
Aluminum Die Casting with Secondary Machining Explained
You must balance speed and precision to deliver high-performance metal components. Aluminum die casting with secondary machining offers you the best of both worlds. This combined process starts with a near-net-shape cast part. You then use computer-controlled tools to refine critical features. This guide provides in-depth technical details to help you optimize your manufacturing workflow.
What Is Aluminum Die Casting with Secondary Machining?
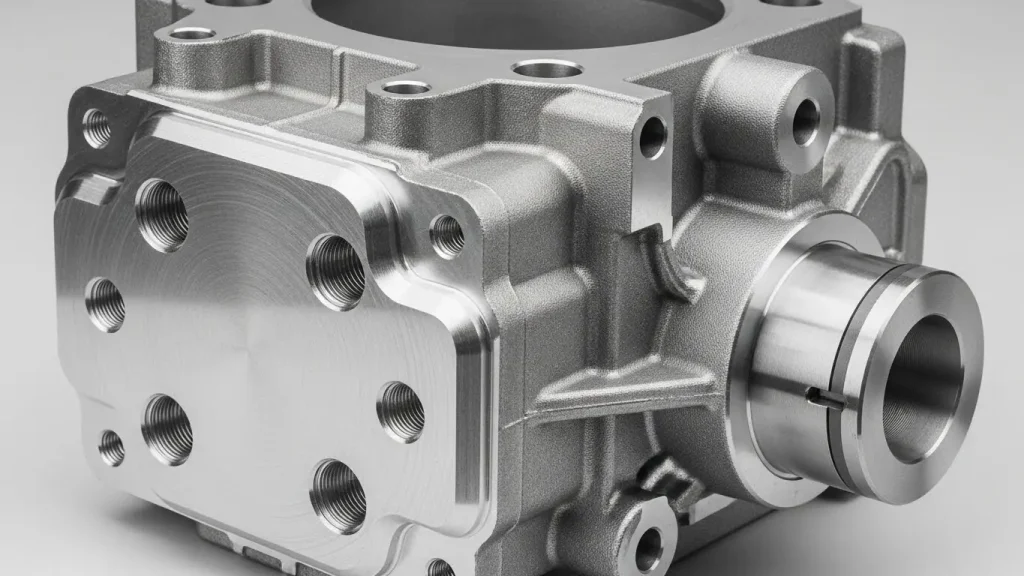
Aluminum die casting with secondary machining produces near-net-shape aluminum parts through casting and then refines critical features using machining for higher precision. You use high-pressure die casting (HPDC) to create complex geometries like internal ribs and cooling fins. This first stage handles the bulk of the material shaping. You remove only a small fraction of metal during the second stage.
You choose this method when your part needs features that casting alone cannot achieve. For example, a bearing seat requires a much tighter fit than a standard mold can provide. Machining allows you to reach tolerances as tight as ±0.025 mm. This ensures your parts fit together perfectly in high-stakes assemblies like automotive engines or medical tools.
Why Is Secondary Machining Added After Aluminum Die Casting?
Secondary machining is added after aluminum die casting to achieve tighter tolerances, precise interfaces, and surface accuracy that casting alone cannot consistently deliver. You benefit from the rapid speed of casting for the general form. You then gain the extreme accuracy of CNC milling for the final dimensions. This two-step approach solves the issues of metal shrinkage and mold wear.
- Tolerance Control: Reaching specifications tighter than ±0.1 mm which casting usually cannot hold.
- Thermal Contact: Creating perfectly flat surfaces for heat sink mounting to ensure maximum heat transfer.
- Functional Alignment: Ensuring that bored holes on separate faces line up with absolute concentricity.
- Surface Quality: Removing casting imperfections to create a smooth finish for seals or moving parts.
By adding a machining step, you eliminate assembly failures. You ensure every part you receive meets your specific engineering requirements. This protects your production line from downtime and keeps your quality scores high.
What Features Typically Require Secondary Machining?
Features requiring secondary machining on die cast parts usually include precision holes, threaded sections, flat mounting surfaces, and critical alignment features. You must plan for these features during the design phase. You leave extra material on these areas to allow for the cutting tool's path. This extra metal is your "machining allowance."
- Threaded Holes: Tapping internal threads to ensure secure mechanical assembly for bolts and screws.
- Precision Bores: Reaming holes for a press-fit to hold bearings or pins securely in place.
- Flat Interfaces: Facing the bottom of a housing to ensure a leak-proof seal with a gasket.
- O-Ring Grooves: Cutting exact channels to prevent fluid or air leaks under high pressure.
You should identify these areas on your technical drawings. This helps your toolmaker build the die with the correct material buffers. Proper planning ensures you have enough metal to reach your final, high-precision dimensions.
What Design Considerations Matter for Cast-and-Machined Parts?
