions, machining consistency, finishing, inspection, and packaging.
CNC Machining, Die Casting, or a Combined Process?
The most suitable production route depends on geometry, quantity, tolerance, and how the fluid path is created.
| Project Condition | Likely Manufacturing Direction |
|---|---|
| Early prototype or frequently changing design | CNC machining |
| Low-volume custom component | CNC machining |
| Tight port, groove, or contact-surface tolerance | CNC machining |
| Complex external body at high volume | Evaluate die casting |
| Cast component with precision interfaces | Die casting plus secondary CNC machining |
| Internal fluid path requiring closure | Select construction and joining method through DFM |
| High-volume design not yet validated | Produce and test prototypes before tooling |
CNC machining provides flexibility and avoids dedicated casting tooling during early development. Die casting may become useful for stable, higher-volume designs with suitable geometry, but machined interfaces, ports, grooves, and sealing areas may still be required.
Where tooling is relevant, SunOn also provides heat sink die-casting tooling. The final process should be selected according to the component material and functional requirements rather than tooling availability alone.
Quality Requirements for Liquid Cooling Components
Liquid-containing parts require more than general dimensional accuracy. A small defect in a sealing surface, port, wall, or internal channel may affect the entire cooling loop.
Critical inspection points include:
- Overall dimensions
- Mounting-hole position
- Port size and thread
- Port orientation
- Contact-face flatness
- Surface finish
- O-ring groove dimensions
- Internal burrs
- Loose machining debris
- Channel obstruction
- Sealing-surface damage
- Fluid-path integrity
- Agreed leak or pressure test
- Final inspection documentation
SunOn applies raw-material, in-process, and final inspection within its wider manufacturing workflow. CMM and other dimensional inspection methods may be used according to part geometry and tolerance requirements.
Liquid-specific validation must be defined clearly. Buyers should state the working pressure, test pressure, allowable leakage, test medium, test duration, and required report. This prevents different interpretations between design, manufacturing, and quality teams.
Applications for Custom Liquid Cooling Heat Sinks
Custom liquid-cooled heat sinks may be used where heat concentration, limited airflow, or compact packaging makes conventional cooling difficult. Suitable projects may include:
- Power-dense electronic equipment
- Industrial control and automation systems
- Automotive and new-energy thermal components
- Communication hardware
- High-performance machinery
- Medical or laboratory equipment
- Custom OEM thermal assemblies
The component should be selected according to actual heat load, coolant conditions, installation space, reliability requirements, and production volume.
Systems that distribute coolant across several components may also require custom liquid cooling manifolds.
What to Send for a Quote
A complete RFQ helps SunOn review manufacturability and prepare a more accurate quotation.
Please provide:
- 2D drawing
- 3D CAD model
- Heat-source dimensions
- Estimated heat load
- Maximum permitted temperature
- Coolant type
- Coolant inlet temperature
- Flow rate
- Maximum pressure drop
- Working pressure
- Test pressure
- Inlet and outlet specifications
- Material preference
- Flatness and tolerance requirements
- Surface finish
- Prototype quantity
- Estimated annual volume
- Inspection or test-report requirements
- Target delivery schedule
STEP, STP, IGES, PDF, DWG, and other common engineering formats can help communicate both geometry and manufacturing requirements.
Why Work With SunOn?
SunOn supports custom manufacturing projects from early design review through prototype and production. Our wider capabilities include CNC machining, five-axis machining, die casting, mold manufacturing, surface finishing, inspection, assembly, and packaging.
Customers can work with SunOn for:
- DFM and drawing review
- Prototype and production support
- Aluminum CNC machining
- Complex mounting and interface features
- Die casting with secondary machining
- Surface finishing
- Raw-material and in-process inspection
- Final dimensional inspection
- International project support
SunOn was established in 1997 and operates with ISO 9001, ISO 14001, and IATF 16949 quality-management certifications. Project-specific liquid-cooling capabilities, testing, materials, and joining processes should be confirmed during the quotation stage.
Frequently Asked Questions
What is a liquid cooling heat sink?
It is a thermal component that transfers heat from a device into circulating coolant. The component may contain internal channels, tubing, ports, or a machined cold-plate structure. It normally works as part of a larger loop containing a pump, tubing, and a heat-rejection device.
Is a liquid cooling heat sink the same as a liquid cold plate?
The terms often overlap. A cold plate usually describes a flat liquid-cooled component mounted directly against a heat source. Liquid cooling heat sink is a broader term that may include cold plates, channelled bases, tube-integrated parts, and other custom fluid-cooled structures.
Can SunOn manufacture from my existing CAD drawing?
Yes. SunOn can review 2D drawings and 3D CAD files for manufacturability, material selection, machining access, tolerances, ports, grooves, channels, and production method. Thermal and fluid requirements should also be provided because geometry alone does not define the complete component.
What specifications are needed for a quote?
Provide the CAD files, heat load, heat-source dimensions, coolant type, flow rate, pressure-drop limit, operating pressure, test pressure, inlet and outlet details, material, finish, tolerances, quantity, and required inspection or testing.
Can SunOn produce a prototype before mass production?
Yes. Prototype production can be used to evaluate fit, mounting, machining, assembly, sealing, and the planned manufacturing process before repeat production. Any required fluid-integrity or performance testing should be defined before the prototype is quoted.
Which material is best for a liquid-cooled heat sink?
Aluminum is often selected for its low weight, machinability, and useful thermal performance. Copper may be considered when higher conductivity is required. The final choice should also account for coolant compatibility, corrosion, pressure, joining method, weight, and production cost.
How are liquid cooling heat sinks checked for leaks?
The test method should define the medium, working pressure, test pressure, allowable leakage, and test duration. Depending on project requirements, testing may involve air, water, pressure decay, or another approved method. SunOn’s available test process should be confirmed during quotation.
When should I choose liquid cooling instead of an air-cooled heat sink?
Liquid cooling is worth evaluating when the heat load is concentrated, airflow is limited, the installation space is compact, or more stable temperature control is required. Air cooling may remain the better option when the thermal load is moderate and system simplicity is the priority.
Send SunOn your 2D drawing, 3D CAD model, heat load, coolant information, flow requirements, operating pressure, port specifications, required quantity, and inspection needs. Request a custom manufacturing review and quotation for your liquid cooling heat sink project.