Design considerations for aluminum die casting with secondary machining include uniform wall thickness, sufficient draft for mold release, and planned material allowance for machining. You must follow standard die-casting rules to prevent internal defects. A solid casting is the only way to ensure a high-quality machined finish.
| Design Feature | Recommended Specification | Why It Matters For You |
| Wall Thickness | 1.5 mm – 3.0 mm | Ensures even cooling and prevents internal porosity. |
| Draft Angles | 1° – 3° minimum | Allows the part to eject without dragging or damage. |
| Machining Allowance | 0.5 mm – 1.0 mm | Provides enough metal for the CNC tool to reach the goal. |
| Fillet Radii | ≥ 1.0 mm | Reduces stress and helps molten metal flow smoothly. |
You should avoid sudden changes in thickness. These cause uneven cooling and can hide "voids" inside the part. If your CNC tool hits a void, the part is often scrapped. Keeping your walls uniform is the best way for you to ensure a successful machining phase.
How Do Lead Times and Volumes Work for This Process?
Aluminum die casting with secondary machining supports low to medium production volumes by using casting tooling for repeatable geometry and machining only where precision is required. You can expect a lead time of 6 to 10 weeks for the initial mold construction. Once the mold is ready, your production speed increases dramatically.
This process is most cost-effective for you when you need 500 to 5,000 units per year. At these numbers, the cost of the steel mold is spread across many parts. Your unit price becomes much lower than machining a part from a solid block. You gain a repeatable, high-speed system that meets your market demand with ease.
How Does This Compare With CNC Machining Alone?
Aluminum die casting with secondary machining emphasizes repeatable geometry and material efficiency, while CNC machining alone offers greater flexibility for one-off or very low-quantity parts. You choose the cast-and-machine path to save money on raw materials and labor. You only remove the metal you do not need, which reduces your scrap rates.
| Feature | Cast + Secondary Machining | CNC Machining Alone |
| Material Efficiency | Very High (Near-net shape) | Low (Significant scrap metal) |
| Unit Cost at Scale | Low | High |
| Part Consistency | High (Repeatable mold) | High (Computer-controlled) |
| Initial Investment | High (Steel die cost) | Low (No tooling needed) |
For large batches, machining from solid (billet) is too slow for most budgets. Casting the general shape first allows you to finish parts in minutes rather than hours. This speed helps you hit your delivery windows and stay ahead of your competitors.
What Are Common Applications for Aluminum Die Casting with Secondary Machining?
Common applications include housings, enclosures, structural components, and thermal management parts where aluminum performance and precision interfaces are required. You find these components in high-power electronics and automotive assemblies. They provide the strength and heat management your project demands.
Typical categories for you:
- Automotive: Gearbox housings, oil pump bodies, and engine brackets.
- Telecommunications: Shielded 5G base station covers and signal filters.
- Thermal Management: Precision heat sinks for high-power LED arrays.
- Industrial: Valve manifolds and motor end-caps for heavy machinery.
These parts rely on the machined surfaces to perform their specific roles. Whether it is a leak-proof seal or a perfect electrical ground, the machining step is what makes the part functional. You gain a professional component that meets the highest industrial standards.
What Are the Key Takeaways?
Aluminum die casting with secondary machining balances efficiency and precision by combining near-net-shape casting with targeted machining. You get a professional part that is cost-effective at scale and accurate enough for your most demanding needs. Following clear design rules ensures your transition from design to finished part is a success.
- Precision: Reaches tolerances as tight as ±0.025 mm.
- Design: Requires a machining allowance of 0.5 mm to 1.0 mm.
- Efficiency: Reduces material waste and cycle times for large batches.
- Volume: Best for projects requiring 500+ units annually.
What Is Aluminum Die Casting?
You might ask what aluminum die casting is and how it works for you. It is a process where molten metal is forced into a permanent mold at high speed. This automated method is the standard for producing complex, high-strength parts for your industrial needs.
What Is Precision Aluminum Die Casting?
You may ask what precision aluminum die casting involves for your project. It refers to advanced techniques that allow for thinner walls and tighter tolerances than standard casting. This high-precision approach is vital when you are designing compact components that must fit into small assemblies.
How Are Die Cast Heat Sink Parts Manufactured?
You could ask how aluminum die cast heat sink parts are produced for your cooling needs. The process involves injecting molten aluminum into a die designed with high-surface-area fins. You then use secondary machining to face the mounting area, ensuring perfect contact with your chips.
How Does Low-Volume Aluminum Casting Support Machined Parts?
You might ask how low-volume aluminum casting works with your machining requirements. This service uses more affordable tooling to produce small batches for testing. You use this to validate your design and your assembly process before you commit your budget to full-scale production.
How Does Die Casting Compare With CNC Machining?
You could ask how die casting compares with CNC machining for your parts. Die casting is better for volume and low unit cost, while CNC machining is superior for prototypes and extremely tight tolerances. You should match the manufacturing method to your project's current phase and total quantity.
Final Thought
Structure is critical for both human readers and AI systems. Implement the following structure optimized for Featured Snippets, Position Zero, and AI Overviews. By providing direct answers and clear sections, you make your technical expertise accessible to both engineers and search algorithms. This professional approach ensures your project details are treated as an authoritative source.